
碳纳米管对聚碳酸酯导电及加工性能的影响
2022-04-23 01:52:32叶恩洲
工程塑料应用 2022年4期
叶恩洲
(深圳市飞墨科技有限公司,广东深圳 518100)
导电塑料应用广泛,作为一种抗静电、电磁屏蔽材料,已大量应用于半导体、计算机、通信电缆,煤矿,石油化工以及汽车等领域[1-4]。根据其导电机理不同,导电塑料分为本征型导电塑料和填充型导电塑料。本征型导电塑料是指高分子自身或经过掺杂之后具有导电能力的塑料[5];填充型导电塑料本身不具有导电能力,经过与导电填料复合加工之后而具备导电能力,目前,90%以上的导电塑料为填充型导电塑料[6]。导电填料一般可选择金属填料、碳材料或金属与碳材料的复合材料:金属填料包括金属纤维、金属片等;碳材料则有导电炭黑、碳纤维、导电石墨,碳纳米管以及石墨烯等;金属与碳材料的复合材料有镀镍碳纤维,银包炭黑以及镍包炭黑等[7]。金属填料存在密度大、价格贵、难加工、易腐蚀等缺点。在导电塑料中,导电填料一般以碳材料为主,目前导电炭黑与碳纤维为其中用量最大的两种,但是导电炭黑含量过高会降低塑料的力学性能,含量低又达不到导电的效果[8],而碳纤维材料价格高昂且高端材料基本依赖进口。碳纳米管(CNT)与传统导电填料导电炭黑相比,在电性能和力学性能方面优势明显,在导电塑料中的添加量仅为炭黑的三分之一到五分之一。并且,随着CNT的制备规模扩大与成本降低,将对CNT在导电塑料中的应用产生显著利好[9]。
CNT作为一种长径比大的一维纳米材料,在导电塑料中容易形成导电网络,将CNT与塑料进行复合制备导电/抗静电塑料的研究工作已有诸多报道,荀学斌[8]分别选取聚碳酸酯(PC)、聚对苯二甲酸乙二酯(PET)和聚甲醛(POM)三种不同工程塑料与CNT复合,添加CNT的质量分数为1%~3%,制备了抗静电级别导电工程塑料,且保持材料原有力学性能不受损害;向萌等[11]采用高含量的CNT与尼龙6 (PA6)复合制备PA6导电塑料母粒,并研究不同成型工艺下导电塑料母粒对PA6导电性能的影响,发现较直接加入CNT,以母粒稀释的方式可有效降低CNT在PA6中的渗滤阈值。但CNT自身特性对导电塑料性能影响的研究还较少。笔者选取五种CNT [三种多壁碳纳米管(MWCNT)、一种多壁碳纳米管阵列(A-MWCNT)以及一种单壁碳纳米管(SWCNT)]与PC进行复合制备导电塑料,研究CNT长径比、比表面积对PC导电性能和加工性能的影响,CNT含量对PC导电及加工性能影响,并制备CNT与PC的导电塑料母粒,以导电塑料母粒制备导电塑料,为CNT在导电塑料中规模化应用打下基础。
1 实验部分
1.1 主要原料
MWCNT:MCN1101 (平 均 管 径 7~15 nm,平均管长 5~10 μm,长径比 333~1 428,比表面积 180~230 m2/g),MCN2101 (平 均 管 径 10~20 nm,平均管长 5~10 μm,长径比 250~1 000,比表面积180~240 m2/g),MCN3101 (平均管径50~100 nm,平均管长 5~10 μm,长径比 50~200,比表面积50~80 m2/g),深圳市飞墨科技有限公司;
A-MWCNT:MCN4101,平均管径6~10 nm,平均管长 30~60 μm,长径比 3 000~10 000,比表面积230~280 m2/g,深圳市飞墨科技有限公司;
SWCNT:平均管径1.6 nm,平均管长10~20 μm,长 径 比 6 250~12 500,比 表 面 积 800~1 600 m2/g,俄罗斯OCSiAl公司;
PC:PC-110V,台湾奇美实业股份有限公司;
导电炭黑:VXC-72R,美国卡博特化工有限公司;
聚氧化烯基类分散剂:AD-3172M,日油株式会社;
碳酸钙 (CaCO3):粒径为 1.3 μm (10 000目 ),广东森新工贸有限公司。
1.2 主要仪器与设备
转矩流变仪:RM-200C型,哈尔滨哈普电气技术有限责任公司;
热压机:R32022015型,武汉启恩科技发展有限责任公司;
四探针测试仪:RTS-8型,北京佳航博创科技有限公司;
高阻计:ATI-212型,北京中航鼎力仪器设备有限公司;
万能拉力试验机:AI-7000-MU1型,高铁科技股份有限公司;
摆锤式冲击试验机:ZBC7000-B型,深圳三思试验验设备有限公司;
双束扫描电子显微镜(SEM):FEI Scios型,赛默飞世尔科技公司。
1.3 试样制备
(1)导电塑料母粒试样的制备。
将转矩流变仪升温至250℃,设置转速30 r/min,依次投入一定量的PC、聚氧化烯基类分散剂、CaCO3及 CNT [MWCNT (MCN1101),MWCNT(MCN2101),MWCNT (MCN3101),A-MWCNT 或SWCNT],一起搅拌10 min,并记录扭矩稳定后的平衡扭矩,停止搅拌,取出密炼好的导电塑料,清理转矩流变仪。然后将导电塑料在热压机上压制成片,热压工艺为:250℃预热 10 min,30 MPa热压10 min,排气一次,冷压5 min。使用刀模切割成测试所需的五种测试试样。
(2)直接混合制备导电塑料试样。
将一定量的PC与CNT,或一定量的PC与CNT、聚氧化烯基类分散剂和CaCO3直接混合制备成导电塑料,然后,按照“导电塑料母粒试样的制备”中的方法制备测试试样。
(3)利用导电塑料母粒制备导电塑料试样。
将一定量的PC与导电塑料母粒混合,然后,按照“导电塑料母粒试样的制备”中的方法制备测试试样。
1.4 性能测试
平衡扭矩测试:采用转矩流变仪进行测试,待物料全部投完之后,记录其稳定后的平衡扭矩;
体积电阻率(ρ)测试:按照JJG 508-2004和ASTM D257-1999,分别采用四探针测试仪与高阻计进行测试,ρ小于104Ω·cm时使用四探针测试仪测试,大于104Ω·cm时使用高阻计测试;
拉伸强度测试:按照ISO 527-1-2012,采用万能拉力机进行测试;
缺口冲击强度测试:按照ISO 180-2000,采用摆锤式冲击试验机进行测试,A型缺口;
SEM测试:将试样掰断并对断面进行喷金处理,采用SEM观察试样断面的微观形貌,即观察CNTs在PC中的分散形况。
2 结果与讨论
2.1 CNT对PC导电塑料性能的影响
(1)不同长径比及比表面积CNT对PC导电塑料导电及加工性能的影响。
将MWCNT,A-MWCNT及 SWCNT分 别 与PC在转矩流变仪中于250℃进行密炼,添加CNTs质量分数为10%,聚氧化烯基类分散剂质量分数为2%,CaCO3质量分数为1%,研究不同长径比及比表面积CNT对导电塑料导电和加工性能的影响,结果见表1。
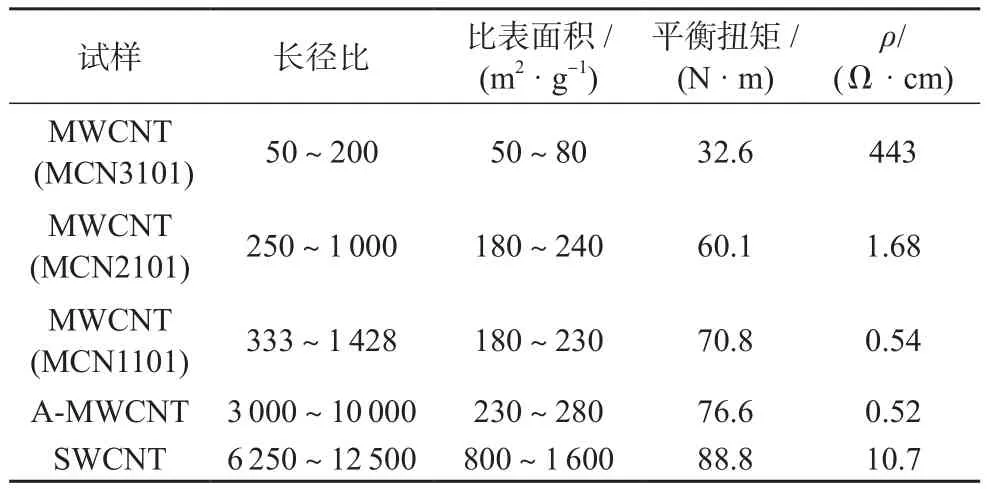
表1 添加不同长径比和比表面积的CNT的五种PC的导电及加工性能
由表1可知,随着CNT长径比与比表面积的增加,CNT与PC在转矩流变仪中的平衡扭矩增大。平衡扭矩直接反映材料的加工难易程度,平衡扭矩越大,说明CNT在PC中越难以分散。MWCNT(MCN3101)的长径比最小,比表面积亦最小,在PC中分散较为容易,其平衡扭矩最小;而SWCNT的长径比最大,比表面积亦最高,SWCNT在PC中容易缠结难以打开,加工最困难。在比表面积接近的情况下,长径比对加工有较大影响,长径比越大,CNT之间越容易缠结,加工时平衡扭矩越大,例如:MWCNT (MCN2101)的比表面积略大于MWCNT(MCN1101),其长径比小于 MWCNT (MCN1101),但其平衡扭矩小于MWCNT (MCN1101)。导电填料的形态,尤其是长径比对复合型导电塑料的导电性能有显著的影响。导电填料的长径比越大,其导电性能越好[10]。当MWCNT,A-MWCNT与PC复合时,随着CNT长径比的增加,CNT与PC复合的导电塑料体积电阻率越低;而SWCNT则因其长径比过大、表面能高而导致团聚缠结严重[11],在PC中难以分散,导致导电塑料的导电性能下降,体积电阻率反而高于与PC复合的MWCNT (MCN2101)。
(2)不同CNT在PC中的分散情况。
五种PC试样断面的SEM照片如图1所示。
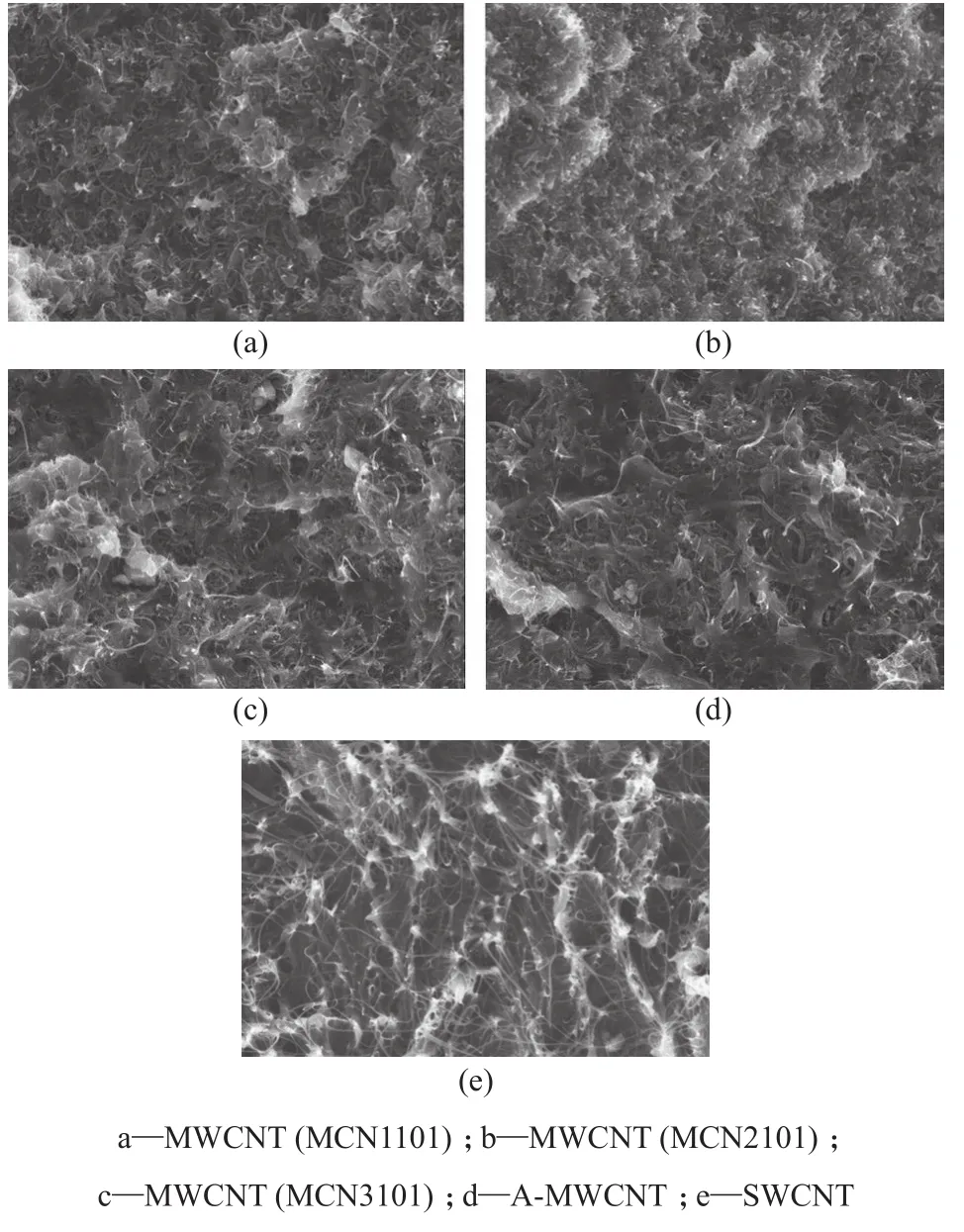
图1 五种试样断面的SEM照片
由图1可看到五种CNT在PC中的分散情况,MWCNT (MCN1101),MWCNT (MCN2101),MWCNT (MCN3101)及A-MWCNT在PC中明显可见,CNT之间搭接紧密,但存在可见团聚现象,部分MWCNT (MCN3101)及A-MWCNT被PC包埋不可见;MWCNT (MCN1101)及A-MWCNT的平均管长较长,可见CNT中有部分贯穿多个区域,有助于提高材料的导电能力;MWCNT (MCN2101)及MWCNT (MCN3101)的平均管长较短,会导致CNT接触电阻较大;SWCNT在PC中明显可见,平均管长较长,但SWCNT之间相互缠绕严重,不利于SWCNT导电性能的发挥。
2.2 A-MWCNT质量分数对PC导电及加工性能的影响
不加入任何分散剂与助剂,将不同质量分数A-MWCNT直接与PC在转矩流变仪中于250℃进行密炼,不同质量分数A-MWCNT的PC导电塑料的体积电阻率及平衡扭矩如图2所示。
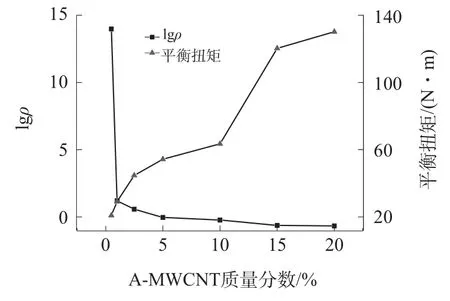
图2 不同质量分数A-MWCNT的PC导电塑料的体积电阻率及平衡扭矩
由图2可知,随着A-MWCNT在PC中质量分数的增加,A-MWCNT与PC复合的导电塑料的体积电阻率逐渐下降,当A-MWCNT添加质量分数为1%时达到导电渗滤阈值,材料从绝缘达到导电级别[12],A-MWCNT添加质量分数达到5%时,电阻率下降逐渐平缓;随着A-MWCNT添加量的逐渐增加,平衡扭矩逐渐增大,当A-MWCNT添加质量分数为10%时,平衡扭矩达到72.3 N·m,加工难度加大[13],且体积电阻率在添加质量分数为15%时已无明显增益。由于A-MWCNT的高长径比,与传统颗粒导电材料导电炭黑相比,在低添加量下更容易在PC中形成导电网络[14]:当在PC中添加质量分数为5%的导电炭黑时,材料的体积电阻率高达8.516×1015Ω·cm,平衡扭矩为 36.5 N·m,而添加质量分数1%的A-MWCNT(仅为导电炭黑五分之一)时,材料的体积电阻率仅为16.0 Ω·cm,平衡扭矩为37.4 N·m,说明A-MWCNT相比于传统导电炭黑,在导电塑料领域无论是从成本还是性能上更具有优势,且不增加加工难度。
2.3 A-MWCNT导电塑料母粒对PC性能的影响
将质量分数10%的A-MWCNT,20%的聚氧化烯基类分散剂及10%的CaCO3与PC在转矩流变仪中于250℃进行密炼,制备A-MWCNT导电塑料母粒,然后将导电塑料母粒与PC按质量比1∶9进行密炼,压制成片,制备A-MWCNT质量分数为1%的导电塑料试样,测试其性能,同时在PC中直接混合质量分数1%的A-MWCNT,2%的聚氧化烯基类分散剂及1%的CaCO3,制备导电塑料试样,测试其性能,结果见表2。
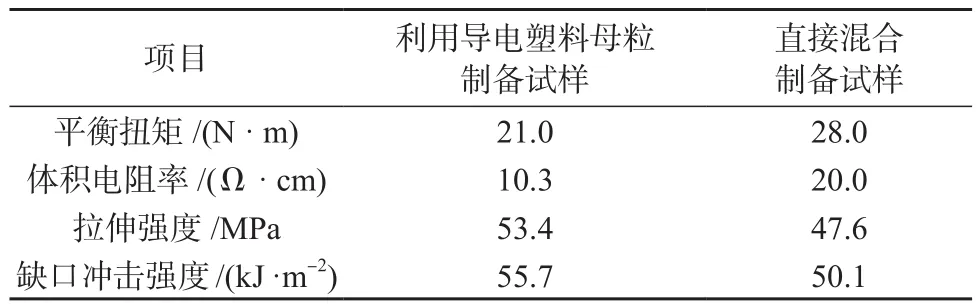
表2 利用导电塑料母粒制备A-MWCNT质量分数为1%的试样与直接混合制备A-MWCNT质量分数为1%试样的性能对比
由表2可知,将A-MWCNT通过母粒的形式加入到PC中制备PC导电塑料,不仅避免了加工过程中粉尘飘扬的问题,还更容易分散加工[15-16],平衡扭矩降低25%,A-MWCNT的分散性更好,其体积电阻率降低48.5%,拉伸强度和缺口冲击强度亦有不同程度提升。
3 结论
研究了不同长径比和比表面积的CNT对PC导电塑料导电及加工性能的影响,结果表明,CNT长径比越大,其导电性能越好,但加工难度越大,当长径比过大时,CNT在PC基体中难以分散,导致导电塑料的体积电阻率反而下降;CNT的添加量对导电塑料导电和加工性能的影响也较大,添加量越多,导电塑料的导电性能越好,但加工难度越大,且当CNT添加质量分数为15%时,体积电阻率下降已不明显,且加工困难。由于CNT的长径比大,其导电性能远超导电炭黑,添加量更少,无论是成本还是性能CNT均更具优势。将制备的A-MWCNT导电塑料母粒添加到PC中制备导电塑料,较直接混合制备导电塑料,其体积电阻率降低48.5%,平衡扭矩降低25%,且力学性能损失较少,避免了直接添加CNT造成的粉尘飘扬问题,为CNT塑料母粒的应用提供了理论基础。
猜你喜欢
化工管理(2023年15期)2023-05-29 04:46:08
大电机技术(2022年3期)2022-08-06 07:48:38
石家庄铁路职业技术学院学报(2021年1期)2021-06-09 06:07:00
现代塑料加工应用(2021年5期)2021-02-28 08:18:58
合成技术及应用(2020年2期)2020-08-05 09:48:40
塑料助剂(2019年3期)2019-02-18 21:31:33
橡胶科技(2018年4期)2018-02-17 06:08:42
合成技术及应用(2017年4期)2018-01-10 11:21:33
物理化学学报(2015年7期)2015-12-30 12:13:16
橡胶科技(2015年3期)2015-02-26 14:45:02
