
增材制造Ti-6Al-4V合金组织调控研究现状
2022-04-15 06:12徐超何清松谭斌黄旭戴庆伟王鹏谭发兵
精密成形工程 2022年4期
徐超,何清松,谭斌,黄旭,戴庆伟,王鹏,谭发兵
增材制造Ti-6Al-4V合金组织调控研究现状
徐超1,何清松1,谭斌1,黄旭1,戴庆伟1,王鹏2,谭发兵2
(1. 重庆科技学院 冶金与材料工程学院,重庆 401331;2. 重庆医科大学附属口腔医院,重庆 400015)
增材制造技术可实现复杂钛合金零件的快速成形,制造的Ti-6Al-4V合金具有较高的强度以及优异的高温性能,被广泛应用于航空、医疗等各大领域。综述了金属增材制造的典型工艺,分析了Ti-6Al-4V合金的相变特征,总结了选区激光熔化制造Ti-6Al-4V的力学性能和组织调控方法,着重分析了热处理温度、冷却速率、变质处理以及超声冲击等对合金组织的影响;展望了增材制造Ti-6Al-4V合金的主要发展方向。
增材制造;Ti-6Al-4V合金;组织调控;α+β组织
增材制造(Additive Manufacturing,AM)又被称为3D打印,是一种通过“逐层添加”的方式一次成形的技术。相较于传统将原材料切削、组装的加工方式,增材制造“逐层添加”的成形过程,具有材料损耗小、生产周期短的特点,在制造复杂结构零件方面有独特优势,现如今已被广泛应用在钢、铝、钛等金属及其合金的制造中。
Ti-6Al-4V是增材制造常用的金属材料,具有强度高、密度低、断裂韧性高、耐腐蚀性能优异和生物相容性优越等优点[1],广泛应用于航空航天、汽车、医疗等领域。如图1所示,在航空航天领域,增材制造Ti-6Al-4V可用于制造热交换器、喷气发动机等机身部件。在汽车领域,增材制造Ti-6Al-4V能改善支架、刹车卡钳强度的同时,提升其耐高温和耐高压性能。在医疗领域,增材制造的下颌以及多孔梯度晶格结构可分别应用于牙齿和骨骼植入物中,并且能够在植入物和身体之间实现最佳的连接[2]。

1.EBM制造的3D网状Ti-6Al-4V下颌骨假体支架;2.SLM生产的Ti-6Al-4V制成的风道;3.EBM制造的Ti-6Al-4V医用零件;4.EBM制造的晶格结构Ti-6Al-4V泡沫;5.DED制造的Ti-6Al-4V叶片;6.Ti-6Al-4V多孔样品和使用SLM构建的金刚石晶胞。
1 增材制造Ti-6Al-4V工艺
目前主要通过电子束熔化(Electron Beam Melting,EBM)、定向能量沉积(Directed Energy Deposition,DED)、选区激光熔化(Selective Laser Melting,SLM)等增材制造工艺制备Ti-6Al-4V。
1.1 EBM工艺
电子束熔化(EBM)工作原理如图2a所示。在真空状态下,金属粉末从料斗中装载并分布在构建板上,散焦光束多次扫描粉末床表面对其预热,电磁透镜将电子束聚焦并引导其至构建板上的目标位置,在104mm/s的扫描速度下,温度达到700 ℃以上,将Ti-6Al-4V熔化[3],凝固后降低构建板并输送金属粉末,重复以上步骤,直到零件制造完成。电子束的功率、聚焦位置和扫描速度分别由束流、聚焦偏移量和速度函数决定[4]。
1.2 DED工艺
定向能量沉积(DED)工作原理如图3所示[5]。DED是将高能量热源(激光、电子束、等离子/电弧)聚焦在基板上,通过热源熔化从进料口施加的金属粉末,随着热源的移动,沉积的金属粉末在基板上固化,沉积完一层后,沉积头和进料口向上移动一个切片的距离,以重新沉积下一层。在Ti-6Al-4V的定向能量沉积中,实现了4~30 g/min的进料速率,光斑直径为0.3~3 mm,扫描速率为150 mm/min~1.5 m/min[6]。当层厚介于40 μm~1 mm时,激光构建速率高达300 cm3/h,与基于粉末床的工艺相比,DED具有更高的构建量[7]。
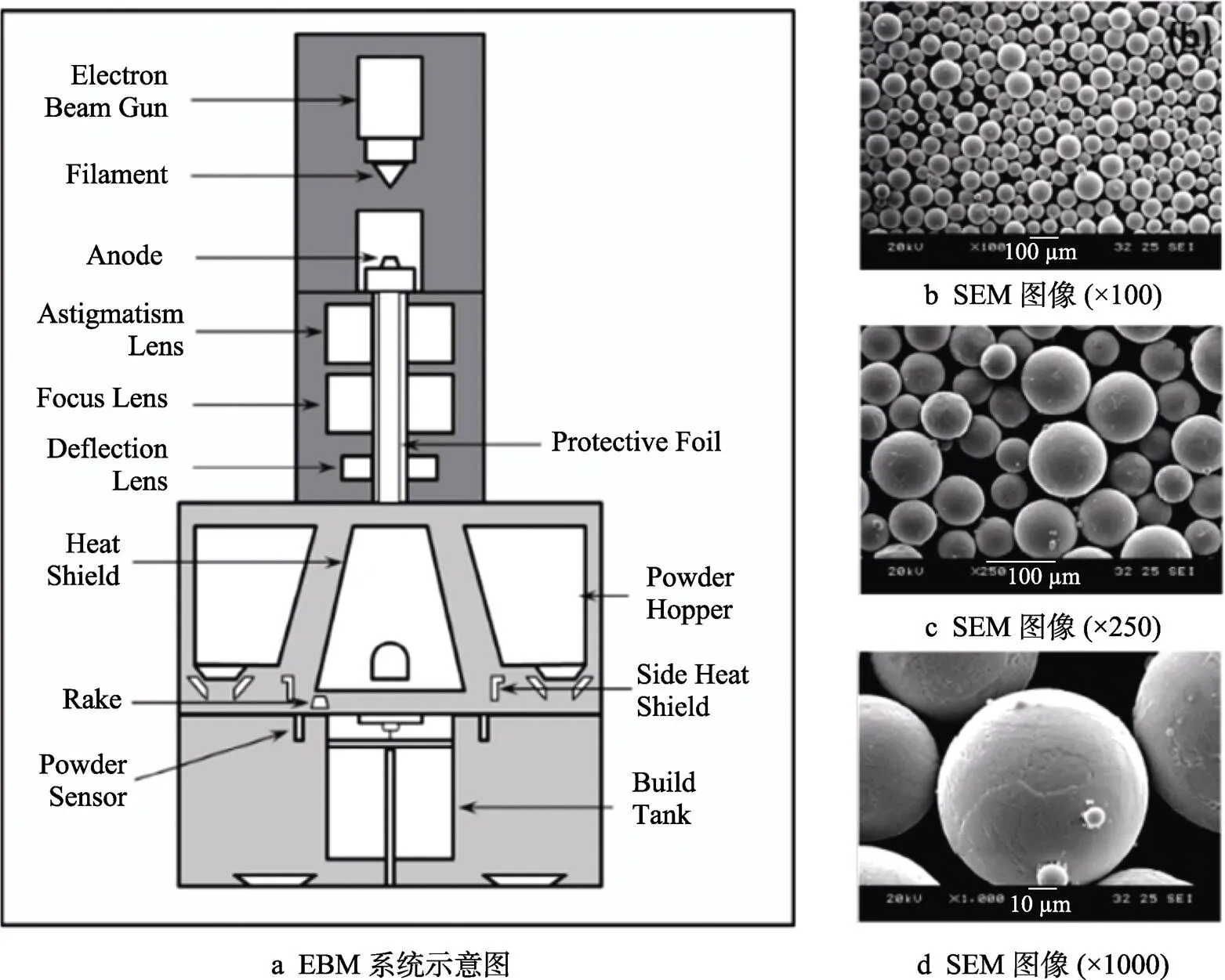
图2 EBM工艺原理及Ti-6Al-4V粉末的SEM图像[3]
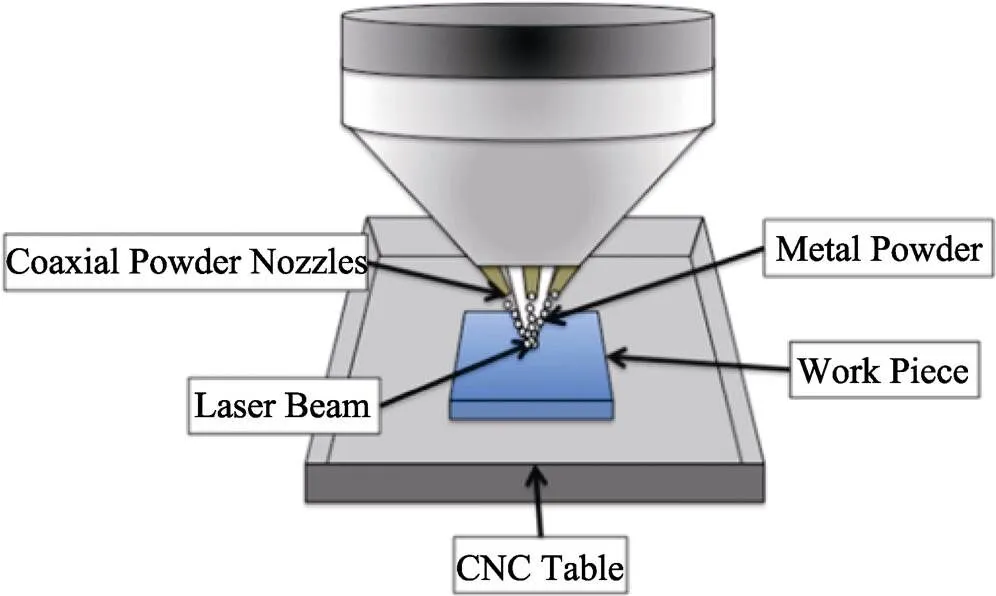
图3 定向能量沉积(DED)系统示意图[5]
1.3 SLM工艺
选区激光熔化(SLM)是一种基于粉末床的工艺,其工作原理如图4所示[8]。金属粉末以20~100 μm的层厚分布在构建板上,激光选择性地照射在-平面的金属粉末上,利用瞬间的高能量输入将金属粉末沿着预先设定的零件轮廓和路径熔化并形成熔池,同时伴随着粉末飞溅,熔池在极短的时间内凝固,接着将粉末床选择性地暴露于激光束下,降低构建板,施加另一粉末层,并重复熔化新沉积的粉末层,不断重复以上过程形成零件,其中激光主要来源于连续波模式下激光器所发射的近红外波段[9]。成形过程中未熔化的金属粉末可以被筛分并引入后续的SLM工艺中再次利用。成形的零件固定在构建板上,通常由网格状支撑结构连接。支撑结构对粉末床中的零件起散热和固定作用,特别是对不规则零件表面起重要支撑作用,这样可以防止零件变形,结束过后需要将其进行移除。除此之外,可以通过预热构建板降低温度梯度来避免零件变形,从而减少在SLM过程中产生的残余应力[10]。对于Ti-6Al-4V零件的SLM制造,典型的预热温度为200~500 ℃[11-12]。
成形质量受激光功率和扫描速率的影响,SLM中能量密度的计算公式为[13]:
式中:E为每层材料扫描过程中输入的能量密度;P为激光功率;v为扫描速率;h为舱口间距;t为层厚。Song等[14]研究了不同扫描功率(60~120 W)及不同扫描速率(0~1.6 m/s)组合下SLM熔化轨迹的连续性,提出了3种熔炼机理用于实际SLM制造Ti-6Al-4V,其中在扫描功率为110 W、扫描速率为0.4 m/s、舱口间距h=60 μm、层厚t=60 μm和扫描角度φ=67°的工艺参数组合下,所制造出的样品熔化轨迹连续性最好,同时表现出高屈服强度(>1 100 MPa)和延展性(>12%)[15]。
2 增材制造Ti-6Al-4V的力学性能
SLM工艺制造的Ti-6Al-4V力学性能优异,发展潜力巨大。根据美国材料试验标准ASTM F1108和ASTM F1472,锻造、铸造以及SLM制造的Ti-6Al-4V力学性能如表1所示[16-23]。
通过SLM制造的Ti-6Al-4V不仅具有较高的强度,而且具有一定的抗损伤能力以及更高的疲劳裂纹扩展抗力[24]。与锻造、铸造等传统加工方式制造的Ti-6Al-4V相比,SLM制造的Ti-6Al-4V的力学性能很大程度上取决于制造过程中所产生的马氏体结构[25]。
表1 SLM、铸造、锻造生产Ti-6Al-4V的力学性能

Tab.1 Performance comparison of Ti-6Al-4V produced by SLM, casting and forging
SLM制造Ti-6Al-4V的过程中,随着能量源的高能输入,金属粉末会在基板上熔化,形成熔池,沿熔池自上而下、由内向外都存在温度梯度。随着能量撤去,熔池瞬间凝固,形成贯穿整个熔覆层的柱状晶,晶内主要由针状、网篮状、片状的马氏体组成。最终由于马氏体硬而脆的特性,材料的强度高但塑性及疲劳循环性差,从而严重制约了其应用[26-27],对组织进行调控能够有效避免以上问题。因此,根据Ti-6Al-4V相图及相变的研究来寻找合适的方法解决Ti-6Al-4V塑性和疲劳性能差等力学问题,具有极其重要的意义。
3 Ti-6Al-4V相图及相变
钛及钛合金的许多性能取决于从α相到β相的相变所引起的组织变化。Ti-6Al-4V中α与β的晶体结构如图5所示[28],其中α相属于密排六方结构,β相属于体心立方结构。当合金组织全部为α相时,合金更多应用于耐腐蚀零部件;当合金组织为α+β双相时,合金表现出不错的强度和高温韧性,被更多应用于航空领域;当合金组织全部为β相时,合金满足生物医学应用中对低模量和生物相容性以及形状记忆响应和疲劳强度的要求。

图5 Ti-6Al-4V的α和β相晶体结构[28]
在Ti-6Al-4V中存在α和β两种不同的相,每一种相的形成都与钛合金中添加的元素有关。铝是一种活性α相稳定剂,会增加β相转变温度(β)。此外,铝的加入会导致α相的硬化、电阻的增加、延展性的降低以及更好的抗挤压性。钒是一种β相稳定剂,它能降低β,另一方面,它可以增加合金电阻,并且降低氧化性[16]。α与β相的比例取决于所采用的热处理条件,当对α+β双相钛合金进行固溶和时效处理时,可以使其屈服强度、抗拉强度和抗疲劳强度获得明显的提升[29]。
如图6[30]和图7[31]所示,随着温度的降低,α相的比例增加,当温度降至室温时,Ti-6Al-4V由体积分数为91%的α相和9%的β相组成。在纯钛中,β相的转变温度大致为1 670 ℃,α相的转变温度大致为882.5 ℃;当铝的质量分数为6%时,α相向β相转变的转变温度为998 ℃。当其加热到高于998 ℃时,合金中只存在β相。α′相是β相以非扩散方式转变形成的马氏体,从形貌上看有针状、网篮状、带状。

图6 Ti-Al二元相图及CCT曲线[30]
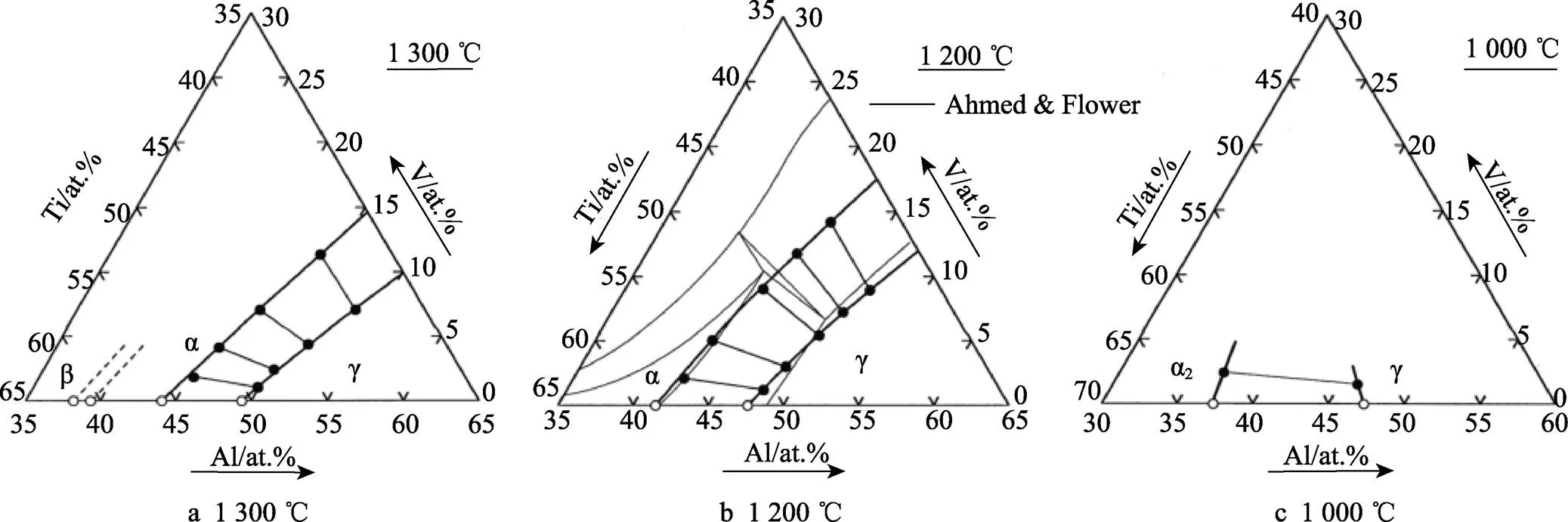
图7 Ti-Al-V三元体系的相平衡[31]
4 组织调控方法
为了提高SLM制造的Ti-6Al-4V的断裂伸长率,通常需要通过热处理的手段来消除马氏体或者使马氏体发生转变。Thijs等[10]在研究中注意到一种针状马氏体结构的细晶粒,并从XRD结果鉴定出其为α′相。此外,晶粒发生了外延生长,晶粒的宽度与扫描轨迹的宽度大致相同,随着能量输入的增加,扫描轨迹宽度变大,导致晶粒变粗,晶体结构中还含有大量位错和孪晶[32]。SLM制造Ti-6Al-4V的显微组织由4种不同的马氏体组成,分别为先析、二次、三次、四次马氏体,这些马氏体的尺寸可以通过调整SLM工艺参数来控制。最近,Xu等[33]详细研究了单道和多层沉积、层厚、焦偏距和能量密度对Ti-6Al-4V零件显微组织的影响。研究发现,通过优化以上SLM工艺参数,有可能在SLM制造过程中(原位)将脆的马氏体α′相分解成延展性较好的α+β相,从而避免了后续热处理等工艺。β相的晶粒尺寸、晶界和晶体组织对α相的析出和取向分布有着极大的影响,从而进一步影响双相钛合金的力学性能[34]。通过调控热处理温度、冷却速率,以及进行变质处理、超声处理,能够有效调控组织。
4.1 热处理温度对组织的调控
为了改善SLM制造的Ti-6Al-4V的延展性,零件通常要进行热处理使针状α¢马氏体转变为α+β层状组织。Cao等[35]研究发现,在700 ℃和800 ℃下2 h退火热处理都不足以完全分解马氏体,残余马氏体呈脆性,最终导致试样的断裂伸长率不足。在800 ℃退火6 h后,组织完全分解后会形成α+β层状组织,最终韧性与通过锻造制造的Ti-6Al-4V相近。Qiu等[17]发现在920 ℃、103 MPa下进行热等静压(HIP),在降低孔隙率的同时,可使所制备的马氏体相转变为α相和β相。Wycisk等[18]研究表明,在类似的HIP条件下会产生由α′和α相组成的非常细小的显微组织。增材制造的零件也可以通过热等静压处理,消除残余应力和减少孔隙率。
4.2 冷却速率对组织的调控
Ti-6Al-4V中的相变依赖于温度以及制造过程中的冷却速率[30]。当从β相的转变温度以上快速冷却时,β相将发生非平衡马氏体转变,只有冷却速率较慢时,才会产生α+β的双相组织。
Ti-6Al-4V从完全熔化到凝固经历了α+β→β→液态→β→α+β/α′转变过程,α′马氏体的形成需要特定的热量,只有较低的冷却速度以及低于马氏体初始转变温度(s),才能导致α′马氏体的形成。目前已经有大量关于马氏体初始转变温度(s)的报道,温度从575 ℃[32]到800 ℃[36]都会导致马氏体的形成,如图8[37]和图9[32]所示,α′马氏体在一定的冷却速率范围内形成,冷却速率超过410 ℃/s的区域会产生完整的马氏体α′相,而41~20 ℃/s的冷却速率会导致α′相的不完全转变,在冷却速率<20 ℃/s的区域不会产生α′相。
4.3 变质处理对组织的调控
通过变质处理辅助热处理的方式可细化Ti-6Al-4V晶粒。硼变质辅助感应加热可显著细化组织[38],如图10所示,变质处理前晶界模糊,β柱状晶的尺寸粗大,加入硼变质剂后,β柱状晶的尺寸随硼含量的增加而降低,由变质前的200 μm下降至变质后的30 μm,晶界开始显现。
硅能够有效细化柱状晶,当添加不同含量的硅时,通过DED制备的Ti-6Al-4V在感应加热900 ℃时的微观组织如图11所示。当硅质量分数达到2%时,晶界消失,晶粒以等轴晶为主。组织细化的原因归结于硅的加入使硅化物聚集在枝晶外,在这些区域内α相更容易形核,并不断长大,最终使晶界变模糊。

图9 Ti-6Al-4V的β溶液在1 050 ℃处理30 min的连续冷却示意图[32]

图10 硼变质前后LAM制造Ti-6Al-4V微观组织演变[38]
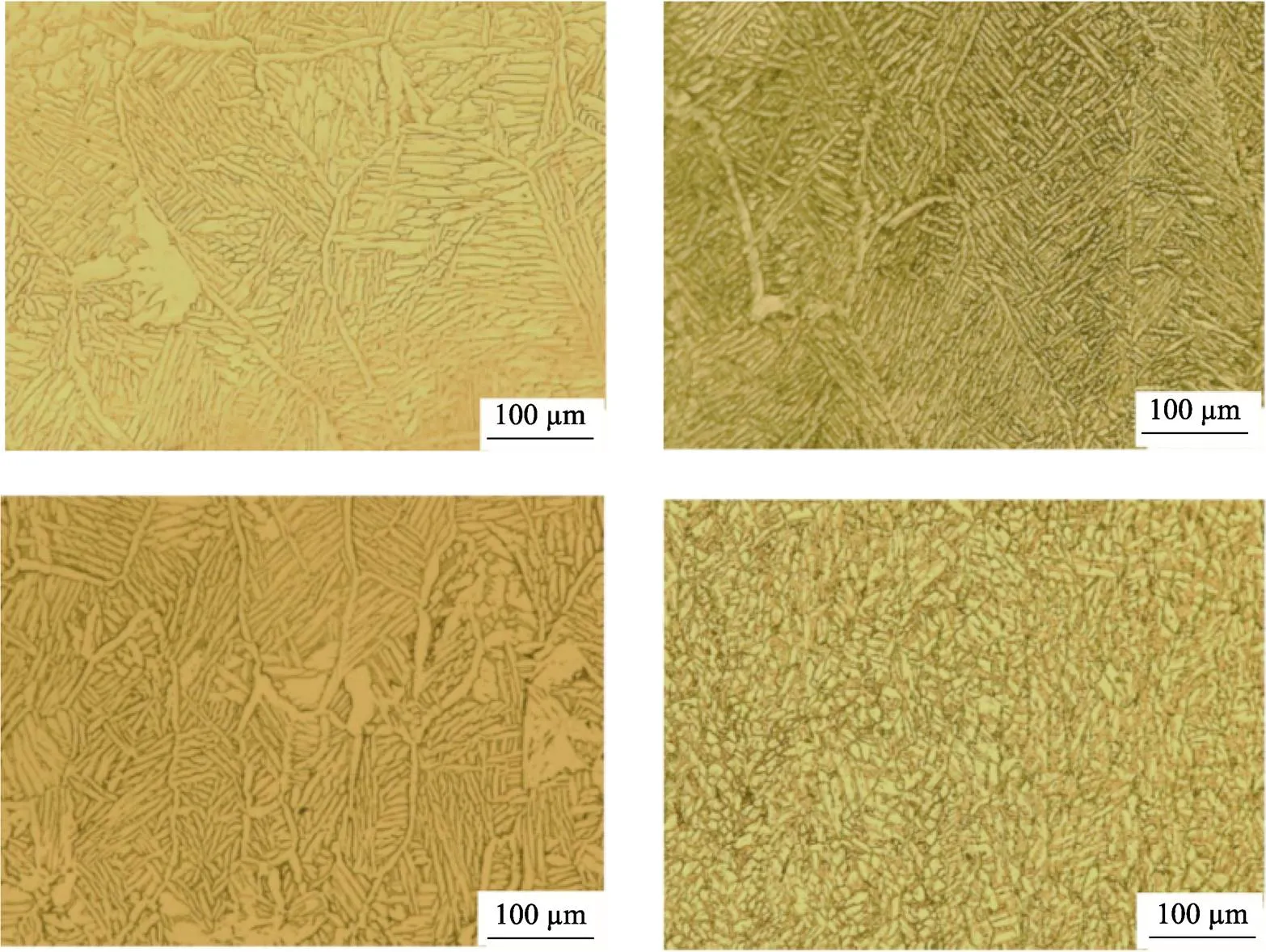
图11 定向能量沉积辅助感应加热900 ℃后Ti-6Al-4V-xSi组织[38]
4.4 超声冲击对组织的调控
除热处理、冷却速率、变质处理之外,超声冲击处理也可运用到增材制造Ti-6Al-4V中[39]。随着超声次数的增加,组织细化明显,如图12所示[40]。Dekhtyar等[41]对粉末冶金Ti-6Al-4V进行UIT工艺后,合金疲劳强度提高了约60%,寿命延长2个数量级。
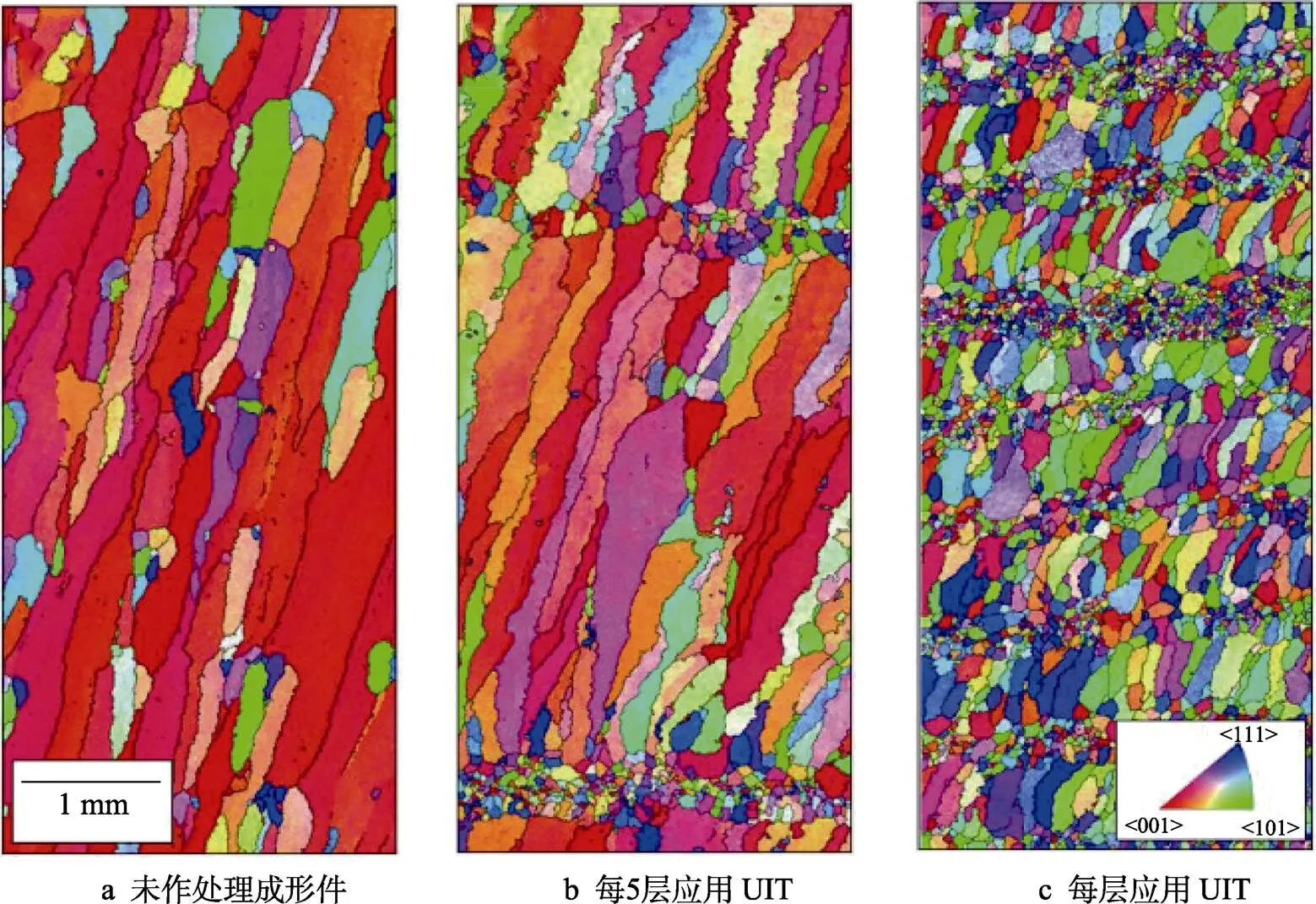
图12 超声冲击(UIT)后的EBSD微观组织[40]
5 结论和展望
综述了增材制造工艺原理以及SLM制造Ti-6Al-4V的现状,对增材制造的Ti-6Al-4V的力学性能进行了对比,发现通过SLM制造的Ti-6Al-4V虽然具有较高的强度,但塑韧性较差,即存在强-塑性悖论,主要原因在于存在脆性马氏体。通过调控热处理温度、冷却速率,以及进行变质处理、超声冲击等方法,可使组织从α′相转变为延展性良好的α+β层状组织,或者使组织明显细化、疲劳强度显著提高。另外对增材制造Ti-6Al-4V未来发展趋势进行了以下展望。
1)相较于打印后热处理调控Ti-6Al-4V组织,打印过程中可以通过调控激光功率、扫描速率、层厚、温度梯度,以及增设外声磁场实现“一次性调控”。
2)随着新兴“异质材料”概念的引入,增材制造材料种类会进一步扩充,其中异质材料包括梯度材料、异质片层结构、双峰结构、纳米孪晶结构等。将异质材料引入到增材制造Ti-6Al-4V中可使材料性能进一步提升,例如梯度材料的“梯度模式”与增材制造的“逐层叠加”在目前看来是绝佳的配合。增材制造的Ti-6Al-4V强度较高,原因主要是马氏体相的硬脆特点。将具有高强度的Ti-6Al-4V粉末与其他具有高延展性的粉末相结合,再通过工艺设计并打印出来,最终获得的梯度材料能同时具备多种特性。此方法也是目前打破强-塑性悖论的有效手段之一,但如何将高性能的材料从实验室转换为批量生产也是值得思考的问题。最终不管加工形式和结构设计怎么变化,都只是换了一种方法研究材料,本质的问题应该是机理性的问题研究,例如原子排列层面的研究等。对材料的深入研究才能揭开本质的机理,这也是材料人应当追寻的方向。
[1] LIU S, SHIN Y C. Additive Manufacturing of Ti-6Al- 4V Alloy: A Review[J]. Materials and Design, 2019, 164: 107552.
[2] 朱康平, 祝建雯, 曲恒磊. 国外生物医用钛合金的发展现状[J]. 稀有金属材料与工程, 2012, 41(11): 2058- 2063.
ZHU Kang-ping, ZHU Jian-wen, QU Heng-lei. Development and Application of Biomedical Ti Alloys Abroad[J]. Rare Metal Materials and Engineering, 2012, 41(11): 2058-2063.
[3] TAN Xi-peng, KOK Y, TAN Yu-jun, et al. Graded Microstructure and Mechanical Properties of Additive Manufactured Ti-6Al-4V via Electron Beam Melting[J]. Acta Materialia, 2015, 97: 1-16.
[4] AL-BERMANI S S, BLACKMORE M L, ZHANG W, et al. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti-6Al-4V[J]. Metallurgical and Materials Transactions A, 2010, 41(13): 3422-3434.
[5] WILSON J M, PIYA C, SHIN Y C, et al. Remanufacturing of Turbine Blades by Laser Direct Deposition with Its Energy and Environmental Impact Analysis[J]. Journal of Cleaner Production, 2014, 80: 170-178.
[6] FANG J X, DONG S Y, WANG Y J, et al. The Effects of Solid-State Phase Transformation upon Stress Evolution in Laser Metal Powder Deposition[J]. Materials & Design, 2015, 87: 807-814.
[7] CARROLL B E, PALMER T A, BEESE A M. Anisotropic Tensile Behavior of Ti-6Al-4V Components Fabricated with Directed Energy Deposition Additive Manufacturing[J]. Acta Materialia, 2015, 87: 309-320.
[8] HERZOG D, SEYDA V, WYCISK E, et al. Additive Manufacturing of Metals[J]. Acta Materialia, 2016, 117: 371-392.
[9] ZHANG Ding-chang, WANG Le-yun, ZHANG Huan, et al. Effect of Heat Treatment on the Tensile Behavior of Selective Laser Melted Ti-6Al-4V by In-Situ X-Ray Characterization[J]. Acta Materialia, 2020, 189: 93-104.
[10] KEMPEN K, VRANCKEN B, THIJS L, et al. Lowering Thermal Gradients in Selective Laser Melting by Pre-heating the Baseplate[J]. Solid Freeform Fabrication Symposium Proceedings 2013, 64: 165-170.
[11] THIJS L, VERHAEGHE F, CRAEGHS T, et al. A Study of the Microstructural Evolution during Selective Laser Melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[12] VILARO T, COLIN C, BARTOUT J D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting[J]. Metallurgical and Materials Transactions A, 2011, 42(10): 3190-3199.
[13] GOKCEKAYA O, HAYASHI N, ISHIMOTO T, et al. Crystallographic Orientation Control of Pure Chromium via Laser Powder Bed Fusion and Improved High Temperature Oxidation Resistance[J]. Additive Manufacturing, 2020, 36: 101-124.
[14] SONG Bo, DONG Shu-juan, ZHANG Bai-cheng, et al. Effects of Processing Parameters on Microstructure and Mechanical Property of Selective Laser Melted Ti6Al4V[J]. Materials and Design, 2011, 35: 120-125.
[15] ZAFARI A, BARATI M R, XIA K. Controlling Martensitic Decomposition during Selective Laser Melting to Achieve Best Ductility in High Strength Ti-6Al-4V[J]. Materials Science & Engineering A, 2018, 744: 445- 455.
[16] BOIVINEAU M, CAGRAN C, DOYTIER D, et al. Thermophysical Properties of Solid and Liquid Ti-6Al- 4V (TA6V) Alloy[J]. International Journal of Thermophysics, 2006, 27(2): 507-529.
[17] QIU Chun-lei, ADKINS N J E, ATTALLAH M M. Microstructure and Tensile Properties of Selectively Laser-Melted and of HIPed Laser-Melted Ti-6Al-4V[J]. Materials Science & Engineering A, 2013, 578: 230- 239.
[18] WYCISK E, SIDDIQUE S, HERZOG D, et al. Fatigue Performance of Laser Additive Manufactured Ti-6Al-4V in Very High Cycle Fatigue Regime up to 109Cycles[J]. Frontiers in Materials, 2015, 2: 148-157.
[19] MURR L E, ESQUIVEL E V, QUINONES S A, et al. Microstructures and Mechanical Properties of Electron Beam-Rapid Manufactured Ti-6Al-4V Biomedical Prototypes Compared to Wrought Ti-6Al-4V[J]. Materials Characterization, 2008, 60(2): 96-105.
[20] RAFI H K, KARTHIK N V, GONG Hai-jun, et al. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting[J]. Journal of Materials Engineering and Performance, 2013, 22(12): 3872-3883.
[21] ZHAI Y, GALARRAGA H, LADOS D A. Microstructure Evolution, Tensile Properties, and Fatigue Damage Mechanisms in Ti-6Al-4V Alloys Fabricated by Two Additive Manufacturing Techniques[J]. Procedia Engineering, 2015, 114: 658-666.
[22] ASTM F1108-14, Standard Specification for Titanium-6Aluminum-4Vanadium Alloy Castings for Surgical Implants[S].
[23] ASTM F1472-14, Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications[S].
[24] KUMAR P, PRAKASH O, RAMAMURTY U. Micro and Meso-Structures and Their Influence on Mechanical Properties of Selectively Laser Melted Ti-6Al-4V[J]. Acta Materialia, 2018, 154: 246-260.
[25] DEBROY T, WEI H L, ZUBACK J S, et al. Additive Manufacturing of Metallic Components-Process, Structure and Properties[J]. Progress in Materials Science, 2018, 92: 112-224.
[26] BERND B, VAN DER B O, ROSEMARY G. Additive Manufacturing of Ti-6Al-4V Components by Shaped Metal Deposition: Microstructure and Mechanical Properties[J]. Materials and Design, 2009, 31: S106-S111.
[27] BRANDL E, SCHOBERTH A, LEYENS C. Morphology, Microstructure, and Hardness of Titanium (Ti-6Al-4V) Blocks Deposited by Wire-Feed Additive Layer Manufacturing (ALM)[J]. Materials Science and Engineering: A, 2012, 532: 295-307.
[28] BANERJEE D, WILLIAMS J C. Perspectives on Titanium Science and Technology[J]. Acta Materialia, 2013, 61(3): 844-879.
[29] AHMED T, RACK H J. Phase Transformations during Cooling in α+β Titanium Alloys[J]. Materials Science and Engineering: A, 1998, 243(1): 206-211.
[30] OHNUMA I, FUJITA Y, MITSUI H, et al. Phase Equilibria in the Ti-Al Binary System[J]. Acta Materialia, 2000, 48(12): 3113-3123.
[31] KAINUMA R, FUJITA Y, MITSUI H, et al. Phase Equilibria among α (hcp), β (bcc) and γ (L10) Phases in Ti-Al Base Ternary Alloys[J]. Intermetallics, 2000, 8(8): 855-867.
[32] YANG Jing-jing, YU Han-chen, YIN Jie, et al. Formation and Control of Martensite in Ti-6Al-4V Alloy Produced by Selective Laser Melting[J]. Materials & Design, 2016, 108: 308-318.
[33] XU W, BRANDT M, SUN S, et al. Additive Manufacturing of Strong and Ductile Ti-6Al-4V by Selective Laser Melting via In-Situ Martensite Decomposition[J]. Acta Materialia, 2015, 85: 74-84.
[34] SIMONELLI M, TSE Y Y, TUCK C. On the Texture Formation of Selective Laser Melted Ti-6Al-4V[J]. Metallurgical and Materials Transactions A, 2014, 45(6): 2863-2872.
[35] CAO Sheng, CHU Rui-kun, ZHOU Xi-gen, et al. Role of Martensite Decomposition in Tensile Properties of Selective Laser Melted Ti-6Al-4V[J]. Journal of Alloys and Compounds, 2018, 744: 357-363.
[36] MUR F X G, RODRÍGUEZ D, PLANELL J A. Influence of Tempering Temperature and Time on the Α'-Ti-6Al- 4V Martensite[J]. Journal of Alloys and Compounds, 1996, 234(2): 287-289.
[37] 赵栋, 董文超, 焦清洋, 等. TC4-DT钛合金SH-CCT曲线的测定[J]. 金属热处理, 2020, 45(5): 157-161.
ZHAO Dong, DONG Wen-chao, JIAO Qing-yang, et al. Measurement of SH-CCT Curves of TC4-DT Titanium Alloy[J]. Heat Treatment of Metals, 2020, 45(5): 157-161.
[38] 张安峰, 张金智, 张晓星, 等. 激光增材制造高性能钛合金的组织调控与各向异性研究进展[J]. 精密成形工程, 2019, 11(4): 1-8.
ZHANG An-feng, ZHANG Jin-zhi, ZHANG Xiao-xing, et al. Research Progress in Microstructure Control and Anisotropy of High-Performance Titanium Alloy by Laser Additive Manufacturing[J]. Journal of Netshape Forming Engineering, 2019, 11(4): 1-8.
[39] DONOGHUE J, SIDHU J, WESCOTT A, et al. Integration of Deformation Processing with Additive Manufacture of Ti-6Al-4V Components for Improved β Grain Structure and Texture[C]// TMS 2015 144th Annual Meeting & Exhibition, 2015.
[40] COLEGROVE P A, DONOGHUE J, MARTINA F, et al. Application of Bulk Deformation Methods for Microstructural and Material Property Improvement and Residual Stress and Distortion Control in Additively Manufactured Components[J]. Scripta Materialia, 2017, 135: 111-118.
[41] DEKHTYAR A I, MORDYUK B N, SAVVAKIN D G, et al. Enhanced Fatigue Behavior of Powder Metallurgy Ti-6Al-4V Alloy by Applying Ultrasonic Impact Treatment[J]. Materials Science & Engineering A, 2015, 641: 348-359.
Research Status of Microstructure Control in Additive Manufacturing of Ti-6Al-4V Alloy
XU Chao1, HE Qing-song1, TAN Bin1, HUANG Xu1, DAI Qing-wei1, WANG Peng2, TAN Fa-bing2
(1. School of Metallurgy and Material Engineering, Chongqing University of Science and Technology, Chongqing 401331, China; 2. Stomatological Hospital of Chongqing Medical University, Chongqing 400015, China)
Additive manufacturing technology can realize the rapid prototyping of complex titanium alloy parts. Ti-6Al-4V alloy has high strength and excellent high temperature performance, which is widely used in aerospace and medical fields. In this paper, the typical processes of metal additive manufacturing are summarized, the phase transfermation behavior of Ti-6Al-4V are analyzed, and the mechanical properties and microstructure control methods of selective laser melting Ti-6Al-4V are summarized; The effects of heat treatment temperature, cooling rate, modification and ultrasonic impact on the microstructure are emphatically analyzed. The main development direction of additive manufacturing Ti-6Al-4V is prospected.
additive manufacturing; Ti-6Al-4V alloy; microstructure control; α+β microstructure
10.3969/j.issn.1674-6457.2022.04.021
TG146.2+3
A
1674-6457(2022)04-0169-09
2021-08-06
重庆市科技局基础研究项目(cstc2019jcyj-msxmX0284);重庆英才计划(CQYC201905100);重庆市高校创新研究群体(CXQT21030)
徐超(1997—),男,硕士生,主要研究方向为增材制造。
戴庆伟(1984—),男,博士,教授,主要研究方向为材料成形。
责任编辑:蒋红晨
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
大连交通大学学报(2021年6期)2021-12-13
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27
表面工程与再制造(2019年1期)2019-05-11
