
污水检测仪手柄双色注射模设计
2022-04-27 04:42:50赵佳萌
模具工业 2022年4期
1 塑件结构分析
污水检测仪双色手柄如图1所示,由2种塑料先后注射成型。塑件下层为ABS材料,上层为TPR材料。相对于ABS+TPU双色成型,选择TPR+ABS更好,因为TPR手感好,价格便宜,包胶ABS牢固。包胶时ABS与TPR在界面处混合,TPR会完全溶于ABS,对ABS的韧性起到改善的作用。TPR主要以SBS基材混合而成,在成人用品、儿童玩具、脚轮等方面应用广泛
。
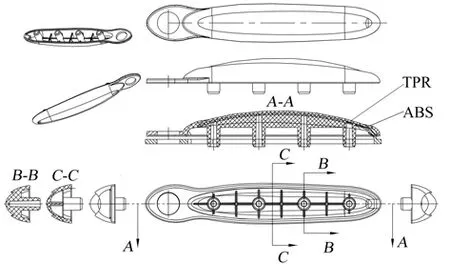
ABS材料注射后在非冷却状态下,如果采用常规的双色注塑机与双色注射模进行TPR材料注射,存在TPR材料取向不均、花纹多且凌乱等缺点,同时ABS材料受到冲击,导致其上翻产生黑斑、混色等缺陷。
2 模具设计
2.1 模具整体结构布置
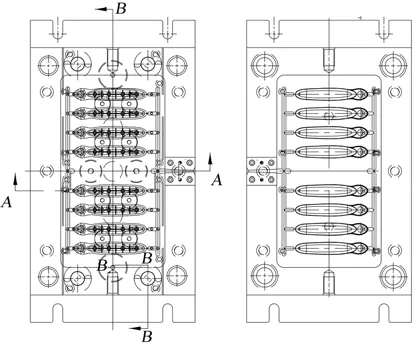
为满足塑件成型要求,模具由2副结构相似的双色子模构成,单副子模采用1模4腔进行布局,如图2所示。为简化模具结构,模具采用单侧进料顺序注射,子模的型腔采用侧面进料。该双色模具能依据产品要求,满足第2种材料有多色要求的成型需要,且能保证第2色材料注射时分子的定向排列。
2.2 模具结构设计
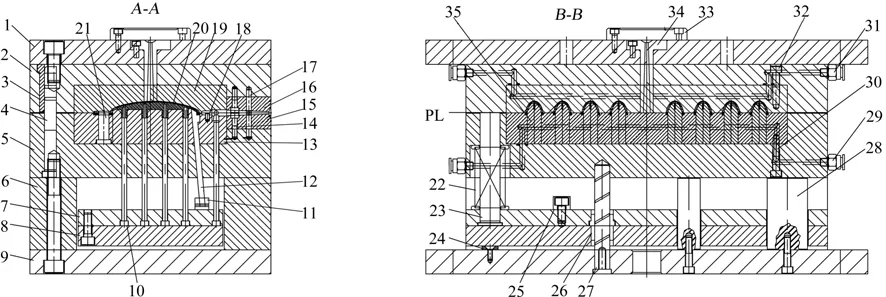
模具结构如图3所示,采用两板模结构,定模座板1与定模板2用螺钉固定构成定模部分,导套3过盈装配在定模板2上的导套孔内,型腔板镶件19用螺钉安装于定模板2所开设的镶件槽内,动模板5、垫块6、动模座板9用螺钉固定构成动模部分
。导柱4过盈装配安装在动模板5对应的导柱孔内,并与导套3滑动配合
。型芯镶件13用螺钉联结安装于动模板5上所开设的槽内,下浇口套15通过螺钉14安装于动模板5上,并由浇口套定位销17定位,上浇口套16用螺钉安装于定模板2上,并由定位销17定位。模具闭合时,下浇口套15、上浇口套16拼合构成横向浇口套,流道调节螺钉18安装于型芯镶件13上的流道末端。ABS塑件20成型后通过定位柱21和小镶件35固定在型芯镶件13上,第2色模具合模时通过型腔板镶件19将其压紧。复位杆弹簧22安装于复位杆23上,复位杆23安装于推杆固定板7上,限位钉24、支撑柱28用螺钉固定在动模座板9上。
2.3 浇注系统设计
浇注系统采用横向流道进料的方式,进料机构采用拼合式浇口套,由下浇口套15、上浇口套16拼合而成,流道熔料流量可以通过调整流道调节螺钉18的高度来控制。第2色子模采用横向式浇注系统,主要构成零件包括型芯镶件13、螺钉14、下浇口套15、上浇口套16、定位销17、流道调节螺钉18和型腔板镶件19,横向式浇注有利于TPR注射时从待成型塑件一侧进料,有利于TPR分子的定向排布,保证TPR注射的饱满性。
旋转电极法是以金属或合金为自耗电极,其端面受电弧加热而熔融为液体,并在电极高速旋转的离心力的作用下,将液体抛出并粉碎为细小液滴,其原理结构如图4所示。一般来说,旋转电极的冷却速率约为103~104K/s,电极的旋转速度为10 000~30 000 r/min,制备的粉体粒度随着电极旋转速度、电极直径的增大而减少,范围通常在50~350μm之间[12,13]。
吹扫气体必须干燥、洁净,检查时要注意空气过滤减压阀的滤芯,确认其是否洁净。为指定的应用确定吹扫气体推荐流量是很困难的,因为它取决于气体在灰尘中的流速,法兰长度和法兰直径等。法兰中的吹扫流速等于灰尘中气体流速的10%,如果持续吹扫一段时间后,待测气体的体积分数完全恒定,可尝试用以下步骤去测量吹扫流量:
为考察论文研究主题情况,所以统计了关键词在论文中出现的情况。设置TopN=30,TopN%=15,运行CiteSpace得到图3结果。
2.4 脱模机构设计
塑件通过推杆10推出,模具的注射颜色可通过调整注塑机的混料颜色实现,降低了成型时的配色选择限制,能获得多种颜色的塑件注射成型。下模冷却快速接头29通过管螺纹紧固安装于动模板5上,用于下模型芯的冷却。上模水路快速接头31通过管螺纹紧固安装于定模板2上,用于上模型腔的冷却;型芯镶件13通过螺钉14安装在动模板5上,型腔板镶件19通过螺钉14固定在定模板2上。第1色定位圈33和第1色浇口衬套34用螺钉安装于定模座板1上,用于ABS材料注射。推板导柱27安装于动模座板9上,推板导套26紧固安装于推杆固定板7、推板8上,推板导套26与推板导柱27配合用于推杆固定板7和推板8的导向;限位块25、斜推杆12、斜推座11安装于推板8上,实现塑件完全脱模。
3 模具工作过程
模具安装于注塑机上后,注塑机拉动动模后退,在PL分型面(见图3)处打开。机械手将ABS骨架放置于定位柱21和小镶件35上,模具闭合时通过型腔板镶件19将ABS骨架压紧。闭合后,先通过第1色浇口衬套34进行ABS初始注射,成型冷却后开启TPR注塑机进行TPR注射,待冷却后打开模具,推杆10及流道推杆将双色塑件从型芯镶件13上推出,机械手再次将ABS骨架放置于定位柱21和小镶件35上,重复上述步骤。
4 结束语
该双色注射模由2副子模构成,第1色子模采用顶面进料,第2色子模采用侧面进料,子模为1模4腔布局,TPR+ABS双色成型。该模具能实现TPR分子在ABS塑件上的定向排列,且能依据TPR不同的着色需要进行色域调整,注射效率高,双色成型成品率高。模具定位零件保证了TPR注射无位置偏差、不漏料、无飞边产生,且塑件推出方便,无变形。
[1]魏东坡,周 静.转轴零件注射工艺分析及双色模具设计[J].工程塑料应用,2020,48(6):88-91.
[2]陈 萌.汽车油桶盖弹簧式斜顶脱模机构及注射模设计[J].模具工业,2017,44(6):46-48,66.
[3]肖国华,程方启,卢星星,等.汽车后视镜面壳热流道二次侧抽芯滑块模具结构设计[J].工程塑料应用,2014,42(10):79-83.
[4]韩国声,杨 骏.双色注射技术在汽车零件制造中的应用[J].内燃机与配件,2019(9):95-97.
[5]肖国华,徐 生,沈忠良,等.一种三次顺序滑块抽芯机构的设计[J].工程塑料应用,2016,44(2):88-91.
[6]刘 伟.一种简易的双色注射模具结构[J].现代制造技术与装备,2019(10):185-186.
[7]蒋爱荣,赵佳萌.帘珠自动机导流片注射模设计[J].模具工业,2021,47(1):43-45.
[8]肖国华,董 彦,张 适,等.Ipad平板电脑面壳成型CAE优化分析[J].塑料工业,2013(8):66-71.
猜你喜欢
故事作文·低年级(2024年4期)2024-06-04 16:47:16
发明与创新(2022年27期)2022-09-16 04:12:14
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
曲阜师范大学学报(自然科学版)(2021年3期)2021-08-26 07:34:06
南宁师范大学学报(自然科学版)(2021年1期)2021-04-27 13:09:50
起重运输机械(2021年4期)2021-03-26 05:44:32
陶瓷科学与艺术(2019年10期)2019-12-18 05:37:52
锻压装备与制造技术(2019年4期)2019-08-28 07:44:42
中国塑料(2015年7期)2015-10-14 01:02:51
金陵科技学院学报(2014年4期)2014-03-15 03:28:24
