
聚合物生物芯片微结构热压成型规律研究
2022-04-27 04:42宋满仓刘军山
模具工业 2022年4期
0 引 言
生物芯片是用于生物医学信息检测的重要产品,具有高度集成化、微型化和高效率等特点。随着科学技术的发展,生物芯片所涉及的学科越来越广泛,加工材料和成型方法也趋于多样化、复杂化,LEE K等
使用注射压缩成型的方法,在聚碳酸酯(PC)基板上成型了用于多重传感应用的具有纳米级微结构的生物芯片;王晓东等
采用热压印的方式在聚甲基丙烯酸甲酯材料(PMMA)上制作了微流控芯片的微通道,发现最佳的热压工艺参数取决于聚合物材料的流变特性;Y HANADA等
以含氟的CYTOP聚合物板为材料,使用激光烧蚀的方法成型微流体通道,并通过将2片COTYP材料粘合制作具有三维流体结构的生物芯片。
由于生物芯片成型难度大,PP材料激光烧蚀的熔融痕迹会影响微结构精度,热压成型能简单快捷地使用流延聚丙烯(PP)薄膜成型生物芯片的反应腔微结构,同时也能保证其成型精度
。
生物芯片微结构的成型效果对芯片键合强度、微流体进液情况有重要影响,聚合物生物芯片热压成型过程中材料并未达到熔融状态,并且反应腔微结构有类似于筒形件拉深成形的过程,这使微结构成型更加复杂。针对聚合物热压时微结构成型、材料填充等问题的研究也有待于完善,褚金奎等
使用ANSYS对聚合物的热压填充过程进行了仿真分析,并介绍了深宽比、占空比等对聚合物变形的影响;杨振洲
探究了微热压工艺对聚合物微结构尺寸效应、结构变形回弹等问题的影响因素;江冲等
对聚合物热压印过程进行有限元模拟分析,发现微结构的热压印是边冷却边压印,模具温度对微结构成型精度起主要影响。目前微压印的研究多集中于无定形材料,对于结晶聚合物的热压成型研究相对较少,现以结晶性聚丙烯薄膜为原材料的聚合物生物芯片反应腔微结构的热压成型过程进行研究,观测微结构各区域尺寸变化以及填充成型效果,探究微结构热压成型机理,提高微结构成型精度,满足后续试验的要求。
1 聚合物生物芯片结构及成型原理
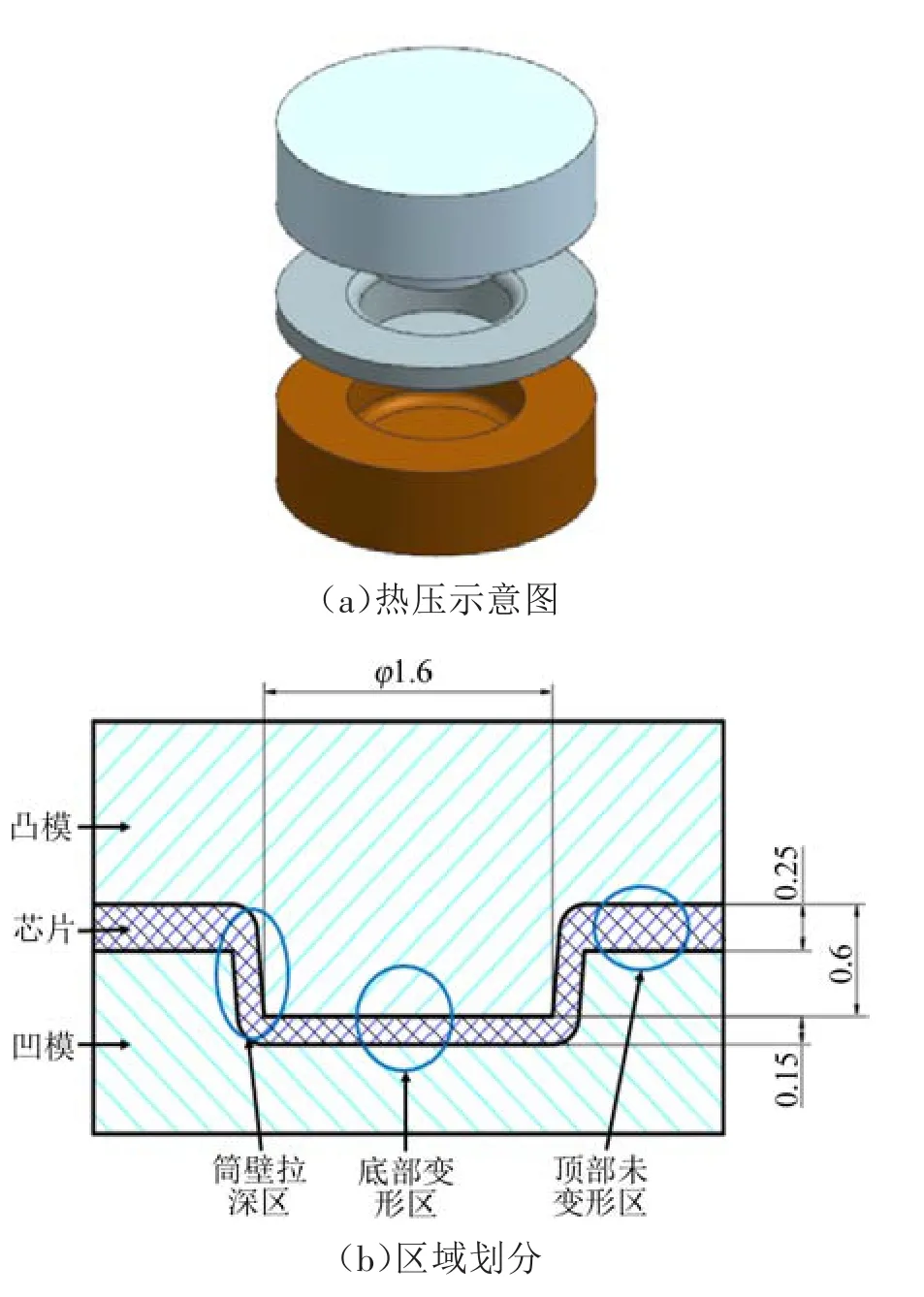
某生物芯片结构如图1所示,主要用于生物样品的医学信息检测,在保证各结构成型精度的同时,还要使芯片具备一定的透光性。芯片是在152 mm×85 mm×0.25 mm的聚丙烯薄膜上通过热压成型8组生物检测区域和4个定位孔,每组检测区域都有1个进样腔、1条主流道、48条支流道以及48个微反应腔,反应腔均匀分布于主流道两侧并通过支流道与主流道相连接,最终与进样腔相连通。反应腔微结构的尺寸较小,型腔底部内径
1.6 mm、深度0.6 mm,反应腔筒壁与底部的厚度均匀,都为0.15 mm,其他区域厚度为0.25 mm,芯片成型后与铝箔进行键合组成生物芯片。

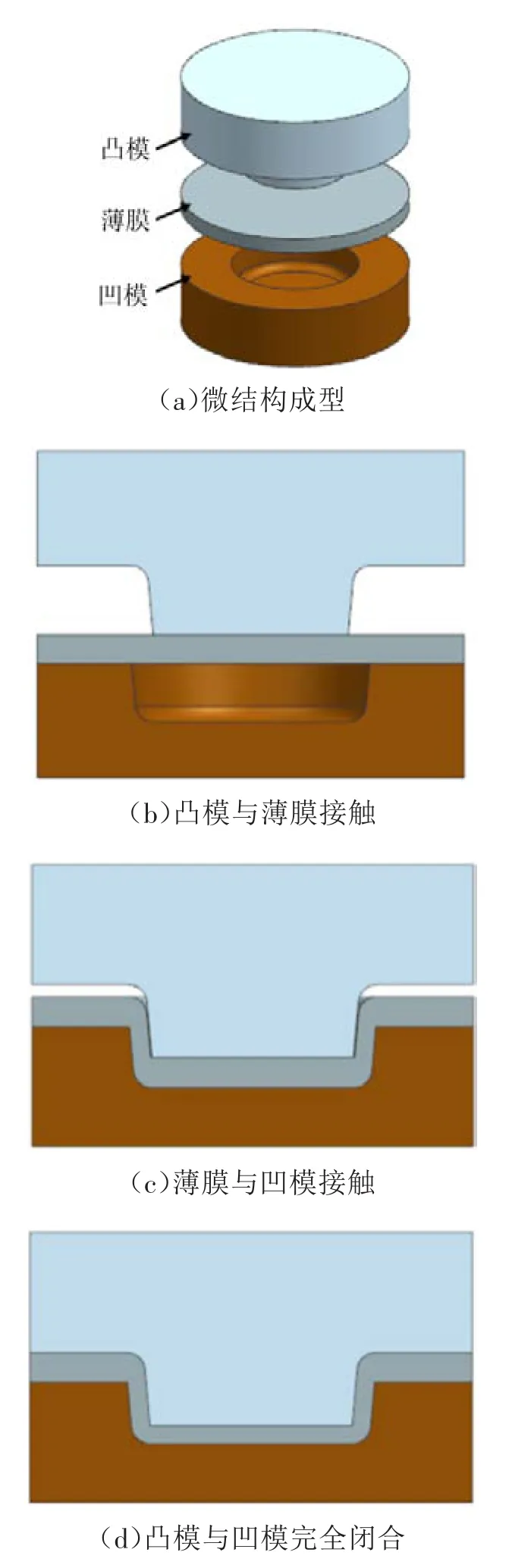
芯片的热压成型过程与传统模压过程类似,先加热凸、凹模到指定温度后,将聚丙烯薄膜放置于凸、凹模之间,启动压力机使凸模向下移动,配合凹模热压成型反应腔微结构,在压力机施加指定压力后恒温保压一段时间,保压结束后对模具进行恒压冷却,降低芯片制品的脱模温度,整个热压过程中温度和压力是影响成型制品精度的重要因素。结合反应腔微结构各区域特点,将其划分为3个部分:顶部未变形区、底部变形区和筒壁拉深区,微结构热压及区域划分如图2所示。
第一,要想在高等院校“C语言程序设计”课程上机实验教学环节过程中获得良好的教学效果,应结合实际课程教学工作过程中的具体需要,为其分配数量充足的教学课时资源,确保“C语言程序设计”课程任课教师,能够为学生全面、系统、充分讲解介绍“C语言程序设计”课程上机实验教学环节中涉及的理论知识内容,提升学生对“C语言程序设计”课程相关理论知识的认识理解,促进教学工作获得良好效果。
2 试验设计及结果分析
2.1 试验设计
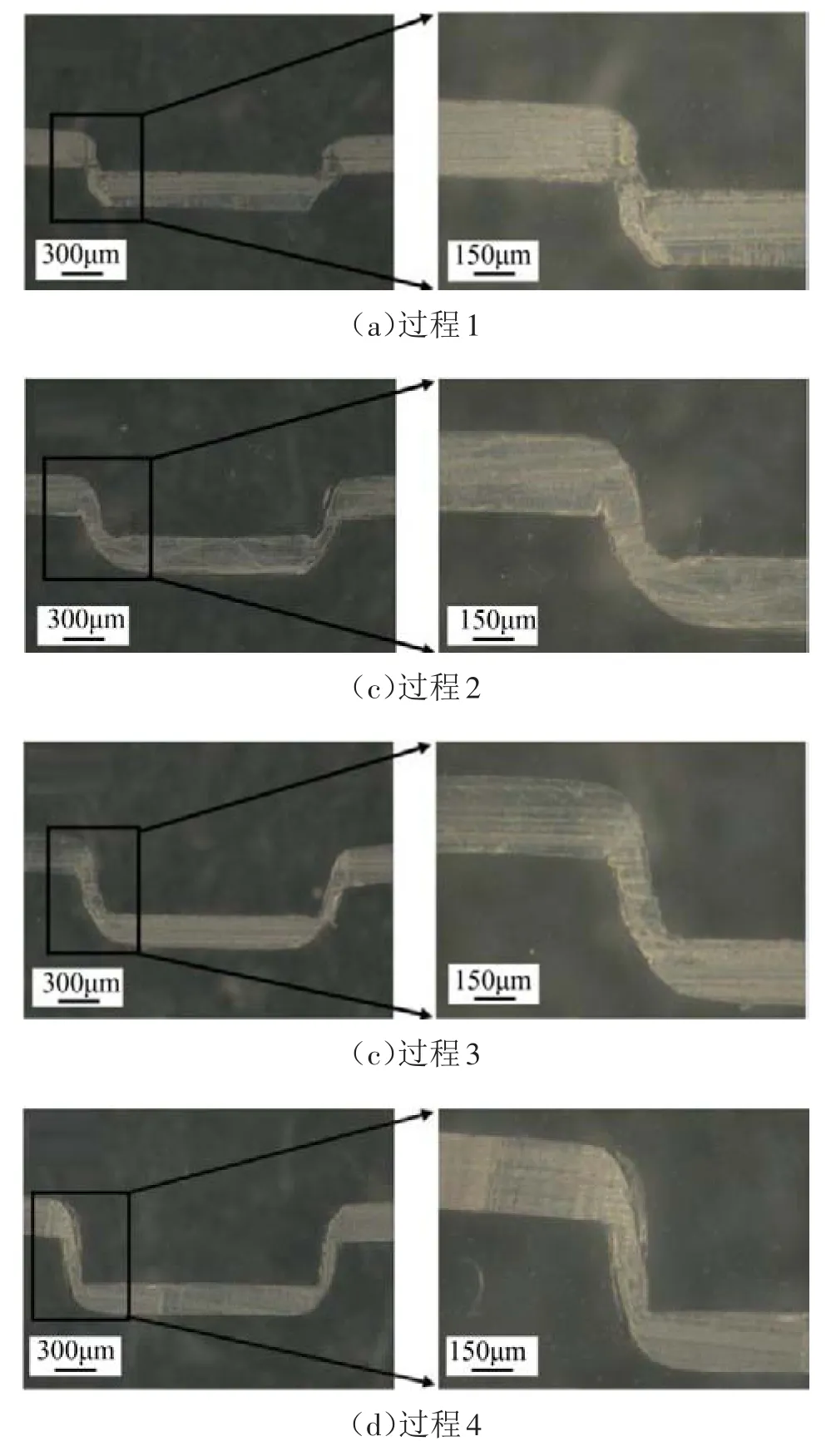
图3所示为各压印过程的反应腔微结构成型效果,反应腔微结构的填充成型效果受聚合物材料的流动性影响,而热压温度是决定聚合物材料流动性的主要因素。常温下聚丙烯材料流动性差,在压印过程1中可以发现,顶部未变形区和筒壁拉深区的过渡位置聚丙烯薄膜材料发生断裂,筒壁拉深区成型效果差。较高的热压温度能有效提高聚合物材料分子活性,增大微结构筒壁区材料拉深变形极限,配合一定的恒温保压时间可以实现微结构筒壁区材料的均匀填充。在压印过程2、3中,筒壁拉深区薄膜没有剪切断裂现象,壁厚成型均匀,但筒壁拉深区和底部变形区薄膜厚度不一致。在压印过程4中可以发现,降低脱模温度可以提高微结构成型效果,这说明芯片的脱模温度过高会导致材料收缩回弹,影响反应腔微结构成型精度。
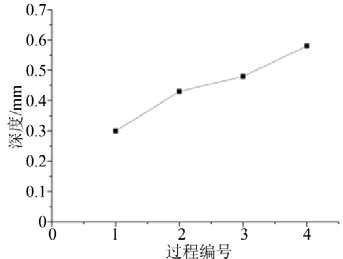
从图6可以发现,微结构内径尺寸呈现先减小后增大的规律,而图7中反应腔微结构的型腔深度则是不断增大。对比图6和图7中压印过程1、2、3可知,模具温度升高、恒温保压时间延长都会增加聚合物材料的分子活性,提高了微结构型腔的尺寸精度,但较高的脱模温度会使型腔径向尺寸产生较大收缩,对型腔深度尺寸收缩影响不大。对比图6和图7中压印过程4可知,降低脱模温度可以提高型腔内径和深度尺寸精度。

2.2 试验结果分析
根据前期试验结果确定了反应腔微结构的热压工艺参数:热压温度135℃、保压压力28 kN、保压时间420 s、脱模温度75℃。以上述热压参数为基准,设计4个生物芯片的压印过程,渐进式探究热压工艺下反应腔微结构成型及相关微尺寸的变化过程,各压印过程工艺参数设计如表1所示。每个压印过程重复制取3组,选取芯片中心区域的反应腔微结构,使用切片和封装的方法制取样品,结合数字显微镜、百分表等工具观察微结构成型效果及测量微结构顶部未变形区、底部变形区厚度和反应腔型腔内径、型腔深度等尺寸。
从图3可知,筒壁拉深区是主要变形区,热压温度能提高聚丙烯材料的流动性,是保证该区域材料能拉深变形的前提;热压过程中材料处于高弹态,流动性有限,底部变形区材料难以填充筒壁拉深区,两区域薄膜厚度无法实现均匀一致;过高的脱模温度会影响芯片反应腔微结构的成型效果,降低脱模温度能解决该问题。
承诺执行AEOI的经济体正通过多边税收信息自动交换机制,参与到改善全球金融账户涉税信息透明度的协同性行动中来。大约到2018年底,随着有关经济体承诺的执行AEOI的时间表到来,执行AEOI的经济体都将掌握本国居民的全球金融账户涉税信息,一个涉及自然人和法人全球所得的税收透明时代即将来临。

宁夏图书馆流通部主要服务于14岁以上的普通读者,根据普通读者对宁夏图书馆利用的目的,大致可以分为以下几种类型:①常年到馆的老读者。这类读者往往有良好的阅读习惯,他们对图书馆某些文献了解得比较清楚。②做专题的读者。需要查阅大量文献的研究性读者。③只查阅某种特定文献的读者。这类读者查完所需的特种文献后就离开图书馆了,目的性比较强。④随便看看的读者。没有什么特别的具体目的,仅仅为了娱乐消遣,放松心情。
反应腔微结构热压过程中,顶部未变形区和底部变形区所受压力不同,导致厚度方向产生不同的变形,热压过程中材料处于高弹态,压力只有达到一定界限后才会产生塑性变形;保压冷却过程能有效地降低结晶性聚合物材料冷却时的收缩回弹,保证反应腔型腔尺寸要求。
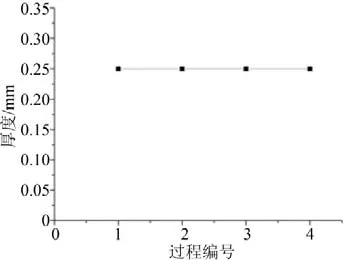
图4~图7所示为顶部未变形区、底部变形区、反应腔微结构型腔内径和型腔深度在各压印过程的变化情况,从图4可知,顶部未变形区厚度从压印过程1到压印过程4没有变化,而图5中底部变形区厚度只在压印过程1没有变化,从压印过程2开始厚度逐渐减小,两部分所使用的薄膜材料相同,但成型结果存在较大差异。结合图8微结构热压成型过程可以发现,微结构在热压过程中,底部变形区薄膜在凸模压力作用下先与凹模底面接触产生压力,此时顶部未变形区并未与凸模接触,所受压力的不同是导致两区域薄膜厚度产生不同变化的原因。顶部未变形区和底部变形区薄膜材料发生弹塑性变形,顶部区域所受压力较小,未达到发生塑性变形的极限。

企业独特、稀有的能力能够为企业发展带来竞争优势,这一观点目前被多数学者所认同。其中蕴含的企业能力的思想早在斯密的企业分工理论中已有萌芽,马歇尔的企业内部成长理论更是明确地指出,“企业内部各职能部门之间、企业之间、产业之间存在着差异分工,这种分工源于其各自不同的知识和技能等能力”。而后,潘罗斯在《企业成长论》一书中指出,企业是个具有不同用途、随时间推移并由一系列管理决策决定的生产性资源的集合体,而决策能力是企业自有的一种典型能力,因而企业能力是实现经济效益的基础。
3 结束语
聚合物生物芯片对反应腔微结构成型精度要求较高,通过对反应腔微结构热压过程进行渐进式压印探究,观察反应腔微结构各部分成型变化,可以获得如下结论。
(1)生物芯片作为薄壁制品,热压成型时保压冷却过程对提高其反应腔微结构成型精度有重要影响,较低的脱模温度可以有效地减缓其收缩变形。
(2)筒壁拉深区作为主要变形区域,材料流动性有限,其他区域材料难以填充该区域,该区域和底部变形区厚度难以均匀一致。
(3)微结构热压过程中,薄膜材料处于高弹态,在厚度方向上压力要超过一定界限才会发生较大的塑性变形。
[1]LEE K,YOU M,SHI X,et al.Injection compression molding of transmission-type fano resonance biochips for multiplex sensing applications[J].Applied Materials Today,2019,16:72-82.
[2]王晓东,罗 怡,刘 冲,等.塑料(PMMA)微流控芯片微通道热压成形工艺参数的确定[J].中国机械工程,2005(22):2061-2063.
[3]HANADA Y,NEMOTO K,ONO T.Biochip for single cell analysis using laser microfabrication[J].Journal of Medical Devices,Transactions of the ASME,2016,10(2):020934.
[4]庄 俭,贾光南,张亚军,等.聚合物微圆柱热压成型工艺实验[J].塑料,2017,46(4):117-120.
[5]傅志红,易 琪,刘 卫,等.微流控芯片热压成型仿真研究[J].工程塑料应用,2017,45(2):60-63.
[6]张宗波,吴宝贵,贺庆强,等.带有凸凹微结构的微流控基片热压成形特性研究[J].中国机械工程,2014,25(16):2231-2234.
[7]杜晓光,关艳霞,王福仁,等.聚甲基丙烯酸甲酯微流控分析芯片的简易热压制作法[J].高等学校化学学报,2003(11):1962-1966.
[8]宋满仓,李平正,刘军山.微沟道阵列基片热压成型收缩规律研究[J].模具工业,2017,43(6):35-39.
[9]褚金奎,郭 庆,孟凡涛,等.热压印中聚合物填充过程的仿真分析[J].半导体技术,2008(11):976-980.
[10]杨振洲.聚合物微结构平板热压印成型工艺研究[D].北京:北京化工大学,2015:24-40.
[11]江 冲,吴大鸣,刘 颖,等.等温准热压印中聚合物微结构成型的分析[J].高分子材料科学与工程,2016,32(10):105-111.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
科学与财富(2021年33期)2021-05-10
智慧少年·故事叮当(2020年10期)2020-11-06
作文周刊·小学二年级版(2018年29期)2018-11-26
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
小天使·一年级语数英综合(2017年11期)2017-12-05
小资CHIC!ELEGANCE(2017年30期)2017-11-11
数学大王·中高年级(2016年12期)2016-12-26
课堂内外·创新作文小学版(2016年6期)2016-07-04
