
EEMD-ICA联合降噪的旋转机械故障信号检测方法
2022-04-21 11:22高康平徐信芯焦生杰
噪声与振动控制 2022年2期
高康平,徐信芯,2,焦生杰,师 宁
(1.长安大学 工程机械系公路养护装备国家工程实验室, 西安710064;2.河南省高远公路养护技术有限公司, 河南 新乡453000)
轴承、齿轮、钻头等旋转机械作为设备的核心部件,其可靠性直接影响设备的运行效率与使用寿命,因此,及时监测与诊断旋转机械的运行状态具有重要意义[1-2]。但是,其故障特征常被周围的设备以及环境噪声所干扰,使得故障信号不便于被监测,特别是早期的故障。虽然旋转机械运行过程中振动信号富含大量的故障信息,但是所采集的振动信号具有非线性、非平稳的特点,采用传统的时频域方法不能准确提取故障特征频率。为了解决这个问题,变分模态分解[3]、经验模态分解(Empirical Mode Decomposition,EMD)[4]、经验小波分解[5]、小波变换[6]等方法受到广泛的关注。其中,沈路等[7]在进行齿轮的故障特征提取时,利用形态小波降噪,进行了故障信号的监测与诊断;陈长征等[8]在进行故障轴承的特征提取时,以相关系数和峭度作为评价指标,对经小波包降噪后的故障信号进行局部均值分解,突显了沉浸在噪声中的特征频率。但是,这些方法都有各自的缺点,小波变换需要提前确定小波基函数;EMD 和变分模态分解法在处理信号中容易造成模态混叠效应和端点效应。为了克服这种现象,狄豪等[9]应用聚合经验模态分解(Ensemble Empirical Mode Decomposition,EEMD)提取了滚动轴承的故障特征,并结合概率神经网络进行轴承不同部位的故障识别。李国华等[10]利用EEMD 对电机轴承振动信号进行分解,计算各阶固有模态函数(Intrinsic Mode Function,IMF)的能量,将其作为特征向量输入到SOM中进行故障的识别。李东等[11]利用峭度准则选取主要的IMF 分量,并将经奇异值分解得到的特征向量输入到支持向量机中,与BP 神经网络对比分析,验证了该方法在故障特征提取过程中的有效性。文献[12]对经EEMD分解后的IMF分量进行了重新加权与重构,描述了故障的具体特征,保证了故障特征的精确提取。
EEMD 虽然避免了模态混合问题,但是采用该方法分解出来的各阶IMF 仍然包含一定的噪声,因此,需要对分解出的IMF 进行进一步降噪处理。独立成分分析(Independent Component Analysis,ICA)可以将非高斯数据进行线性化表示,使得源信号具有相互独立性,其本质就是在源信号以及混合矩阵未知的情况下,通过观测信号分离噪声和有用信号,ICA 这种独特的优势在信号处理领域受到广泛注[13-14]。其中,杨旭等[13]使用ICA 处理自然环境噪声,解决了在野外强风影响下无线传感声识别技术的不足;文献[14]中应用基于ICA 的散斑降噪技术,提高了激光雷达系统的测距能力与精度。
为了取得更好的降噪效果,准确提取故障特征,本文结合EEMD 和ICA 的优点,以具有内外圈故障的滚动轴承为例,对其特征信号进行提取。首先,应用EEMD 原理对故障轴承的振动信号进行分解,并剔除含有较多噪声等干扰信号的IMF分量,之后,将所选取的有用分量重构后输入到ICA 中,进一步进行噪声与故障信号分离;最后通过对故障信号进行频谱分析提取轴承的故障特征。
1 基于EEMD-ICA分析模型的建立
1.1 EEMD的基本原理
EEMD 方法的核心是EMD 分解,虽然EMD 对信号进行分解时具有高效性,但是,如果待测信号某个频段不连续,运用EMD进行信号分解时就会产生模态混叠和端点效应。为了弥补这一缺陷,人们提出了EEMD方法,也就是在原始信号中加入白噪声,改变故障信号的极值点,保证信号在不同尺度上的连续性,有效地抑制了由于异常扰动引起的模态混叠和端点效应。EEMD分解过程如下:
(1)在原始信号中多次加入等长度的高斯白噪声ni(t),得到新的信号如下所示:

其中:xi(t)为在原信号x(t)中第i次加入噪声后的信号。所加入的白噪声应符合以下的规律:

式中:ε为输入信号的标准差,k和N分别为加入噪声的强度与次数。
(2) 通过拟合信号的上下包络线,求解均值m(t);
(3)在加入噪声的信号中去除均值序列m(t)得到检测信号,并判断检测信号是否满足IMF的条件,如不满足,继续重复步骤(2),直到检测信号满足IMF条件为止。
(4) 利用xi(t)和固有模态函数计算剩余信号,公式如下所示:

式中:Ri1(t)为剩余信号。
(5) 对剩余信号重复步骤(2)和(3),依次获得IMF分量;
(6)重新在原始信号中加入白噪声,并重复以上步骤;
(7)为了避免所加入的白噪声对特征提取的影响,对分解得到的同阶IMF 分量进行集总平均,则EEMD的分解结果为:

式中:IMFij(t)为第i次加入高斯白噪声的第j个固有模态函数。
1.2 ICA的基本原理
ICA 是一种盲源信息分离方法,快速独立成分分析(Fast independent component analysis,FastICA)是ICA 的常用算法之一,是由芬兰赫尔辛基大学Hyvarinen 等提出的一种快速寻优迭代算法。ICA的基本模型如下所示:
假设S=[s1,s2,…,sn]T是一组n维相互独立的源信号,X=[x1,x2,…,xm]T是m维实测观测信号,X(t)中的各分量由S(t)相互组合而成,矩阵表达式如下所示:

式中:A=[a1,a2,…,am]为未知的m×n混合矩阵,满足观测点个数m大于等于源信号点个数n。
进行ICA 分析的目的就是按照一定的优化准则,在没有先验知识的基础上估计系数矩阵A的逆矩阵A-1,通过求解A的逆矩阵求得独立源信号S,也就是说,S≈A-1X。其中逆矩阵A-1可以用分离矩阵W表示,如下所示:

其中:Y=[y1(t),y2(t),…,yn(t)]T是通过分离得到的源信号S的近似估计。
1.3 评价指标
外界噪声的存在导致EEMD分解中会出现一些与原始信号无关的分量。因此,为了提高特征提取的准确性,需要将这些无关分量识别出来并剔除。随着IMF 分量频率的降低,信号中含有的有用信号特征越来越少。为了选取含原始信号多的分量进行下一步降噪处理,本文应用相关系数CC以及均方根RMS来判定伪分量,二者的表达式如下所示:

式中:和分别为输出信号y(t)和输入信号x(t)的均值,M为采样点的个数。
相关研究表明,CC和RMS的值越大,该分量含有原始信号的特征越多[15]。在旋转机械发生故障的过程中这两个评价指标对不同的故障处理能力各不相同。因此,在故障诊断过程中,我们给予两个评价指标相同的权重[16]。
1.4 EEMD-ICA模型的建立
为了准确识别旋转机械早期的故障特征,基于以上的分析,结合EEMD与ICA的优点建立EEMDICA模型,具体流程如下:
(1)通过选择合适的集总参数将采集到的旋转机械早期的振动信号进行EEMD 分解,得到一系列的固有模态函数分量:IMF1、IMF2、…、IMFn,将原始的振动信号从一维空间转化到多维空间。
(2)由于各阶IMF 分量中含有程度不同的有用信号和噪声,根据CC和RMS选择有效的IMF分量,保证IMF中含有振动信号的大多数信息。
(3)将有效的IMF分量作为观测信号,将剩余分量重构为虚拟通道信号。
(4)利用FastICA算法同时对观测信号和虚拟噪声信号进行降噪解混,得到源信号最佳估计信号。
(5)对步骤(4)中得到的信号进行频谱分析,进而提取故障频率。故障诊断的流程图如图1所示。

图1 EEMD-ICA流程图
2 仿真信号分析
考虑到旋转机械故障信号一般由冲击信号组成,因此,仿真信号H由谐波信号H1(t)、冲击信号H2(t)以及均值为0、方差为1 的高斯白噪声信号H3(t)构成,表达式如式(8)所示,其中,为了突显冲击信号H2(t)的特征频率,需要对谐波信号以及噪声进行抑制,从而进行故障特征的识别。
对含有冲击信号的H进行频谱分析,结果如图2所示,由于外界噪声以及谐波频率的干扰,仿真信号中的冲击频率难以辨别,因此,为了进行故障频率的准确、可靠识别,需引入其他的辅助方法,仅通过时域分析难以突显特征频率。

图2 仿真信号的时域波形及频谱
为了进行故障特征的提取,应用EEMD 对仿真信号进行分解,其中,添加100 次均值为零、标准差为0.2的白噪声,由于分解仿真信号所得到的IMF分量中包含原始信号的信息各不相同,考虑到后面的IMF 分量与原始信号的相关度较小,本文仅绘制了仿真信号的前6 阶IMF 分量和残余分量,如图3 所示,由于噪声以及谐波信号的存在,使得前几阶IMF分量中也并不都含有原始信号的真实信息。因此,计算各阶IMF 分量与原始信号之间的CC 和RMS。由表1可以看出,EEMD的前4阶分量包含了原始信号主要的特征信息,将其余的IMF分量进行求和,构造虚拟通道,作为ICA 的输入矩阵,并利用FastICA算法进行信号分离,最后,对降噪后的有用信号进行快速傅里叶变换,得到如图4 所示的频域图。可以看出,EEMD-ICA很好抑制冲击信号的干扰频率,突显了特征频率。

图3 对仿真信号进行EEMD分解后所得的IMF分量
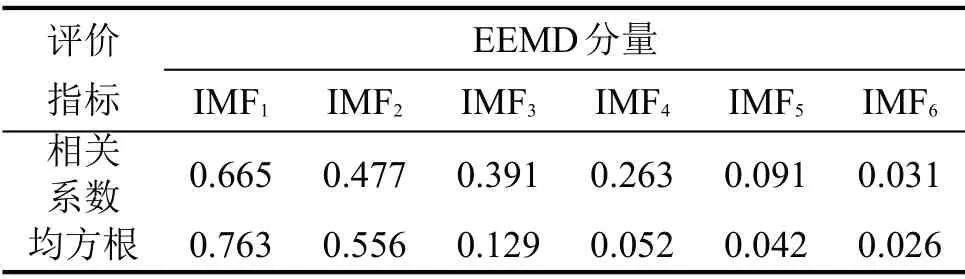
表1 各阶EEMD分量的评价指标值
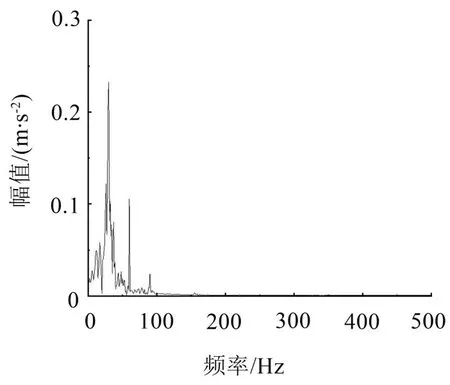
图4 经EEMD-ICA滤波后的频谱分析
为了验证EEMD-ICA 方法的优越性,文中利用EEMD-WTD[17]对仿真信号降噪处理,对降噪后的信号进行FFT频谱分析,结果如图5所示;虽然EEMDWTD也能抑制高频噪声对特征频率的干扰,但是对比图4和图5可知,所提出的方法对低频噪声的抑制以及特征的提取效果明显优于EEMD-WTD 方法,由此验证了所提出方法的有效性。

图5 经EEMD-WTD处理后的频谱分析
3 实验信号分析
以滚动轴承为例,实验数据来自美国凯斯西储大学轴承实验室[18],主要分析驱动端轴承的内外圈故障信号,试验台由扭矩传感器、测功仪、2马力电动机以及编码器组成,如图6所示。
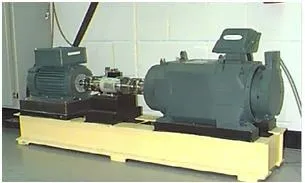
图6 轴承测试实验设备示意图
其中,实验过程中使用的轴承为6205-2RS 型JEM SKF 深沟球轴承,该轴承的几何结构特征见表2,采样频率为12 kHz,电机转速为1 750 r/min(fr=29.17 Hz),轴承的故障尺寸为0.007 in,通过理论计算得到内圈故障的特征频率为157.4 Hz,外圈故障的特征频率为105 Hz。

表2 滚动轴承的主要参数
3.1 内圈轴承故障检测
分析驱动端内圈故障轴承的振动信号,获得如图7 所示的时域波形以及经FFT 后的频谱图,可明显发现时域波形中存在周期性冲击,但是,由于环境噪声以及传输路径的干扰,FFT 频谱图中很难发现轴承故障的特征频率,因此,为了清晰、准确检测轴承的故障频率,需要进行进一步分析。

图7 内圈故障轴承信号的时域波形和FFT频谱
利用EEMD-ICA 方法对振动信号进行降噪处理,由于篇幅有限,文中仅列出了前5阶IMF分量以及残余分量,如图8所示,运用CC和RMS作为评价指标选取有用的IMF 分量,由表3 可以看出,EEMD分解的前3阶分量包含轴承振动信号主要的特征信息,为此,重构前3 阶IMF 分量作为观测信号,对其余的IMF分量进行求和作为虚拟通道,利用FastICA算法将噪声与振动信号分离,并进行FFT变换,得到如图9所示的频域图。观察图9可知,所提出的方法不仅对非平稳、非线性的强噪声干扰信号具有抑制作用,而且还能清晰准确地检测到特征频率,由图9可以清晰观察出特征频率为157.4 Hz,与基于理论计算所得的轴承内圈故障频率一致。因此,结果表明:轴承内圈发生了故障。运用传统的EEMD-WTD方法对相同的实验数据进行处理,结果如图10 所示,对比分析可得:虽然EEMD-WTD方法在某种程度上也能抑制噪声,但是相比所提出的方法,该方法抑制低频噪声效果较差;并且相比于ICA,WTD 不利于特征提取。

图8 内圈故障轴承信号经EEMD分解后的IMF分量

图9 经EEMD-ICA 滤波后的频谱分析

图10 经EEMD-WTD处理后的频谱图
3.2 外圈轴承的健康检测
为了验证所提出的方法在进行旋转机械微弱故障信号检测时的通用性,文中进行了第二次实验,对轴承的外圈故障进行了诊断和识别,考虑到轴承外圈的故障位置比较固定,因此,选用6点钟位置的外圈轴承故障进行实验,其余轴承参数以及实验装置与第一组一致。提取外圈故障轴承的试验数据进行时域波形以及FFT频谱分析,结果如图11所示。

图11 外圈故障信号的时域波形和FFT频谱
通过振动信号的时域图及频谱图发现特征频率难以突显,因此,运用所提出的方法进行分析,观察图12和表4发现前3阶分量含有原始振动信号主要的特征,将其余的IMF 分量求和,构建虚拟通道,并运用FastICA 算法进行有用信号与噪声信号的分离,结果如图13所示。

图12 外圈故障轴承振动信号经EEMD分解后的IMF分量

表4 各个EEMD分量的评价指标值
观察图13可以明确发现特征频率为105 Hz,与轴承外圈故障的理论值一致。与传统的EEMDWTD 方法对比分析,虽然图14 中采用的方法可以抑制高频噪声的干扰,但是其对于低频噪声的抑制效果较差,再次验证了所提出的方法在抑制噪声干扰、突显特征频率方面的优越性。
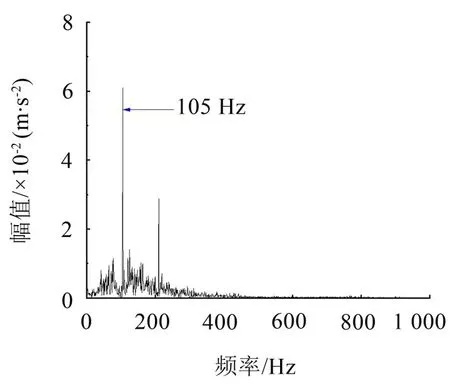
图13 经EEMD-ICA处理后的频谱图
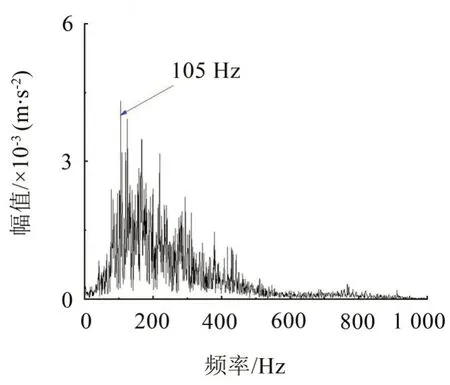
图14 经EEMD-WTD处理后的频谱图
4 结语
(1)提出了基于EEMD 与ICA 进行联合降噪的方法,仿真结果表明,该方法可以很好降低噪声以及外界干扰对振动冲击信号的影响,适用于提取早期旋转机械的故障特征。
(2) 本文以内外圈故障轴承为例,运用CC 和RMS作为评价指标,选取含有原始信号多的IMF分量,并通过FastICA 算法进行降噪解混;通过与EEMD-WTD方法对比得出:本文提出的EEMD-ICA方法在进行降噪时能高效地抑制噪声对特征频率的干扰,突显故障特征信号;此外,在抑制噪声干扰的同时,所提出的方法还能清晰、准确地识别轴承的故障类型。
猜你喜欢
空间科学学报(2021年6期)2021-03-09
读者·校园版(2020年19期)2020-09-16
振动工程学报(2020年1期)2020-05-21
科技创新与应用(2020年4期)2020-02-25
当代陕西(2019年19期)2019-11-23
智族GQ(2019年9期)2019-10-28
光学仪器(2019年3期)2019-02-21
英美文学研究论丛(2018年1期)2018-08-16
通信产业报(2018年40期)2018-01-22
湖北农业科学(2017年12期)2017-07-15
