
出口用储气瓶钢SG255Cr-P酸洗产品的开发生产
2022-04-26 01:17刘飞
冶金动力 2022年2期
刘飞
(马鞍山钢铁股份有限公司冷轧总厂,安徽马鞍山 243000)
前言
近几年,市场对储气瓶用钢的需求逐渐旺盛,国内钢铁企业如本钢、唐钢等企业纷纷开发了相应的出口产品,目前市场上的储气瓶用钢均为热轧态交货,包括马钢已开发出的内贸用热轧HP295、HP325、HP345 等,热轧态表面有两个较大的弊端,一是热轧态的表面有氧化铁皮粘附,在材料加工过程中因氧化铁皮掉落后污染加工区域,附着在模具表面的氧化铁皮甚至能造成压入板面,造成表面质量问题。二是有客户需要对储气瓶表面进行涂镀喷漆处理,热轧态的表面难以保证后续涂镀效果。
1 产品的开发设计思路
马钢目前尚无外贸用储气瓶用钢,由于有外贸市场需求,亟需开发出符合外贸客户需求的储气瓶钢。为了满足出口产品技术要求,需改进HP295 产品工艺,按日标JIS G 3116 重新进行开发,同时为满足客户对表面质量的要求,交货状态由热轧调整为酸洗,使得产品的表面状态更好。为此,就成分和工艺路径的全面更改对储气瓶用钢的使用性能特别是冲压成型性能及表面质量的影响开展研究。
2 化学成分设计
储氢瓶钢在加工过程中主要对冲压成型要求较高,此外为提高焊瓶本身的安全性能,需保证原材料的屈强比不超0.80,因此应通过合理成分设计降低屈强比提高安全阈值。
JIS G 3116《压力容器用钢薄板、板及钢带》对SG255力学性能与工艺性能要求如表1所列。
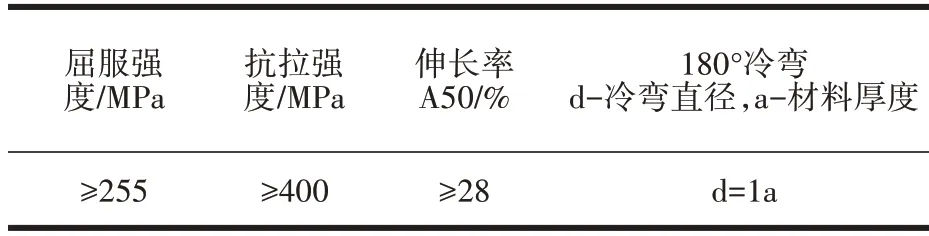
表1 SG255钢力学性能和工艺性能
根据Picherering公式[1],确定出口用SG255-P的化学成分体系。
(1)采用0.12%C-0.35%Mn-0.32%Cr化学成分体系。C 成分的提高能够增加材料中珠光体含量,珠光体含量的提高能够明显降低材料的屈强比,提升材料失效时的安全系数。Mn 元素能够起到固溶强化铁素体的作用,降低奥氏体转变终了温度,从而获得高强度、高塑性、高韧性,Cr 元素能够提高抗氧化、抗腐蚀的性能。
(2)Al 元素除了起到脱氧剂效果外,还能固化钢中的N元素,防止晶粒粗化,改善冲击韧性。
(3)SG255Cr-P 钢的P、S 元素质量分数为:P≤0.020%,S≤0.012%,减少偏析引起的脆性。
3 工艺控制和产品质量
3.1 工艺控制
SG255Cr-P 钢的生产工艺流程是:铁水预处理→转炉冶炼→合金微调站→LF 炉精炼→热轧→酸洗→成品。
3.1.1 冶炼与连铸
对铁水进行预处理,铁水脱硫后要求S≤0.005%,目标S≤0.002%。转炉中强化脱磷。LF 炉精炼过程中,通过白渣操作,保证钢包顶渣充分还原,并且将化学成分调至目标值。中包目标温度在液相线温度以上15~30℃,并投用动态轻压下。
3.1.2 热轧
热轧过程中,终轧温度与卷取温度对轧后晶粒尺寸有着直接的影响,在强度指标能够保证的前提下,提高终轧温度能够控制轧后铁素体晶粒尺寸在适当的范围内,同时珠光体的带状组织能够得到抑制,进而降低材料屈强比,提升冲压成型性能[2-3]。采用低卷取温度使得在层流冷却工艺段材料有着更大的冷却速率,形核率增加的同时,抑制铁素体晶粒的长大,材料中针状铁素体含量更高,带钢强度更高,屈强比更低[4]。因此SG255Cr-P 轧制工艺设定为:加热温度1 180~1 220 ℃,终轧温度840~880 ℃,卷取温度630~670 ℃。
3.1.3 酸洗
正常的酸洗板表面为白色,由于该产品含一定质量分数的Cr元素,Cr元素会导致酸洗后有一层残留物附着在带钢表面,使带钢表面呈现灰黄色,影响外观及用户使用,酸洗机组生产中加大漂洗水冲洗量,由10 m³/h 提升至15 m³/h,同时漂洗段增加2‰浓度比例的钝化剂,改善板面发黄的情况。为防止带钢在后续运输存储过程中锈蚀,酸洗机组按涂油模式进行组产,涂油量按1 000 g/m2进行控制。其余酸洗工艺控制参数按表2执行。
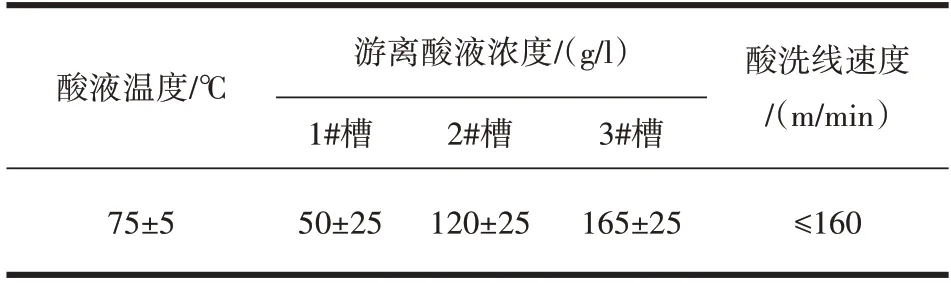
表2 酸洗工艺要点
3.2 产品质量
3.2.1 化学成分
材料成分满足JIS G 3116的控制要求。见表3。
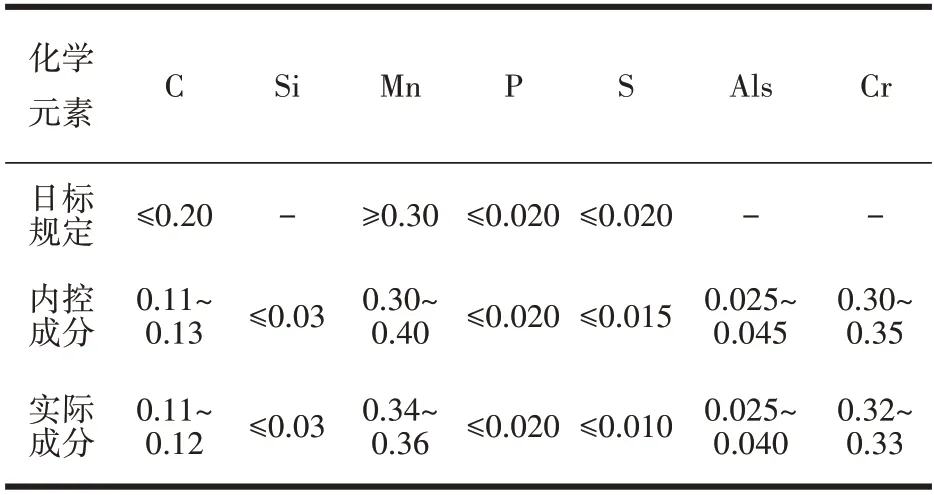
表3 SG255Cr-P钢的化学成分设计 wt%
3.2.2 金相组织与晶粒度
对SG255Cr-P 进行金相组织分析及夹杂物等级分析,金相显微组织标明钢中的组织为铁素体+珠光体,晶粒度级别10~11.5。组织正常,晶粒细化效果较好。见图1。
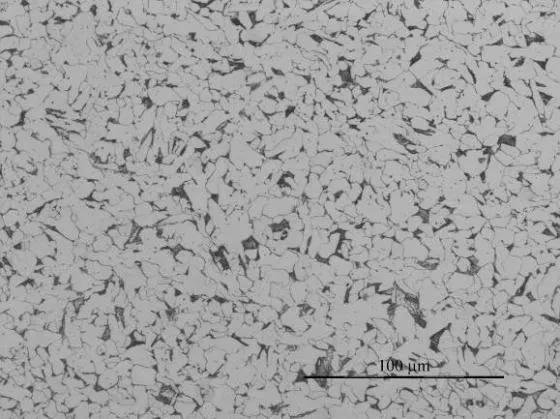
图1 显微组织x100
3.2.3 拉伸性能
表4是104卷SG255Cr-P钢(厚度:2.65~2.7 mm)的力学性能分布范围和平均值,可看出,各项指标富余量适中,控制稳定。并且屈强比不超过0.75,利于冲压成型,达到设计预期。
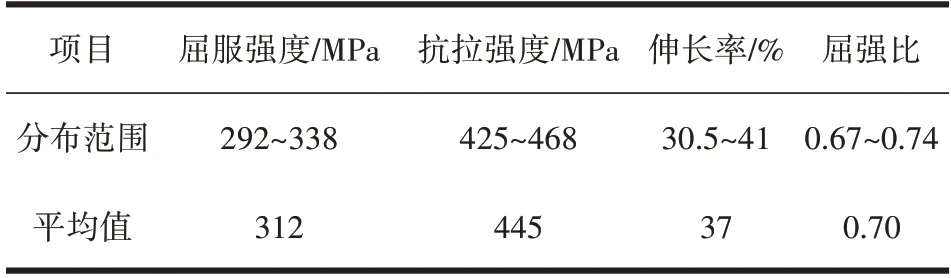
表4 SG255Cr-P钢的力学性能统计
3.2.4 冷弯性能
材料冷弯试验是评价材料塑性变形及冲压性能的一种方法,正常冷弯条件(180°冷弯,d=1a)下,SG255Cr-P 无裂纹产生。继续按d=0 进行180°冷弯,冷弯试验合格。见图2。

图2 冷弯试验(b=25 mm,d=0,a=2.7 mm)
3.2.5 酸洗后表面质量
图3(a)为漂洗水冲洗量15 m³/h,加钝化剂的板面实物图,图3(b)为SG255Cr-P 生产时漂洗水冲洗量10 m³/h,不加钝化剂的板面效果。对酸洗SG255Cr-P 试制后的带钢表面进行白度测量,优化酸洗工艺后,板面白度L 值由53.8%提高到71.6%,带钢表面质量大幅度提升。
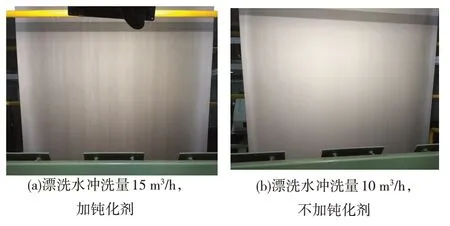
图3 酸洗后板面质量
通过酸洗工艺的优化,SG255Cr-P 酸洗表面质量与普通结构板表面质量相当,完全满足客户需求。
4 结语
(1)在现有产品的基础上,通过成分和工艺路径的优化改进,通过采用低Si、低Mn、高Cr 的成分设计,优化热轧生产工艺以控制钢中铁素体和珠光体晶粒度等措施,满足最终产品对冲压成型性能的要求。
(2)优化酸洗生产工序,通过添加钝化剂,可以改善该成分体系下酸洗工序后漂洗阶段板面发黄的状况。
(3)开发生产出优良冲压性能,及良好表面质量的储气瓶用酸洗产品,实现了SG255Cr-P 储气瓶用钢的批量生产及供货,填补了马钢该产品的空白。对扩展外贸商品卷的生产品种范围,实现内外贸产品互补,具有重大意义。
猜你喜欢
金属热处理(2022年9期)2022-10-21
航空制造技术(2022年5期)2022-07-15
作文小学中年级(2021年12期)2022-01-21
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
中国金属通报(2019年3期)2019-05-24
中学生博览(2018年21期)2018-11-19
财经国家周刊(2017年13期)2017-07-12
烹调知识(2016年11期)2016-10-31
安徽冶金科技职业学院学报(2015年3期)2015-12-02
