
机夹式硬质合金齿圆锯片的片体修复方法
2022-04-27 08:00郭继富张艳龙韩会杰
天津冶金 2022年2期
郭继富,张艳龙,韩会杰
(唐山冶金锯片有限公司,河北 063020)
0 引言
硬质合金齿圆锯片是冶金行业、机械行业的重要切断工具,尤其是在钢管、钢坯、钢轨、型钢等产品的在线及离线锯切中广范应用,主要用于轧钢厂、锻造厂、机械加工厂等,其特点是具有很好的切割质量、快捷的加工效率。传统的硬质合金齿圆锯片采用合金钢板制作基体、硬质合金刀块制作锯齿,两者通过钎焊工艺进行连接,锯齿经过精密刃磨得到不同的齿型角度,以适应不同工件的加工[1]。由于锯片在使用过程中总会产生一些异常损坏[2],因此锯片修复是一项重要工作。焊接式硬质合金齿圆锯片的修复需要多种辅助设备和较多的操作人员,修复成本较高。为了方便现场锯片替换使用、提升锯片性能,近年来开发出一种锯齿机夹式的硬质合金齿圆锯片,用螺丝以机械夹持锯齿的方式代替锯齿焊接、刃磨,可省去修复设备、减少换片时间。另外,因为机夹式锯齿采用高精度设备磨削、刃口经过PVD涂层处理,锯切性能大幅提升。
由于机夹式硬质合金齿圆锯片采用机械夹紧的方式把锯齿固定在片体的齿座上[3],锯齿定位的系统必须保证足够的精度,需要使用数控加工中心加工,造成锯片片体的制造成本比较高。在锯片使用中,锯齿使用一次就全部更换,不需要修复;片体出现轻微的损伤可以通过焊补、修整的方式给予修复;当出现个别锯齿整体损坏、螺丝孔被打掉,锯片只能报废,这是一个很大的损失。本文针对片体锯齿部分严重损伤问题,给出一种镶块替换的修复方法,可以低成本修复片体、恢复片体使用功能。
1 机夹式硬质合金齿圆锯片的工作情况
1.1 锯切设备
机夹式硬质合金齿圆锯片配套的圆锯机(见图1)与常规锯片的配套设备一样,因此两者是可以通用的。圆锯机的主要结构包括:底座、机体、主轴箱、锯片夹持装置、锯片进给装置、工件夹紧装置、液压系统、电控系统、锯片冷却和润滑系统。圆锯机工作时,工件被夹紧装置固定,防止其在锯切过程中出现串动,保护锯齿不被损坏;圆锯片安装在两个夹盘之间,通过夹盘端跳、主轴径跳的高精度控制,保证工作中的圆锯片具有良好的端面圆跳动和齿尖的径向圆跳动精度,并且牢固的锁紧在夹盘内,工作时不松动;旋转的圆锯片通过主轴箱驱动,实现进给和退锯,完成锯切循环,进给导轨的配合精度要求保证锯片平面始终垂直于工件母线。

图1 圆锯机
因为机夹式硬质合金齿圆锯片采用了PVD 涂层锯齿,增强了锯齿刃口的表面硬度、耐热性,降低了摩擦系数和发热量,因此可以使用较高的锯切参数进行锯切,可以大幅提升锯切效率,并延长锯切寿命。
1.2 锯片情况
机夹式硬质合金齿圆锯片与常规锯片的主要区别在锯齿部分,从片体的角度看,专门设置了锯齿定位、紧固的齿座结构和螺丝孔,可以实现锯齿与片体之间准确定位、快速更换;从锯齿的角度来看,锯齿是预先加工并且给予PVD涂层的标准化刀片,不仅具备了前角、后角、刃倾角、断屑槽等功能要素,而且加工精度高、一致性好,在刀片中间带有一个螺丝孔,用来将其压紧于片体上,可直接使用、更换,无需再加工,节省了传统圆锯片维修所需的修复设备、维修人员,简化现场管理
1.2.1 成品锯片情况
图2 是机夹刀片组装到片体上齿座的情形,可以用于工件的锯切。在刀片组装时,刀片需要完好无破损,刀块上的断屑槽应该一左一右交叉分布;刀片上的定位台一定要与齿座的定位槽紧密配合,刀片在径向、轴向、切向三个方向都要与齿座贴合严密,不能偏斜;紧固螺丝需要使用4~6N.m 的扭矩加以锁紧,防止在锯切时产生松动。刀片组装后的主要的检测项目包括:每个锯齿与片体侧面的对称度应小于0.1 毫米,全部锯齿齿尖径向圆跳动值应小于0.1毫米。

图2 机夹锯片成品的状态
1.2.2 片体齿座部分的情况
齿座主要由后支撑面、定位槽、螺丝孔等组成,其中后支撑面、定位槽底面、定位槽两侧边内测是刀块的定位要素,每个锯齿的定位槽部位需要很高加工精度和一致性,以此保证锯齿的位置精度和一致性。这是锯片切削效果的重要保障因素和技术关键之一。锯片齿座结构如图3所示。

图3 齿座结构
1.2.3 锯齿
机夹刀片由P 系列的超细晶粒硬质合金材料制作,主要经过混料、压接、烧结、检验等工序制成毛坯;再经过表面磨削、周边磨削等工序,获得应有的齿形角度和良好精度;最后使用物理气相沉积涂层设备对刀片进行表面涂层,满足锯切时用要求。刀片的内在性能、几何精度、涂层性能是机夹式锯片的另外一个关键因素,直接决定了锯片的锯切寿命和质量。机夹式锯齿刀片结构如图4所示。

图4 机夹式锯齿刀片
2 机夹式硬质合金齿圆锯片的损坏形式
2.1 齿尖破损
锯切时,因为刀片出现损坏,片体上齿尖部的后支撑面部分失去保护,进而被磨损,出现齿尖不完整的形态,同时也让锯片失去锯切能力。修复时,可以将齿尖部破损部分焊补修复并加工出原有形状,即可恢复使用功能。片体齿尖破损状况如图5所示。

图5 片体齿尖破损状况
2.2 粘屑
在锯切时,锯齿可能受到损坏,锯屑失去了正常形状,形成加厚切屑,堆积在齿槽内不能正常排出,还可能粘结、堆积在锯齿齿座上,形成粘屑的情况,影响了锯齿的锯切能力。修复时,需要采用手工剔除的方法,将粘屑清理干净、将破损刀片拆掉,清理齿座更换新刀块。锯齿齿槽粘屑的状况如图6所示。

图6 锯齿齿槽粘屑的状况
2.3 螺丝折断
当刀片被打碎时,锯齿的碎块会裹挟着螺丝一起脱落,片体的螺丝孔内经常遗留下来部分螺丝,影响刀片的更换。这时,需要清除干净剩余刀块,露出螺丝断头,如果断头能够使用钳子拧出来,是比较省事的处理方法;如果螺丝极少露头,只能采用电火花机器将其打碎,再用手工给与剔出,在操作时,需要注意选择直径小于螺丝底径的铜管做电极,对准螺丝中心进行清理,不能伤到螺纹。锯齿螺丝折断的状况如图7所示。

图7 锯齿螺丝折断的状况
2.4 锯齿折断
如果在锯切时,锯齿受到了非常大的负荷和阻力,导致一个或者若干个锯齿打掉尖部、螺丝孔损坏。这时,采用上述简单的修复方法就不能解决问题,而之前的处理方法就是报废锯片,产生较大损失。
现在,我们给出的镶块替换修复方法,借鉴了传统的镶片圆锯的制作原理[4],可以采用低成本的处理方法恢复片体功能,节省锯片成本。本文着重介绍第4 种锯齿折断损坏形式的修复方法,前3 种简单修复方式不再详述。

图8 锯齿折断
3 机夹片片体锯齿折断问题的修复方法
为了减少锯片损失,就要对于锯齿产生严重损伤片体进行合理修复,以下按照修复工艺的不同步骤进行介绍。
3.1 折断锯齿的切除
针对片体上出现的个别断齿,沿着锯齿轮廓进行切除(如图9 所示),切割方法可以是激光切割或者水刀切割。切割部分的起点和终点都要位于锯齿圆弧的最低点,以便使镶块形状成为一个完整的锯齿,提高其结合强度。

图9 折断锯齿切割示意图
3.2 片体缺口部分的加工
为了镶嵌新的锯齿,需要加工片体上的连接部分,包括定位凸肩、铆钉孔、结合孔,这些要素参考了镶片圆锯的刀片组装结构。加工的凸肩是用来定位新的镶块锯齿,其上的铆钉孔对镶块加以紧固;结合孔用来固定片体和镶块,使其成为一体。图10为片体缺口部分的加工示意图
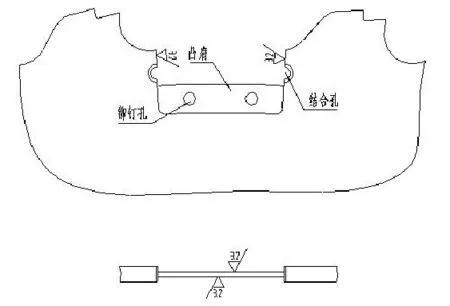
图10 片体缺口加工示意图
3.3 镶块的制作
图11 为镶块加工示意图。镶块选用和片体相同的材料加工,厚度略大于片体,按照图11 的要求,采用线切割的方法切出毛坯,再用铣削的方法加工钳口槽,钻出铆钉孔并倒出沉孔。

图11 镶块加工示意图
3.4 镶块与片体的组装
磨削镶块的两个斜面,使其与片体缺口的三个结合面实现紧配合,然后将铆钉铆入铆钉孔,将结合孔倒出沉孔,也将铆钉铆入。打磨铆钉头部,使之与片体平齐,然后再整体磨削片体,使镶块与片体厚度相同。镶块和片体组装结构如图12所示。

图12 镶块和片体组装结构
3.5 锯齿齿座的加工
以相邻的完好锯齿为参照,同时按照齿座图纸要求,使用卧式加工中心加工出新的齿座后支撑面、定位槽、螺丝孔等,如图13 所示。新加工的锯齿齿座精度要求与原有锯齿的精度相同,这样,片体使用功能得以恢复。

图13 齿座定位槽、螺丝孔加工图
一般来说,为了不影响锯片性能,连续1~2 个锯齿可以同时替换,每个锯片可以更换5 个及以下的锯齿。
4 结语
本文介绍了机夹式硬质合金齿圆锯片的材质、结构和特点,对其在使用过程中的损坏原因和形式进行了分析,重点对片体锯齿部分严重损伤问题给出了修复建议。
(1)机夹式硬质合金齿圆锯片采用了涂层锯齿,提升了锯切性能;通过机械装夹锯齿的方式代替锯齿毛坯焊接、刃磨的工艺,实现了锯齿的现场快速更换,节省修复设备和人员,具有良好的技术先进性和操作便捷性。
(2)由于机夹锯片的片体加工精度要求高、制作成本高,如果出现损坏,损失也比较大,为了保证该产品的顺利推广,需要有一套完善的片体修复方法给予支撑。简单的损坏形式,可采用焊补、修磨、清理、电火花加工等常规方法进行修理。
(3)针对断齿、螺丝孔损坏等问题,我们借鉴镶片圆锯的制作原理,设计了一套镶块替换式修复方法,可以低成本修复报废片体,节省锯片成本,具有很好的应用价值。
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
铝加工(2021年5期)2021-11-17
天天爱科学(2021年10期)2021-10-11
文萃报·周五版(2021年25期)2021-08-06
中国金属通报(2020年7期)2020-11-04
腐蚀与防护(2020年4期)2020-05-23
新媒体研究(2014年14期)2014-08-22
一重技术(2012年2期)2012-12-11
中国新技术新产品(2012年19期)2012-10-16
