
焊丝钢H08A炼钢工艺开发实践
2022-04-27 08:00孙福来
天津冶金 2022年2期
孙福来
(天津钢铁集团有限公司,天津 300301)
0 引言
天津钢铁集团有限公司(下称天钢)炼钢厂装备有3 座120t 顶底复吹转炉,3 座120t LF 炉,1 座120t VD 炉,2 台方圆坯连铸机,2 台板坯连铸机,设备装备水平较高,这为品种钢冶炼提供有利条件。天钢根据现有工艺、装备对H08A 焊丝钢进行了开发。H08A 属于低碳钢,同时要求钢中硅含量低,转炉终点钢水氧含量高,这就使得后面工序如果钢水保护隔绝做的不好,一旦接触空气,就很容易增氧。因此在整个冶炼过程中控制好钢水氧含量是开发H08A焊丝钢的关键。
本文结合天钢现有炼钢装备和H08A焊丝钢的特点制定了生产工艺路线,对H08A 焊丝钢成分控制要求进行了分析,同时对H08A 焊丝钢生产过程中的难点问题进行了探讨,从转炉工艺操作、钢水氧含量控制、脱氧工艺等方面制定了相应的优化措施,并对生产实践效果进行了总结。
1 H08A焊丝钢生产工艺路线
H08 系列焊丝钢根据S、P 含量不同分为A、E、C 3 级,H08A 在H08 系列焊丝钢中的硫、磷含量要求不是很高。因此,根据H08A 钢种特点和成分控制要求制定了炼钢工艺路线,天钢H08A 炼钢产生工艺路线如图1所示。

图1 H08A炼钢生产工艺路线
2 H08A焊丝钢冶炼控制要求
2.1 成分控制要求
2.1.1 C成分控制
焊丝钢中如果C 含量过高,焊缝的裂纹倾向增加,而且冲击韧性下降,但是C 含量过低就会导致焊丝过软,焊药挤压困难,焊缝的金属强度不够。因此H08A 钢C 含量要求控制在0.06~0.08%的范围。实际我们将C 成分设定在≤0.08%,0.06~0.08%作为内控要求。
当转炉出钢C 成分小于0.04%时,可根据实际冶炼情况适当加入铝进行脱氧;而当碳成分不小于0.04%时,可不加铝块,靠铝锰铁中铝进行钢水脱氧。如果碳成分过低时,可根据实际冶炼情况在出钢过程中适当加入增碳剂。
2.1.2 Si、Mn成分控制
Si 成分在钢中会影响焊丝钢的冷拔加工性能,并降低焊丝钢的焊缝塑性。因此,H08A 钢的Si 成分要求不大于0.03%。
Mn 成分在钢中可以提高焊丝钢的焊缝抗拉强度,同时提高塑形、韧性以及焊缝的抗裂能力,因此,H08A钢的Mn成分设定为0.45~0.57%。
钢水中的Si、Mn 等主要元素是通过配加合金来进行成分控制的。在合金化操作中,通过合金中C 的质量分数计算,使用中碳锰铁和铝锰铁来进行钢水中增Mn,并根据冶炼的终点C 含量,合金增C应符合碳成分控制要求。需要注意的是在配合金时应注意终点钢水中的残Mn含量。
2.1.3 S、P成分控制
S含量越高,焊丝钢焊缝的热裂倾向越大,而且更容易使焊缝产生气孔。而P 含量越高,焊缝的冷裂倾向增大,同时低温冲击性能降低。另一方面,在H08 类钢材中,根据S、P 含量的不同对此类钢进行了分级,磷、硫含量越低,钢种的级别越高。因此冶炼H08A时,要求S、P含量要求不大于0.025%。
综上所述,焊丝钢H08A 化学成分为表1 所示。另外由于工艺路线不过精炼,而且没有铁水预处理的情况下,只能要求铁水中硫含量要小于0.025%。实际生产实践中,铁水中硫成分控制稳定,符合生产要求。

表1 H08A化学成分
2.2 转炉终点温度控制要求
焊丝钢H08A 由于低碳低硅,因此液相线温度相对于其他钢种要高许多,而且设定工艺要求不过LF 精炼,这就使得转炉终点温度不能太低。但是转炉终点温度过高,会降低磷在钢-渣中的分配比,影响钢水脱磷,这就要求钢水在冶炼过程中要为脱磷创造有利条件。
因此在实际冶炼前期,需要操枪工降低枪位,快速提高熔池温度,以实现前期快速成渣,这样可在脱磷的有效温度1450~1500℃时,实现高效脱磷。随着熔池温度的升高,会降低磷在钢-渣中的分配比,出现“返磷”现象,但是生产实践证明,良好的转炉渣控制可以弥补终点温度高带来的不利影响。
2.3 转炉造渣控制要求
脱磷是H08A 冶炼工艺的最重要任务,而造渣是钢水脱磷的关键。普遍认为,高的渣碱度、高的氧化性、大渣量,较低的钢水温度是钢水有效脱磷的条件,但是在一般炼钢过程中,渣的碱度过高,会造成渣的粘度过高、流动性不好,反而不利于脱磷。因此在H08A 冶炼过程中,我们要控制加入的造渣料,使转炉渣稳定到合适的碱度,另一方面可以通过加入铁矿或采用高枪位供氧来增加渣的氧化性[1],使转炉渣尽量达到有效脱磷的目的。表2 是冶炼焊丝钢H08A时转炉终点渣样的分析。

表2 焊丝钢H08A转炉终点渣样
2.4 钢水脱氧控制要求
H08A 焊丝钢由于含C 量、含Si 量低,钢水极易吸氧,如果用铝进行钢水脱氧,钢水中氧很难控制,吸氧过多会产生皮下气泡,另外,在浇铸过程中氧会与钢水中铝反应,生成氧化物,使水口处结瘤,造成浇铸中断。因此,使用铝锰铁代替铝进行钢水脱氧。在使用铝锰铁的过程中,要考虑其锰含量来配高碳锰铁。
为了使操作更为简便,转炉炉后(已进行脱氧合金化3 分钟后)需定氧,目标控制范围50~200ppm。根据定氧结果,在吹氩喂丝站进行喂铝线操作,喂铝线结束后3 分钟,再次定氧,定氧达到35~55ppm 的目标值后,立即加覆盖剂,同时必须保证软吹效果和不小于8分钟的软吹时间。
3 H08A生产中的问题及解决方案
3.1 转炉终点控制问题
由于H08A 钢生产工艺设计不经过LF 精炼的,因此转炉终点控制成为冶炼H08A的关键。在实际生产过程中,出现的问题主要体现在三个方面:
3.1.1 终点磷的控制
由于焊丝钢H08A 钢种和生产工艺特点,要求转炉终点出钢温度要控制到较高的温度。而提高了终点出钢温度,就意味着熔池温度升高,也就降低了磷在渣中的分配系数,对钢水脱磷不利。但钢水温度的升高有利于降低转炉渣的粘度,使石灰熔化更容易,这又是有利于转炉脱磷的,但是随着转炉渣粘度的降低,出钢也更容易出现下渣现象,造成钢水回磷。
3.1.2 终点温度的控制
根据H08A 钢种的液相线温度反推吹氩站温度和钢水脱氧合金化后温度,以及转炉终点温度,同时在整个生产工序中要考虑出钢过程的温降、脱氧合金化产生的温降、钢包与钢水温度差异产生的温降、吊运过程产生的温降、喂线软吹造成的温降等因素,最终设定转炉终点温度在1650~1680℃。
在实际生产过程中,转炉吹炼后期有部分炉次温度大于1700℃,最高温度炉次达到1723℃。过高的转炉终点温度除了影响关键工艺的执行,还不利于生产节奏。
3.1.3 脱氧剂的加入
转炉出钢时,当钢水铺满包底时首先加入铝块,然后按铝锰铁、中碳锰铁的顺序加入,最后对钢水进行测温、取样、定氧,钢水氧目标为50~200ppm。如果定氧结果小于50ppm,连铸浇铸过程会产生大量结瘤,造成浇铸中断。H08A 钢种浇铸过程中塞棒开度趋势图如图2所示。由图2可以看出H08A 钢种浇铸过程中塞棒开度一直是上升趋势,这说明浇铸过程中水口因结瘤在不断缩小。

图2 浇铸过程连铸塞棒趋势图
3.2 转炉终点控制问题解决方案
针对上述问题,提出相应的解决方案:
(1)加强操枪工技术水平,使渣碱度达到2.5~3.5,不要太大渣量,适量加入铁皮调节渣的氧化性,最终达到弥补因转炉出钢温度过高造成的不利于脱磷的目的。
(2)对于转炉终点出钢温度高、磷符合出钢要求的炉次,可加入返矿进行降温,并对钢水进行补吹约30 秒;对于出钢温度高且脱磷不符合出钢要求的炉次,加入石灰石和石灰(根据实际冶炼情况加入)进行降温、脱磷;对于出钢温度不高且脱磷不符合工艺要求的,加入石灰来增加碱度脱磷(加入量根据实际情况加入)。
另外,如果铁水磷含量过高,通过经验分析,认为不能通过单渣工艺达到的去除磷的目的,根据需要还可以采用双渣冶炼工艺,通过倒掉部分含磷量高的前期渣并二次造渣,使H08A 钢终点温度和磷含量达到出钢要求。
(3)为防止钢水中氧含量过低,规定炉后脱氧剂最多加3 袋(30Kg)。生产实践证明,一般情况炉后出钢氧含量控制在100~200ppm,对于个别炉次超过200ppm 的炉次,根据每米铝线去氧量,在炉后吹氩喂丝站调整铝线喂入量,实现最终氧含量35~55ppm的控制目标。
4 生产实践结果
4.1 化学成分情况
在实际生产时,由于H08A 焊条钢设计的工艺路线不过精炼,转炉终点成分控制是H08A 生产的重要控制环节。因此,化学成分方面应同时关注成品成分和转炉终点成分。生产试验炉次的转炉终点成分见表3,相对于的成品成分见表4。
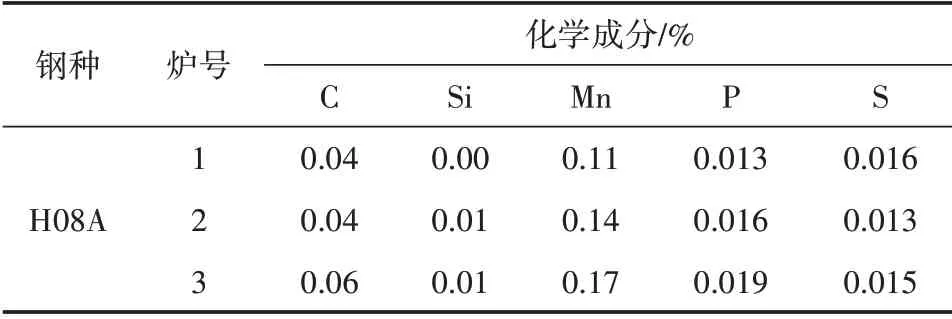
表3 转炉终点成分

表4 成品成分
4.2 低倍情况
对H08A 焊丝钢铸坯取低倍样观察,低倍情况良好,符合客户需求(见图3)。
图3 H08A低倍照片
4.3 性能指标情况
对H08A 焊丝钢盘条进行取样分析,各性能指标符合质量要求(见表5)。

表5 H08A性能检测指标
5 结语
H08A 焊丝钢的生产实践表明,不过LF 精炼炉,采用转炉+吹氩喂丝工艺生产H08A焊丝钢是可行的,产品的化学成分、低倍质量以及盘条性能指标完全能够满足标准规定和用户需求,也为今后品种开发提供了经验借鉴。
(1)由于此钢种的特点和工艺路线设定的限定,转炉终点控制成为整个冶炼环节的关键点。通过制定合理的造渣和补吹制度,更好的实现了H08A 焊丝钢的转炉终点控制目标,其中包括工艺要求的出钢温度和转炉终点碳、磷成分的准确控制。出钢碳控制在0.04~0.06%的范围,出钢磷控制在0.018%,能够满足成品钢的成分要求。
(2)通过低倍和轧制性能指标显示,冶炼的焊丝钢H08A符合产品质量要求,达到客户使用标准。
(3)此次通过对焊丝钢工艺开发的实践,为今后开发更高级别的焊丝钢或是类似钢种开发提供宝贵经验。
猜你喜欢
上海金属(2022年5期)2022-09-26
电焊机(2022年5期)2022-06-01
新疆有色金属(2022年1期)2022-03-22
金属加工(热加工)(2022年3期)2022-03-22
中国金属通报(2019年5期)2019-07-11
航天制造技术(2018年6期)2019-01-11
鞍钢技术(2018年2期)2018-12-31
安徽冶金科技职业学院学报(2018年4期)2018-11-28
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
