
雪花梨汁超高压处理工艺参数优化
2022-03-28 12:08王明雪赵江丽程玉豆关军锋王永霞
现代食品科技 2022年3期
王明雪,赵江丽,程玉豆,关军锋*,王永霞
(1.河北工程大学生命科学与食品工程学院,河北邯郸 056000)
(2.河北省农林科学院生物技术与食品科学研究所,河北石家庄 050051)
果汁是一个复杂的体系,一般指利用机械方法从水果中获得的水果原汁,及水果原汁经特定工艺制成的液体产品,应具有原料水果的典型感官特征(色、香、味)[1]。杀菌是果汁生产的重要环节,允许使用的加工方式有热杀菌和非热杀菌。巴氏杀菌属热杀菌技术的一种,杀菌和酶钝化效果很好,但会导致产品营养成分、风味及色泽改变,造成产品质量下降[2]。近年来研究较多的是果汁非热处理技术,特别是超高压(Ultra-High Pressure,UHP)处理技术,一般将100~1000 MPa的静态液体压力施加于包装好的固态或液态食品上并保持一段时间,可以起到杀菌灭酶和保鲜加工的目的,该技术因为不会发生共价键断裂,在加工食品中化学变化很小,因此,感官特性、营养物质,特别是目前具有较高商业价值的生物活性化合物,不会遭受重大损失,尤其在灭活微生物和延长保质期的同时,可以更好地保留果汁的营养成分和感官品质[3,4]。据报道,利用UHP技术对草莓汁[5]、杨桃汁[6]、猕猴桃汁[7]、橙汁[8]等进行灭菌处理均取得了良好效果。
雪花梨以果肉洁白如玉、似霜如雪而得名,具有清咽利喉、止咳化痰、解酒等多种功效[9]。在河北、河南、山东等省份均有种植,其中河北赵县雪花梨种植面积最大,年产优质雪花梨30多万t,为我国地理标志产品。梨汁是雪花梨主要加工产品之一,生产中采用巴氏杀菌技术处理所导致的后熟味道和香味变淡是影响产品选购的主要因素之一。因此,开展雪花梨汁非热处理加工技术研究和产品开发具有重要意义。本文以卫生情况和感官品质为评价指标,通过单因素试验和响应面法研究了雪花梨汁 UHP处理优化工艺条件,以期为雪花梨汁生产技术改进和产业发展提供技术支持。
1 材料与方法
1.1 材料
雪花梨,于2020年10月初购于河北省赵县,选择可溶性固形物含量(soluble solids content,SSC)12.0%左右的果实,除去病虫和腐烂果,于0 ℃冷库贮藏备用;L-抗坏血酸钠、无水柠檬酸均为食品级,河北百味生物科技有限公司;PDA培养基、氯霉素、琼脂,北京酷来搏科技有限公司;胰蛋白胨、酵母浸膏,OXOID;D-无水葡萄糖(AR),上海易恩化学技术有限公司。
1.2 仪器设备
HPP 600 MPa超高压食品处理装置,包头科发高压科技有限责任公司;JYL-CO12榨汁机,九阳股份有限公司;SF200-250塑料薄膜封口机,温州市兴业机械设备有限公司;MLS-3780-SV高压蒸汽灭菌锅,日本三洋电机株式会社;BSD-250振荡培养箱,上海博迅实业有限公司医疗设备厂;PAL-1数显糖度计,日本ATAGO;pH计,OHAUS Starter 3100;CR-400色差仪,日本KONICA MINOLTA;SA402B电子舌味觉分析系统,日本;GCMS-TQ8040气相色谱质谱联用仪,日本岛津。
1.3 试验方法
1.3.1 样品制备
取雪花梨果实,清水洗净沥干,去皮、去核、切块(加入0.5% L-抗坏血酸钠进行护色)、打浆,纱布过滤去渣留汁,用无水柠檬酸调节pH值后分装于无菌袋中,一部分进行真空热封口后进行超高压处理,制备超高压处理样品,并以未经超高压处理梨汁为对照样品(CK)。
1.3.2 单因素试验
综合文献报道和预试验结果,以菌落总数、霉菌酵母菌数和色度为评价指标,在雪花梨原汁(pH值5.7)经400 MPa单次处理10 min的基础条件上,设置处理压力(100、200、300、400、500 MPa),保压时间(5、10、15、20、25 min),处理次数(1、2、3、4、5 次)和果汁pH值(5.7、5.0、4.5、4.0)。
1.3.3 菌落总数、霉菌酵母菌数
分别按照GB 4789.2-2016《食品安全国家标准 食品微生物学检验 菌落总数测定》[10]和 GB 4789.15-2016《食品安全国家标准 食品微生物学检验霉菌和酵母计数》[11]规定的方法对样品进行菌落总数、霉菌酵母菌数检测,结果表达为菌落数的对数形式,单位为lg CFU/mL。
1.3.4 色度
使用CR-400色差仪进行测定,以标准白板校正后测定样品的L*值(明暗)、a*值(红绿)、b*值(黄蓝),并计算处理样品与CK的总色差ΔE[12]。
1.3.5 感官评分
挑选5位经过专业培训的感官评价人员,分别对梨汁的组织状态、香气、口感进行评分,将总分取平均值作为感官评价的最终得分[13,14],总分最高9分,具体感官评分标准见表1。
1.3.6 响应面优化试验
根据单因素试验结果,使用 Design-Expert 8.0.6软件,以综合评分(Y)为响应值,选择处理压力(A)、处理时间(B)、初始 pH值(C)为自变量,设计 3因素3水平响应面试验,因素与水平见表2。

表1 感官评分标准Table 1 Sensory evaluation standard
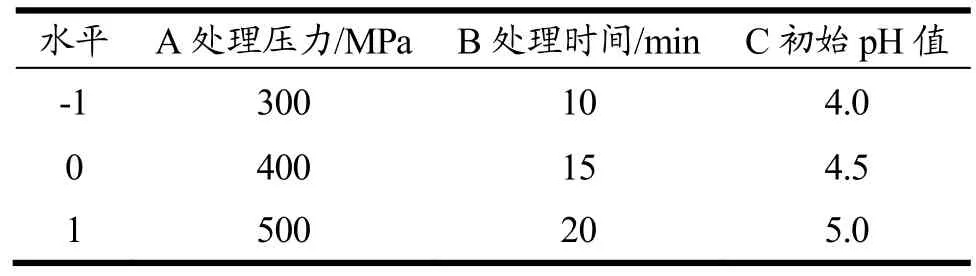
表2 响应面优化的因素与水平Table 2 Factors and levels of response surface optimization
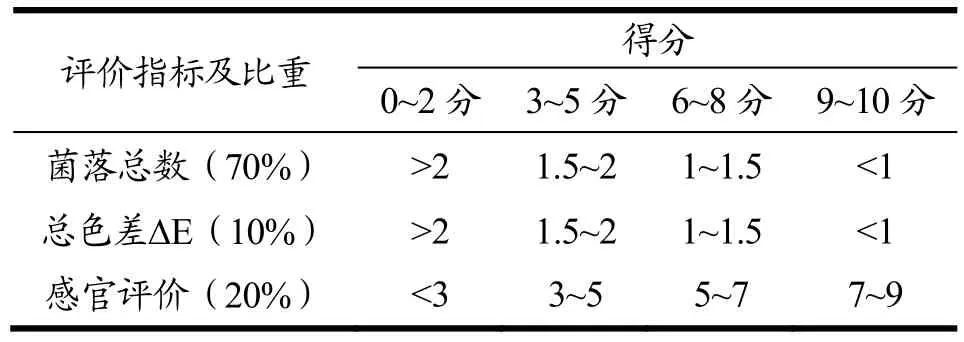
表3 响应面优化工艺试验综合评分表Table 3 Comprehensive score table of response surface optimization process test
依据国标要求,在使果汁达到国家卫生标准的同时,应保证杀菌对其风味、外观指标的影响最小。本文参照杨天歌等[15]的评价方法,选择菌落总数、总色差ΔE及感官评分自行制定超高压处理雪花梨汁效果综合评分方案,具体评分情况见表3。
1.3.7 味觉分析
通过电子舌味觉分析系统对样品的酸味、苦味、涩味、鲜味、咸味和甜味进行检测。清洗液:正极为0.1 mol/L KCl-0.1 mol/L KOH-30%乙醇水溶液,负极为0.1 mol/L HCl-30%乙醇水溶液;基准液:30 mmol/L KCl-0.3 mmol/L酒石酸水溶液;取样品30 mL于品尝杯中进行测定。
1.3.8 挥发性成分
利用GC-MS对梨汁的挥发性物质进行检测。取10 mL梨汁置于顶空螺纹口样品瓶中,依次加入3 g NaCl、200 μL 3-壬酮(1 μg/mL),于 40 ℃金属浴中平衡30 min后,吸附30 min。气相色谱条件:色谱柱:DB-5ms(0.25 μm,0.25 mm×30.0 m);程序升温:初温40 ℃,保持1 min,以2 ℃/min速率升到100 ℃,再以 4 ℃/min升至 190 ℃,保持 2 min,最后以10 ℃/min速率升到230 ℃,保持5 min;解吸时间3 min,接口温度250 ℃,进样口温度250 ℃,载气为He,载气流量3 mL/min,无分流进样。质谱条件:电离方式为电子轰击电离,离子源温度为200 ℃,电子轰击能70 eV;采集方式为Q3SCAN,扫描范围为m/z45~500。
定性分析:根据匹配质谱数据库NIST17及保留指数进行定性分析。
1.4 数据分析
结果以 3次重复的平均值±标准差表示;采用Microsoft Excel 2010软件及SPSS 21.0软件处理数据,以Design-Expert.V8.0.6软件绘图,p<0.05代表差异显著具有统计学意义。
2 结果与分析
2.1 单因素试验结果
2.1.1 压力对雪花梨汁超高压处理结果的影响
由表4可知,与CK相比,UHP处理雪花梨汁中菌落总数、霉菌酵母菌数均明显减少(p<0.05),且100~500 MPa范围内不同压力组间差异显著,说明随着压力升高微生物灭活效果增加,压力为400 MPa时,雪花梨汁已达商业无菌状态(<2 lg CFU/mL);压力达到500 MPa时,果汁中菌落总数及霉菌酵母菌数均为0,可能是UHP条件下细胞膜的流动性和渗透性被破坏,细胞膜的部分功能改变,导致微生物细胞死亡的机率随之增加[16,17]。各组梨汁的a*值为负值、L*值和b*值均为正值,与梨汁呈黄色一致。与CK相比,UHP处理雪花梨汁的 a*值无变化,L*值和 b*值均明显减小,但不同处理压力组间无差异,吕长鑫[2]对南果梨的研究也得到类似结果,总色差ΔE均为0.5左右,说明超高压可以使梨汁颜色变深,但压力变化对果汁颜色影响不明显[18]。综合考虑选取处理压力为400 MPa作为响应面分析的中点水平。
2.1.2 处理时间对雪花梨汁超高压处理结果的影响
处理时间对超高压雪花梨汁各评价指标的影响结果见表5,与CK相比,在5~25 min范围内,处理后雪梨汁的菌落总数和霉菌酵母菌数均随处理时间的延长迅速减少,各处理时间组间差异显著(p<0.05),处理时间为 15 min时,霉菌酵母菌数低于 1.3 lg CFU/mL,已符合卫生要求,这与ZHANG的研究结果一致,即延长处理时间可有效增加大多数致病菌的灭活效果[19];超高压处理对梨汁a*值无影响,马越对鲜榨番茄汁的研究中也得到了类似结果[20]。但会使L*值、b*值均明显降低,不同处理时间组无差异,总色差ΔE均0.5左右,说明处理时间对颜色的影响不明显。综合考虑选取处理时间15 min。
2.1.3 处理次数对雪花梨汁超高压处理结果的影响
由表6可知,UHP处理雪花梨汁中菌落总数及霉菌酵母菌数均显著降低(p<0.05),但处理次数之间无差异,而马婧将猕猴桃果汁经400 MPa加压1次时菌落总数≤100 CFU/mL,加压2次时,杀菌率可达100%,提高处理次数明显提高了微生物的灭火率[21],这可能与果汁本身性质及果汁中微生物类群不同有关。处理后梨汁的 a*值无变化,L*值和 b*值均明显降低但不同处理次数组间无差异,与CK的总色差ΔE均0.5左右,颜色变化略明显,可能与超高压处理使某些成分发生化学变化,改变蛋白的次级结构,引起蛋白变性,酶活性改变,使果汁发生酶促褐变有关[22]。所以这里选择单次处理。
2.1.4 果汁pH值对雪花梨汁超高压处理结果的影响
由表7可知,随pH值降低,UHP处理雪梨汁中菌落总数及霉菌酵母菌数不断减少,说明果汁pH值降低有利于提高灭菌效果;pH值为4.0时,细菌总数和霉菌酵母菌数均为0,杀菌率达到100%。随pH值升高,L*值不断减小,说明果汁亮度变暗;a*和 b*值不断减小,说明果汁颜色自蓝红色向黄绿色变化;总色差ΔE不断增大,说明pH值对雪梨汁的颜色影响显著,这可能与超高压会增加多酚、Vc等氧不稳定成分与氧气的接触,引起褐变有关[23],HUANG认为颜色的变化还与氨基酸、还原糖、蛋白质等分子在压力作用下会发生美拉德反应有关[24]。综合考虑,选取初始pH值为4.5。
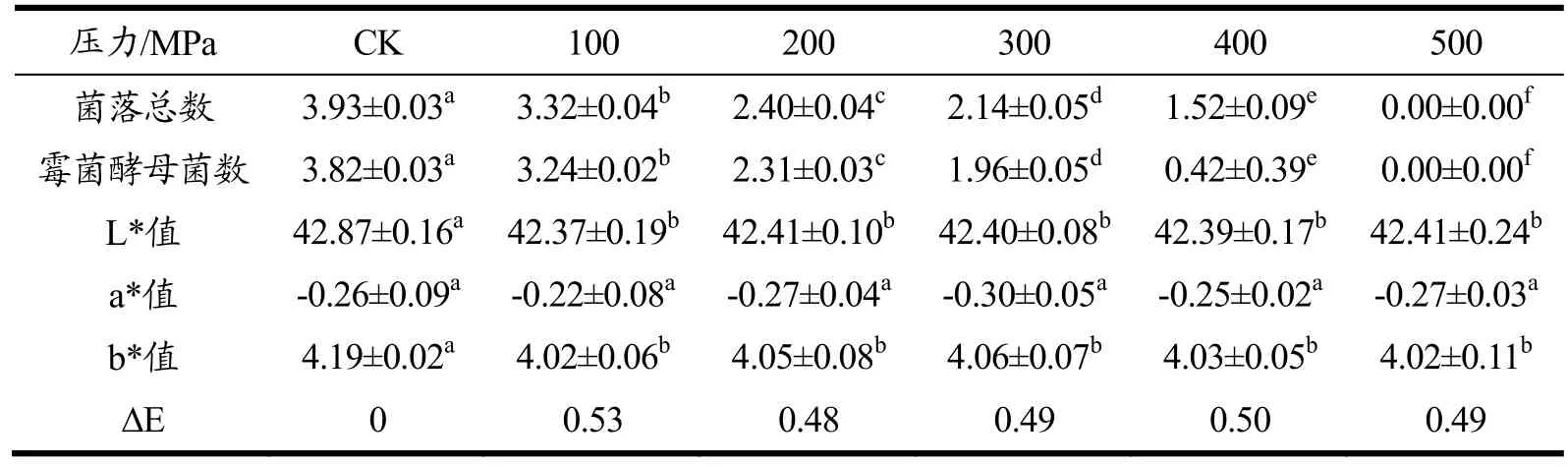
表4 处理压力对雪花梨汁各指标的影响Table 4 Effects of processing pressure on indexes of ‘Xuehua’ pear juice

表5 处理时间对雪花梨汁各指标的影响Table 5 Effect of processing time on indexes of ‘Xuehua’ pear juice

表6 处理次数对雪花梨汁各指标的影响Table 6 Effect of processing times on indexes of ‘Xuehua’ pear juice
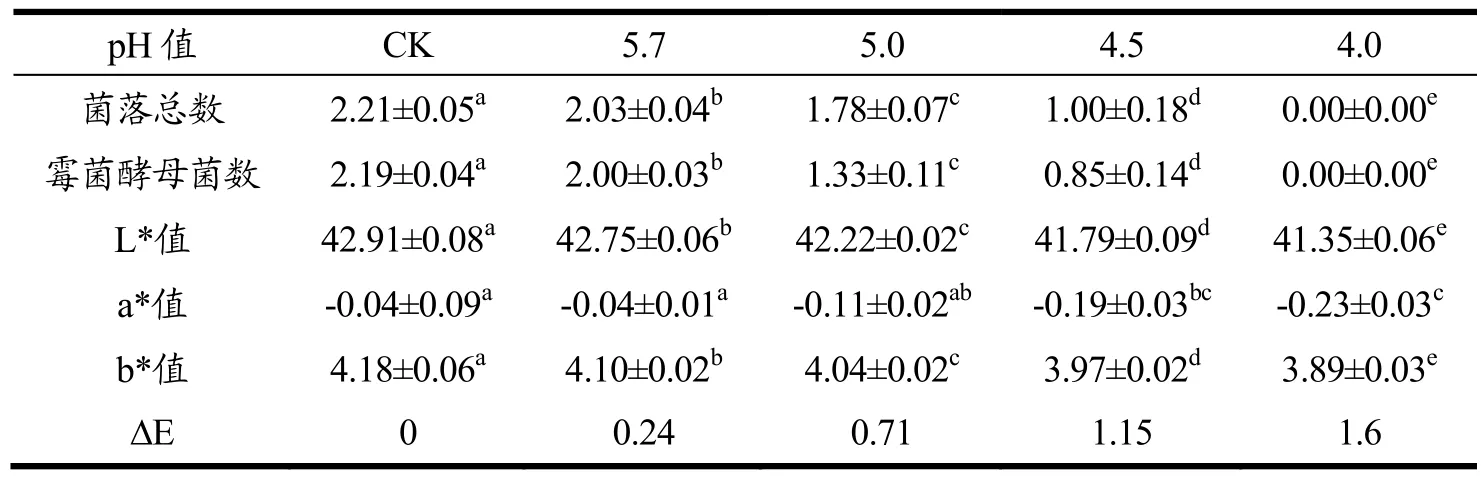
表7 pH值对雪花梨汁各指标的影响Table 7 Effect of pH value on indexes of ‘Xuehua’ pear juice
2.2 响应面试验结果
以综合得分为响应值,通过响应面法对超高压灭菌的压力、时间和果汁pH值进行分析,试验方案和结果见表8。

表8 响应面优化试验设计与结果Table 8 Design and results of response surface optimization experiment
用Design-Expert 8.0.6软件对表8数据进行回归分析,得到多元二次回归模型:Y=8.60+0.43A+0.25B-0.39C-0.098AB+0.13AC+0.14BC-0.22A2-0.39B2-0.31C2,其方差分析结果见表9。可知,模型差异显著(p<0.0001),失拟项相对于纯误差不显著(p=0.5405>0.05)。模型决定系数 R2=0.9829,R2adj=0.9608,说明该模型综合评分的实测值与预测值之间具有较高的拟合度。模型的变异系数(coefficient of variation,CV)为1.34%,相对较低,表明该实验值可靠性较高。此方程可预测雪花梨汁超高压处理效果。根据F值的大小及模型系数的显著性可知,各单因素对超高压灭菌雪花梨汁综合评分影响的显著性由大到小依次为:压力(A)>初始pH值(C)>时间(B)。AB、AC两项对综合评分无显著影响,BC对综合评分影响显著,其他项 A、B、C、A2、B2、C2对超高压处理雪花梨汁综合评分影响均极显著(p<0.01)。

表9 回归模型方差分析Table 9 Variance analysis of regression model
以综合评分为响应值绘制各因素的响应曲面图,并分析处理压力、处理时间和初始pH值间的交互作用,结果见图1。该组相应曲面图显示了单因素A、B、C中任意一个变量取零水平时,其余两个变量对综合评分的影响。响应面图弯曲程度越大,代表该因素对综合评分的影响也越大,但当两个因素间存在交互作用时,一个因素在另一个因素的不同水平对综合评分的影响过程存在差异。处理压力(A)与处理时间(B)、处理压力(A)与初果汁pH值(C)的交互作用不明显,处理时间(B)与初始pH值(C)交互作用明显,与方差分析结果一致。
超高压处理雪花梨汁最优工艺条件为:处理压力481.46 MPa,处理时间15.69 min,初始pH值4.28;在该最优条件下,处理梨汁的评分预测值为8.8767分。考虑到实际生产,将最优处理工艺条件参数调整为处理压力480 MPa,处理时间16 min,初始pH值4.3。按优化的处理条件进行3次平行试验,结果取平均值,得到处理梨汁的综合评分实际值为9.05分,说明最优处理工艺条件可靠,可用于实际生产。
2.3 UHP处理雪花梨汁感官品质
在优化工艺条件下制备超高压处理雪花梨汁,并分别用电子舌和GC-MS对产品的风味和挥发性物质组成进行分析。
2.3.1 味觉特点
味觉分析系统是可以利用整体选择性的多通道味觉传感器,将呈味物质转换成电信号存储于计算机中,从而模拟人的舌头进行感官鉴评,在食品感官品质分析中应用广泛。本文对雪花梨汁的酸味、苦味、涩味、鲜味、咸味、甜味进行了分析,各味觉的特征值见图2。雪花梨汁共检测到酸味、苦味、涩味、苦味回味、涩味回味、鲜味、丰富度、咸味、甜味9种,其中酸甜和鲜味为主要风味。数据表明,UHP处理和CK梨汁的味觉特征值无差异(图2),说明超高压处理能较好的保留雪花梨汁的感官风味。
2.3.2 GC-MS检测结果
CK与UHP雪花梨汁中均检测到13种挥发性成分,其中醛类3种、醇类2种、酯类3种、烷烃类3种、酮类和烯烃各1种。比较得出,两组样品各挥发性成分种类和含量无明显差异(表10),说明UHP处理对雪花梨汁挥发性物质保留较好,可以更好地保留梨汁的香气成分。
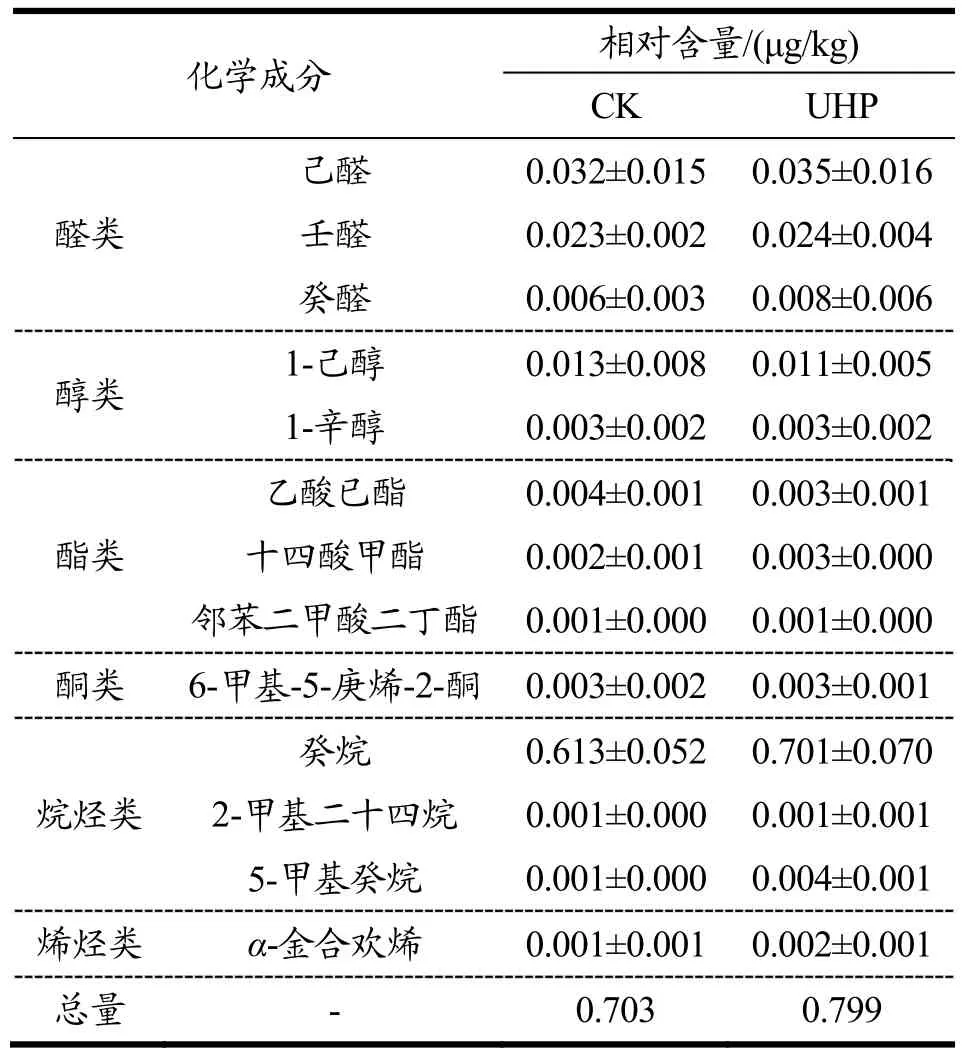
表10 雪花梨汁挥发性物质Table 10 Volatile compounds in ‘Xuehua’ pear juice
3 结论
本研究结果显示,超高压处理显著降低雪花梨汁的微生物数量,且变化与压力和时间相关,受循环次数影响不明显;随果汁pH值降低可提高灭菌效果,使果汁亮度变暗、颜色自黄红向蓝绿色变化。响应面试验结果显示,各单因素对 UHP雪花梨汁综合评分的影响为压力(A)>初始 pH 值(C)>时间(B),AB、AC双因素对综合评分无显著影响,BC对综合评分影响显著,与单因素结果相呼应。UHP杀菌处理对雪花梨汁的感官品质无明显影响。雪花梨汁超高压处理的最佳工艺条件为:果汁pH值4.3,于480 MPa下单次持续处理16 min,优化处理后的雪花梨汁的微生物指标满足国家卫生标准要求,色泽呈淡黄色,带有雪花梨本身的香气,酸甜比例适中,口感较好,综合评分为9.05分。
猜你喜欢
无线互联科技(2022年2期)2022-04-20
现代食品(2022年6期)2022-04-19
科教新报(2022年5期)2022-02-28
农家致富顾问·上半月(2021年6期)2021-12-26
复旦学报(医学版)(2021年4期)2021-08-05
延边大学学报(自然科学版)(2021年2期)2021-07-29
食品安全导刊(2020年17期)2020-12-04
食品安全导刊·中旬刊(2020年6期)2020-07-28
食品界(2019年2期)2019-03-10
作文周刊·小学四年级版(2016年31期)2017-04-15
