
某车型门饰板注射模设计
2022-04-27 04:42李昌雪
模具工业 2022年4期
0 引 言
车门内饰板是汽车内饰件的重要组成部分,位于汽车车门的内侧,有前后左右之分,通常为两门或四门
。随汽车产业的快速发展,塑料门板的集成化程度越来越高,其开发周期越来越短,价格也越来越低
。因此,在复杂的制品结构、更短的开发周期和更低的开发成本要求下,必须合理设计模具来生产质量合格的制品
。
针对某车型左/右前门内饰板,综合运用CAD/CAE技术对其进行模具设计与模流分析,并介绍了模具设计中的关键技术要点。
1 制品分析
图1所示为某车型左前门内饰板,此门板采用一体式结构,装饰板和喇叭网罩集成在门板内饰板上,其中喇叭网罩为蜂窝状设计。该门板内饰板材料为PP-T20,外形尺寸为885 mm×718 mm×122 mm,主体壁厚为2.2 mm,质量为1 780 g。
贾鹏飞离开了我的视线。但我知道,他去了郊区的一家木器加工厂。加工厂一道大铁门平时锁着,偌大的场地堆满了大大小小的木材,板材车间和精致家居加工车间响彻电锯、油漆喷枪的尖利声音和斧凿的捶打声,厂区弥漫着粉尘和油漆的刺鼻味道,让呼吸了乡村清新空气的贾鹏飞有种喘气困难的感觉。
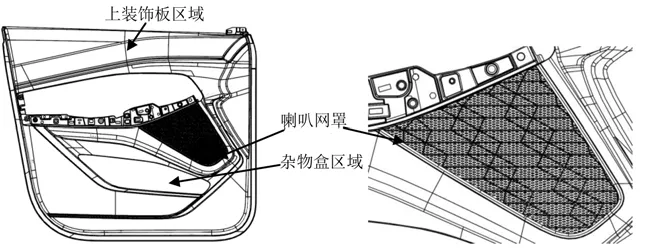
车门内饰板设计要点如下:①车门内饰板为重要的外观皮纹件,外观面不允许出现熔接线、流痕、缩印等缺陷;②车门内饰板为顾客高频接触部位,制品外观分型线要求不可见且触摸光顺,特别是上装饰板区域和杂物盒区域的分型线存在外露,这两处分型线不允许出现段差及飞边;③车门内饰板直接装配在钣金上,与钣金件不能存在装配间隙,要求注射成型后的制品变形在装车可控制的范围内。
图2所示为前门水切支架,该制品为非外观件,焊接安装在前门内饰板的装饰区域,材料为PPT20,外形尺寸为 740 mm×58 mm×45 mm,质量为165 g。

2 模具结构设计
2.1 模具排位设计
为了提升门板的生产效率,结合前门板的结构及尺寸特点,将左前门内饰板、左前门水切支架、右前门内饰板、右前门水切支架设计在1副模具上成型,模具采用“1+1+1+1”的布局,如图3所示。

2.2 模具浇注系统设计
与第一学期相比,实验班第二学期学生数学成绩的离散程度有所缩小。实验班成绩方差虽然高于对照班,成绩相对分散,但是没有明显扩大的趋势。以上数据说明,实验班多数学生基本适应了辩证动态双主教学,成绩分散程度逐步变小,并成常态化。
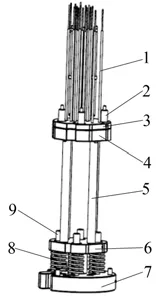
其中,台阶推杆安装在弹顶推杆固定板和弹顶推板之间,弹顶推杆固定板和弹顶推板之间通过螺钉固定;弹顶推板导柱穿过弹顶推杆固定板和弹顶推板,弹顶推板导柱固定在模具型芯上;支撑柱的两端头分别通过螺钉固定在弹顶推板和弹顶底板上,弹顶底板导柱穿过弹顶托板和弹顶底板,弹顶底板导柱通过螺钉固定在弹顶托板上;弹簧穿过弹顶底板导柱,安装在弹顶托板和弹顶底板之间,弹簧初始状态处于预压状态;弹顶托板则通过螺钉固定在模具动模座板上。
2.2.1 浇口数量及浇口位置确定

其中点1、2、3、4、5、6、7、8、10采用侧浇口,浇口尺寸为15 mm×1.2 mm;点9位于车门的开门侧,采用牛角潜伏式浇口,浇口尺寸为6 mm×1 mm;点11、12采用侧浇口,浇口尺寸为20 mm×1.2 mm。热流道内径为
22 mm,阀针直径为
8 mm,热流道浇口直径为
6 mm。
2.3.3 斜推机构
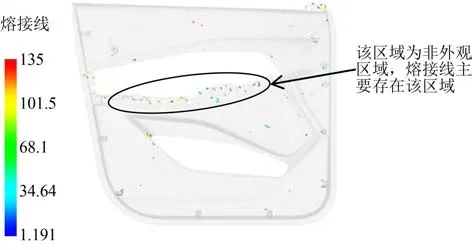
Moldflow熔接线分析结果如图5所示,熔接线都位于非外观区域,原因是该区域安装孔较多。外观区域整体填充良好,满足设计要求。
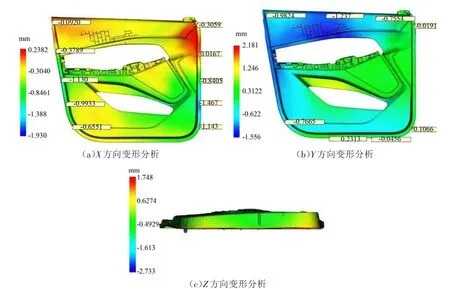
Moldflow制品变形分析结果如图6所示,制品
、
、
方向的变形量较小,主要为收缩变形,整体变形较为均匀,满足制品设计要求。
2.2.2 热流道顺序阀设计
热流道顺序阀设计如图7所示,根据Moldflow的分析结果,模具采用22点热流道顺序阀设计。
权重的确定方法,影响农业机械化水平指标权重具有代表性的方法主要有层次分析法、信息权重法(主成分分析法、因子分析法)、德尔菲法、层次分析法与德尔菲法的联合应用法等[5];也有从机械替代劳动力前后,耗费人工量大小的角度来设置权重的研究文献[6]。本文认为目前畜牧业机械化统计数据的不可获得性导致无法科学运用层次分析法和信息权重法,因此三级指标权重的确定同样根据耗费人工量的大小而定。从机械替代劳动力的角度设定权重,在筛选出的5个指标中,根据各自用工量(见表1)占总这5个环节用工总量的比例来分配,详见表2。

2.3 模具主要机构
模具主要机构包括上装饰板区域镶件结构、杂物盒区域镶件结构、门板喇叭网罩弹顶机构、斜推等机构,如图8所示。

2.3.1 大镶件结构
由于门饰板为顾客高频接触的制品,而上装饰板区域和杂物盒区域的分型线存在外露,用手可触摸,为保证这2个区域的分型线质量,在模具上分别设计了镶件结构,如图9(a)所示。
南齐谢赫有云:“画有六法,一曰气韵生动,二曰骨法用笔,三曰应物象形,四曰随类赋彩,五曰经营位置,六曰传移模写。”罗春辉的现代工笔绘画作品本着《周易·系辞》“观物其象”“立象以尽意”之说,以重彩、没骨入画既能“笔墨积微”,又能高扬色彩,“工”能勾勒立象,细致精雅,“写”能“惚兮恍兮,其中有象;恍兮惚兮,其中有物;窃兮冥兮,其中有精,其精甚真”。他是对“六法”说进行一个全新的诠释。凭借对传统的守正和超然,凭借作画时的情之深、意之切和趣之足,凭借明丽典雅、磅礴杳渺的画境和神遇迹化,超然象外的盎然意趣,罗春辉的现代工笔绘画艺术必将如俨俨高松超拔于当代工笔画坛,成为艺术创作的新典范和勇于创新的新表率。
自此以后,孟导也成了古钱收藏界的一匹黑马。虽然孟导最初1 4 1枚古钱,除去4 8枚乾隆通宝和5枚自己留下的钱。老贾共骗取 8 8枚“伪币”、“仿币”,要是每枚都是五十珍级别的钱币,那么不经意间孟导就被骗走了超过七位数的钱财。但是人心就是这么奇妙,之前赚了5万元时,孟导怅然若失。现在损失了七位数的资产,反而沉浸在出名的喜悦里。

2.3.2 喇叭网罩弹顶机构
为保证门板喇叭网罩网孔顺利脱模,设计了弹顶机构,包括台阶推杆、弹顶推杆固定板、弹顶推板、弹顶推板导柱、支撑柱、弹顶底板、弹顶底板导柱、弹簧、弹顶托板等,如图10所示。
由于前门内饰板尺寸较大且存在喇叭网罩结构,不易填充,需设计多点进料,经Moldflow优化分析,决定单个前门内饰板采用10点针阀式进料方案,左/右水切支架共用2点针阀式热流道,进料点位置布局如图4所示。
弹顶机构的运动原理如图11所示,在制品推出过程中,推板向上运动,处于预压状态的弹簧驱动整个弹顶机构随推板向上运动,当制品推出15 mm时,弹顶推杆固定板接触模具型芯,弹顶机构运动结束,其他机构在推板的驱动下继续运动。在模具复位时,当推板向下运动到距离复位结束还有15 mm时,推板与弹顶底板接触,推板压迫弹顶机构随其向下运动,直到推板复位结束。在弹顶机构随推板复位的过程中,弹顶机构的弹簧被压缩,为下一次驱动弹顶机构运动而储存能量。

经Moldflow多次优化分析,最终确定单个前门内饰板的热流道顺序阀开启顺序为:点1→点2/3/4→点5/6→点7/8/9→点10,左/右前门水切支架的热流道顺序阀开启顺序为点11→点12。其中,点1与点11同时开启。
(3)喇叭网罩区域型腔板、型芯采用独立的水路设计,通热水以保证喇叭网孔的填充。
为确保分型线的质量,提高镶件的配合精度,上装饰板镶件和杂物盒镶件上都设计定位凸台,如图9(b)所示。该定位凸台主要有2个作用:①模具在装配的过程中,镶件通过定位凸台反锁在模具型腔板上,以此修配分型线段差;②在注射过程中,镶件通过定位凸台互锁在模具型腔内,避免因注射压力过大而导致模具零件错位变形,提升分型线质量。另外,2个镶件都设计了冷却水路,在注射时对镶件进行冷却。

2.4 冷却系统设计
在注射成型过程中,模具温度直接影响制品的成型质量(变形、尺寸精度、力学性能和表面质量)和生产效率,需要根据材料性能与成型工艺的要求设计温度调节系统
。为避免制品冷却不均匀而导致翘曲变形,门板模具型腔板、型芯水路具有以下设计特点。
(1)根据门板的造型特点,采用“水路+水井”的冷却水路布局。沿制品形状尽量设计随形水路,针对冷却不充足的区域,再设计水井或斜水井辅助冷却,模具型腔板、型芯的冷却水路设计如图13所示。

(2)水路直径设计为
15 mm,水井直径设计为
24 mm,以保证足够的传热面积。
(6)那管营心腹相待,也不忍撇也。单是小奶奶乔张做致,有些不尴尬,好生看不得。(明·陈忱《水浒后传》第4回)
1)如果构件因为老化、受损等原因需要更换或拆卸,可以对在信息化模型中对相关构件进行精准标注,确保更换后位置准确。
前门内饰板背面的卡扣安装座等倒扣结构由斜推机构成型,如图12所示。
在《水之乡》中我们看到,自然中的四大元素——土、水、火、气——深深地嵌入了人类历史(包括家族史和个人史)中,成为小说的叙事要素和主要隐喻,形成一个互相呼应、互相影响的生态—历史系统。这样,历史就不再是一部以人类为主体的单数的历史,而是一部集自然、人类群体与个体于一身的复数的历史。地质史中洪水泛滥与淤泥沉积的循环往复,人类历史中进步与倒退的交替发生,家族史中创业与守成的此消彼长,三者之间互补互动、互为隐喻,显示了后现代的多重决定论(over-determination)和生态历史观。
(4)模具采用集中供水方式,设计集水块与注塑机连接。
(5)型腔板、型芯温度采用模温机独立控制。
随着脱贫攻坚进入关键时期,“打赢”“打好”这场“硬仗”,让贫困地区真正摆脱贫困,必须转变传统的粗放式扶贫,实施精准扶贫。2015年,中共中央、国务院发布了关于打赢脱贫攻坚战的决定,提出了实施精准扶贫、精准脱贫的方略。从实施精准扶贫的基本方略来看,教育精准扶贫依托学校教育、职业教育、网络教育等,对准“扶志”与“扶智”,是一项系统工程。社区教育以其实用性和高效性得到世界各国的认可,成为现代国际教育的主要组成部分和发展趋势[1],也是我国教育事业的重要组成部分,是社区建设的重要内容。依托社区整合资源,开展社区教育,有助于创新教育精准扶贫模式,推进精准扶贫走向常态化、长效化。
3 结束语
根据前门内饰板模具的设计过程,得到如下结论。
(1)在门饰板模具设计中,浇口方案的选择对型腔的填充影响较大,实践证明通过注射成型仿真分析确定浇口方案是快捷有效的方法。
(2)采用“1+1+1+1”的布局方案,提升了前门内饰板的生产效率。
选出2015年12月到2018年2月这一时间段我院接受并治疗的74例不稳定型心绞痛患者当作本次研究的样本。男性患者与女性患者分别48例、26例;患者的年龄最大70岁,最小42岁,平均年龄为(56±2.83)岁。
(3)对前门内饰板上装饰板区域和杂物盒区域采用镶件结构设计,这2个区域外露分型线质量得到了有效控制,满足了制品要求。
(4)在喇叭网罩区域采用弹顶机构的方案设计,有效保证了喇叭网罩区域的推出成型。
(5)采用热流道顺序阀控制系统和“水路+水井”的冷却系统设计,提高了门板制品的填充效果,缩短了成型周期,保证了制品的成型质量。
模具经批量生产验证后,模具结构可靠,动作平稳,脱模顺畅,制品质量得到了有效保证,达到了预期的设计效果。
[1]张维合.汽车左后门板大型注塑模设计[J].中国塑料,2016,30(5):98-103.
[2]韩 鹏.碳纤维复合材料内饰件罩优化设计研究[D].长春:吉林大学,2011:4-5.
[3]张丽丽,张继堂,战 磊,等.模具零件材料对汽车门板中部插件成型的影响[J].模具工业,2015,41(3):6-11.
[4]李 磊.汽车塑料内饰件门板设计及模具开发[D].上海:上海交通大学,2016:4-6.
[5]唐海茂.门板注塑模模具设计[J].装备维修技术,2010(1):61-64.
[6]石 波,郝加杰.汽车高光格栅注射模设计[J].模具工业,2021,47(8):54-57.
[7]石世铫.注射模具设计[M].北京:化学工业出版社,2017:68-71.
猜你喜欢
新民周刊(2022年4期)2022-02-11
文萃报·周二版(2021年4期)2021-03-08
汽车与驾驶维修(维修版)(2020年3期)2020-06-15
小学生作文选刊·低年级版(2017年9期)2017-09-18
百家讲坛(2016年5期)2016-09-28
儿童时代·快乐苗苗(2015年2期)2015-08-24
知识窗(2010年2期)2010-05-14
经济研究导刊(2009年11期)2009-05-27
早期教育(美术教育)(2006年4期)2006-04-29
祝您健康(1986年3期)1986-12-31
