低温微量润滑加工技术研究进展与应用
2022-03-18 08:14刘明政李长河曹华军张乃庆周宗明
中国机械工程 2022年5期
刘明政 李长河 曹华军 张 松 陈 云 刘 波 张乃庆 周宗明
1.青岛理工大学机械与汽车工程学院,青岛,2665202.重庆大学机械与运载工程学院,重庆,4000443.山东大学机械工程学院,济南,2500614.成都工具研究所有限公司,成都,6100005.四川明日宇航工业有限责任公司,什邡,6184006.上海金兆节能科技有限公司,上海,2004367.汉能(青岛)润滑科技有限公司,青岛,266100
0 引言
目前,切削仍然是金属材料最重要的机械加工方式。切削加工过程中,改善切削界面的摩擦学性能是提高切削性能的关键要素。切削液的使用已有数百年历史,在金属切削过程中发挥了显著的冷却润滑作用。在实际生产中,因刀具与工件之间剧烈摩擦,切削区长时间处于高温状态,导致切削液出现局部沸腾现象,大量微气泡形成的连续油气膜导致热阻大幅提高,严重降低热量传递效率[1]。切削液使用量巨大且受热挥发形成的微颗粒严重危害工人身体健康,不符合清洁生产的标准。浇注式冷却需要复杂的切削液循环系统,成本高昂。据统计,在欧洲汽车制造业,刀具成本通常只占生产成本的2%~4%,而切削液相关成本已超过刀具成本,占到生产成本的7%~17%[2]。因此,清洁低耗的冷却润滑工艺取代浇注式已成为必然。
随着机械工业的发展,绿色清洁制造已成为未来机械制造领域必然的发展趋势。经过国内外学者大量的研究和实践,目前成熟应用的绿色切削技术主要有干切削和微量润滑辅助切削。虽然这两种技术应用效果良好,但依然存在不可忽视的缺陷。
(1)干切削的优点是不使用切削液,避免了急冷现象,减少了工件表面微裂纹的产生,且无需废液处理,降低了生产成本,清洁无污染;缺点是需在特殊工艺条件下针对非难加工材料才会体现出理想效果,局限性强。对于难加工金属材料,切削区高温导致切屑严重黏附在刀具上,加剧刀具磨损和工件表面质量恶化,因此,干切削不适用于难加工金属材料。
(2)准干式微量润滑(minimum quantity lubrication, MQL)技术是通过高速气体将雾化微液滴喷入切削区,减轻刀具与工件间的摩擦。基于绿色加工要求,植物油替代传统矿物油作为基础油,同样具有良好的润滑性能,还因可生物降解而对环境无污染[3]。但MQL冷却性能不足,高温易导致油膜破裂、解吸附甚至氧化失效,切削区域不能形成连续的油膜润滑。纳米流体微量润滑(nanofluids minimum quantity lubrication, NMQL)技术是以MQL技术为基础发展起来的新型冷却润滑方式。通过在润滑油中添加高热导率的纳米粒子,实现强化换热,改善界面的摩擦性能[4]。但在切削区高温环境(600 ~1000 ℃)下,纳米粒子的换热能力依然有限,与MQL相比温度下降比例仅为10%~15%。实际生产中,MQL或NMQL用于非难加工材料,如中低碳钢[5]、铝合金[6]、镁合金[7]等,且已取得了良好的效果;对于难加工材料切削的极端环境,如钛合金[8]、镍基合金[9]、高强度钢[10]等,虽有增益,但降温上限值低,工件表面仍存在黏附点、烧伤点等缺陷,热耗散难题依旧无法被有效解决。
切削过程中热耗散困难已成为制约工件表面质量提高的技术瓶颈,亟需一种高效、显著、环保的冷却工艺。经过多年的实践应用,低温加工技术展现出优异的冷却性能[11]。低温技术具有0~-196 ℃的温度域,所应用的介质及其温度范围如下:①低温冷风(cryogenic air,CA),-50~0 ℃;②液态二氧化碳(liquid carbon dioxide,LCO2),-78.5~-25 ℃;③液氮(liquid nitrogen,LN2),-196~-80 ℃[12-13]。通过将低温介质喷射到切削区,基于低温介质的物理特性(如剧烈气化吸热、高流速等),利用巨大温差和增大换热面积进行强化换热,有效降低切削区温度。低温可以抑制工件热软化,适度增加工件表面硬度和减弱切屑对刀具的黏附作用,改善切削性能,既能提高工件表面质量,又能显著延长刀具寿命,实现增益效果。进一步,通过采用不同温度域值的低温介质以适应不同加工形式及对应参数,实现切削区温度维持在合理的低温区间,防止冷却不足或工件过度冷却硬化。但低温技术缺乏润滑性能,抗磨减摩能力有待提高。
随着技术进步,将低温和MQL(NMQL)进行有机结合的低温微量润滑(cryogenic minimum quantity lubrication, CMQL)技术实现了两种技术之间优势互补,既可大幅降低切削区温度,也可使油膜保持有效润滑能力,对提高工件质量起到关键作用,体现出独特优势。
本文综述了典型金属材料的低温微量润滑加工技术的研究进展和应用,归纳了CMQL装置在不同加工方式下的应用形式及工艺特点,分析了CMQL技术的作用机理,对比分析了CMQL技术在车削、铣削及磨削加工中相对于微量润滑技术或低温技术在降低切削热、力及提高表面质量方面的效果,通过综述分析得出结论并展望CMQL加工技术的发展前景,旨在为CMQL技术基础研究和工程应用提供参考。
1 低温微量润滑应用形式研究
CMQL技术在各种加工工艺(如车削、铣削、钻削、磨削)中的供给形式不同,所产生的效果也不相同。一般来说,切削加工中的低温/润滑介质是通过不同类型输运管道及其喷嘴以射流的方式喷射到切削区。介质供给形式主要分为两种:①介质通过外置刀具或工件附近的输运管道及喷嘴喷射(简称“外喷式”);②介质通过内置在刀具或刀柄中的输运管道及喷嘴喷射(简称“内喷式”)。目前,关于不同加工方式低温和润滑介质供给的研究集中在外喷式,因为不用改造机床就能实现。随着技术的发展,在铣削和钻削过程中,通过对机床主轴、刀柄和刀具进行内部结构改造,已实现低温或润滑介质内部供给,精确输送到切削区。对于车削,通过在刀柄内部设置通道,将低温介质引流至加工区域,进而实现集成化加工。
1.1 CMQL外喷式
外喷式冷却是指低温和润滑介质通过外置输运管道及其喷嘴,在高压及一定距离和角度条件下,以射流的形式喷射到切削区域。每种加工方式均可使用LN2、LCO2和CA三种低温介质,典型应用如图1所示[14-16]。外喷式冷却系统的优点在于结构简单、操作简便,只需将低温和润滑介质输运装置固定在机床相应位置,无需改造机床结构。常规单喷嘴存在冷却-润滑介质难以完整覆盖刀具实际工作面的问题,为解决这一问题,PUSAVEC等[17]设计了“多喷头-指向式”射流喷射的结构,通过改变喷嘴数量和位置实现介质覆盖刀具有效工作面。目前新型供给装置是通过优化刀架结构实现,BIERMANN等[18]在刀架上安装了输送低温-润滑介质的多管道嵌套装置,低温介质出口位于喷管尖端,MQL出口位于喷管本体的中部,润滑油雾化微液滴到达喷管尖端后,受到低温射流的携带作用而混合,有效覆盖前后刀面。

图1 三种低温介质典型加工应用形式[14-16]Fig.1 Three typical processing applications of cryogenic medium[14-16]
鉴于不同加工形式的特征,外喷式冷却更适用于车削和磨削。对于车削,内喷需在刀具体内设置通道,如在车刀刀刃附近开设通道,这会降低刀体强度,缩短刀具寿命,且车刀固定在刀架,外喷有利于低温介质有效覆盖刀面及切削刃。对于磨削,虽然已有内供液式砂轮,但不适合超低温介质,且内部结构改造复杂,成本高昂,没有实用价值,而砂轮高速旋转,外喷有利于将低温介质带入磨削界面,有效发挥换热作用。
对于铣削,铣刀(立铣刀或盘铣刀)的切削刃或刀片均是间隔排布,高速旋转过程将产生气流场,显著降低外部介质的射流速度,导致进入切削区的有效流量率下降。对于钻削,钻孔空间封闭性强,低温射流难以有效进入,无法有效发挥冷却效果[19]。铣削或钻削的加工特性及刀具的特殊结构决定了内喷式是最佳冷却方式。
1.2 CMQL内喷式
内喷式冷却已逐渐成为铣削或钻削加工过程中冷却介质的主流供给形式。通过刀具、刀柄和机床主轴的内部结构改造,可以实现将低温-润滑介质由内腔通道精确喷射到切削区,提高了介质利用率,实现定点定量冷却。以铣削为例,立铣刀中间设有内部供给通道,通道充分考虑了介质流动条件、切削刃与通道间的热阻以及刀体机械结构强度,如图2a所示。除了单直通道,内喷式立铣刀内通道结构还有双直通道(double straight channel, DSC)和双螺旋通道(double helical channel, DHC)两种[20],如图2b所示,其中,钻削过程常用双螺旋通道结构的钻头。内通道结构会对微液滴粒径分布产生明显影响,出口可以设置在不同的位置,以适应不同加工条件。例如,针对非难加工材料,出口可引导低温介质(LN2、LCO2)离开工件,以防止过度冷却而引起尺寸变化[21],如图2c所示;针对难加工材料,出口可引导低温介质喷到加工表面,增大降温幅度,保证零件表面完整性[20],如图2d所示;针对大切深加工,出口可设在铣刀端部,确保低温介质有效喷到切削界面[22],如图2e所示。

(a)单直通道

(c)背向喷射 (d)前向喷射 (e)底部喷射图2 内喷式铣刀通道结构及喷射方式[21-22]Fig.2 Tunnel structure and jet mode of internal-jetmilling cutter[21-22]
对于LN2,润滑油无法溶于LN2并且在-196 ℃下会凝结成固体,导致喷嘴堵塞,因此无法将冷却介质和润滑介质混合后通过一个喷嘴喷出。LN2通常通过内通道供给,微量润滑油通过外通道供给。LCO2或CA也可采用内外供给的形式。LCO2,尤其是超临界二氧化碳(supercriti-cal carbon dioxide,scCO2),相比于LN2的最大优势是对润滑油具有良好的溶解性,这使得LCO2或scCO2与微量润滑油混合后喷射到切削区成为可能。此外,LCO2和MQL之间没有负相互作用。与scCO2相比,LCO2更容易处理和获得,在机械加工领域应用更加广泛。GRGURAS等[23]对不同极性润滑油在LCO2中的溶解度、射流雾化后液滴粒径分布及刀具寿命进行了对比研究,结果表明非极性润滑油溶解度高,雾化后粒径均匀且相同切削参数下刀具寿命更长。BERGS等[24]比较了两种输运方式下铣刀寿命,结果表明LCO2和微量润滑油混合后通过单通道喷射能够有效到达切削区起到冷却-润滑作用,大幅延长铣刀寿命,如图3所示。
使用LCO2作为冷却介质的新型CryotecTM铣刀为盘式结构[25],其刀柄内部设有两个同心通道,内层通道(绿色)输送LCO2,外层通道(红色)输送MQL,实现LCO2和润滑介质分离,如图4所示。同心通道在主轴末端分裂成多个通道,指向各个刀片。在主轴高速旋转过程中从内部将冷却-润滑介质喷射到切削区,极大提高了渗透率。然而,该方法需要改造机床结构以匹配适合安装刀柄的主轴。

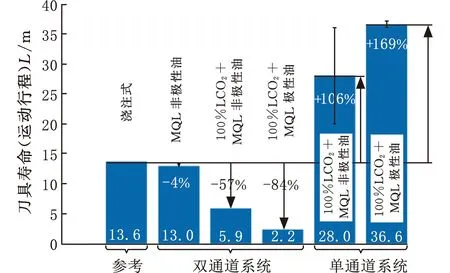
图3 LCO2+MQL两种供给方式的应用效果对比[24]Fig.3 Comparison of application effect of two kinds ofLCO2+MQL supply methods[24]
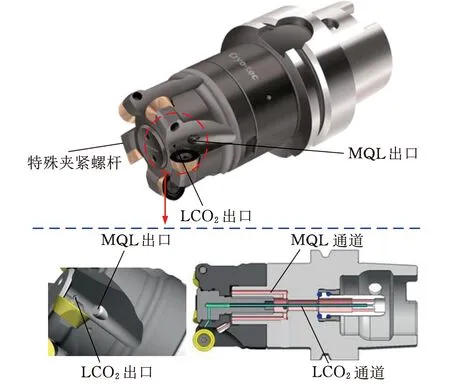
图4 新型CryotecTM铣刀内部结构[25]Fig.4 Internal structure of new CryotecTMmilling cutter[25]
为实现不改造机床结构就能将低温介质输运到工作界面,内喷式刀柄转接装置应运而生。以铣刀为例,内喷式刀柄转接装置主要由刀柄主体和转接器组成,如图5a所示。刀柄主体实现机床主轴与铣刀的连接。转接器固定于主轴箱体上,轴承实现LN2通道与主轴相对转动。LN2从接口流入刀柄主体内部的环形空腔中,通过铣刀的内部通道,从铣刀端部或者侧面喷出[26]。盘铣刀同样也可在不改动主轴结构的基础上应用转接刀柄实现低温介质的输运[27],如图5b所示。针对内喷式刀柄转接装置的性能,李宽等[28]仿真分析了输运LN2条件下刀柄主体的温度场,结果显示覆盖聚四氟乙烯隔热层能有效保证轴承、锥形夹头正常工作。TAHMASEBI等[22]采用流体动力学的方法探究了LN2输运过程的流动特性以及空化效应、隔热性能、喷嘴形状对输运效率的影响,结果表明改善隔热性能有助于将LN2输送到铣刀出口,提高冷却性能。

(a)内喷式立铣刀刀柄转接装置

(b)内喷式盘铣刀刀柄转接装置图5 内喷式铣削刀柄转接装置[26-28]Fig.5 Internal jet milling tool holder adapter[26-28]
相较于外喷式冷却,内喷式冷却具有精准、直接、高效的特点,并且装置整体集成度高,但内喷式冷却对相关装备(刀具内通道结构、刀柄隔热/密封性能及机床集成性)与低温介质输运/调控技术的要求高,实施难度大。具体表现为高压强制流动的低温介质严重影响主轴内部关键部件的结构和材料性能,进而降低隔热和动密封作用,导致低温介质泄漏与热损失,且难以避免超低温对主轴精度的影响。另外,从容器中释放后的LN2或LCO2会发生剧烈的相变过程,输运过程中难以维持低含气率,难以稳定流量、压力和温度。因此,开发性能稳定的内喷式刀柄、集成化低温介质输运-机床结构以及介质调控系统已成为内喷式冷却应用亟待解决的科学问题。
基于此,王永青等[29-30]提出了局限空间内定向导引与热阻强化的隔热方法,研制了确保LN2稳定输运的中空隔热主轴和刀柄,并发明了国内首台LN2内喷式加工机床CVM600以及LNC-100型独立式LN2流量调控装置,如图6所示。试验结果表明主轴隔热、密封性能良好,LN2输运稳定且调控精准度高。进一步,王永青等[31]探究了LN2内喷式主轴迷宫密封件的结构变形对密封性能的影响规律,结果显示,超低温环境下,密封件收缩变形导致迷宫密封间隙明显增加,-188 ℃条件下LN2泄漏量是原来的2倍,密封性能降低。熊伟强等[32]提出了新型scCO2+MQL技术,发明了scCO2复合喷雾系统及其专用喷嘴,并应用于难加工材料切削试验研究中。

(b)液氮内喷式超低温冷却加工机床图6 内喷式超低温冷却加工机床及LN2调控装置[31]Fig.6 Internal jet injection type ultra-low temperaturecooling processing machine and LN2 control device[31]
1.3 CMQL装置类型及适应性
不同切削形式的工作特征存在差别,如刀具结构、刀具运动形式,这就导致CMQL装置对不同切削类型产生不同的适应性和冷却-润滑效果。对CMQL装置适用性的归纳总结如表1所示。
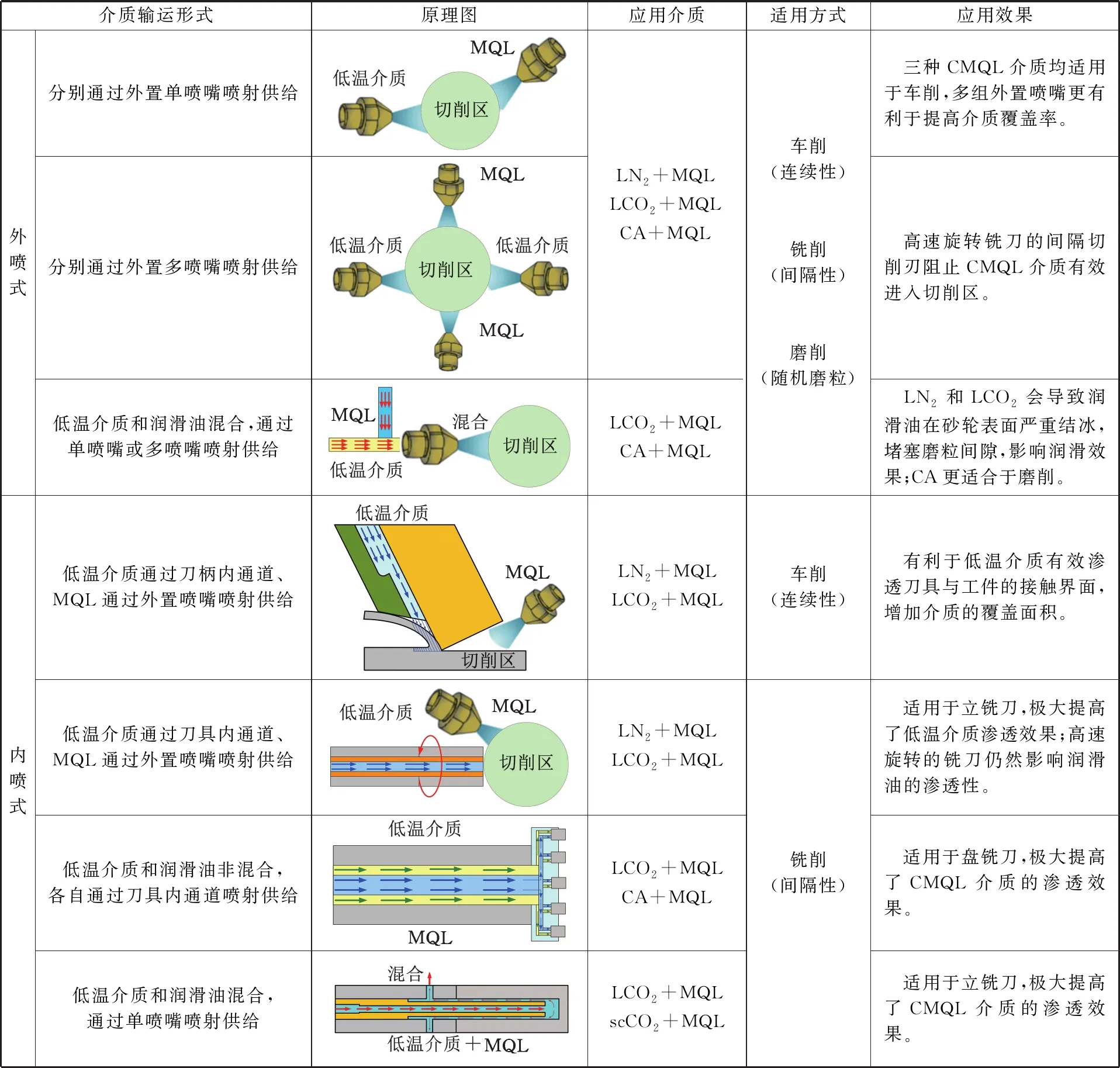
表1 CMQL装置在不同加工形式下的适应性和效果
2 低温微量润滑作用机理
由于难加工金属材料的高强度和低导热性,其切削过程中复杂的热力作用是影响工件表面质量的主要原因。低温技术和MQL(NMQL)技术的工作原理完全不同,两者结合之后的冷却-润滑机制会发生变化。CMQL可以通过改变工件材料的本构关系来影响热软化效应。CMQL对切削热、力及工件表面质量的影响规律是需要解决的科学问题。
2.1 CMQL润滑机理
微量润滑油(植物油)在高压高速气体携带作用下以气雾形式渗入切削区,通过极性基团吸附在刀具与切屑界面以及刀具与工件界面形成边界润滑膜,在一定程度上隔阻了刀具前刀面与切屑以及后刀面与工件界面的直接干摩擦。但在切削区高速、高温、高压条件下,润滑油黏度降低,油膜变得稀薄并发生破裂,无法完全覆盖工件表面的微沟槽。另外,超过临界温度后,润滑膜会出现解吸附现象,吸附膜失效,润滑性能下降,导致刀具与工件界面仍出现干摩擦,直至再次渗透浸润才能形成油膜,降低了润滑效果,进而影响了工件加工质量。
对于CMQL,低温状态下的润滑油黏度大,油膜厚度可使摩擦面保持完全隔开的有效状态,承载能力较高,如图7a所示;同时,低温介质使切削区温度维持在相对较低水平,不仅使润滑膜保持较高吸附性,还可避免高温导致油膜氧化失效,如图7b所示[33]。然而,低温会使微液滴表面张力和接触角出现一定程度的增大,引起油膜铺展面积减小,导致润滑油对刀具与工件界面毛细通道的渗透能力降低,对润滑能力产生一定影响,如图7c所示。
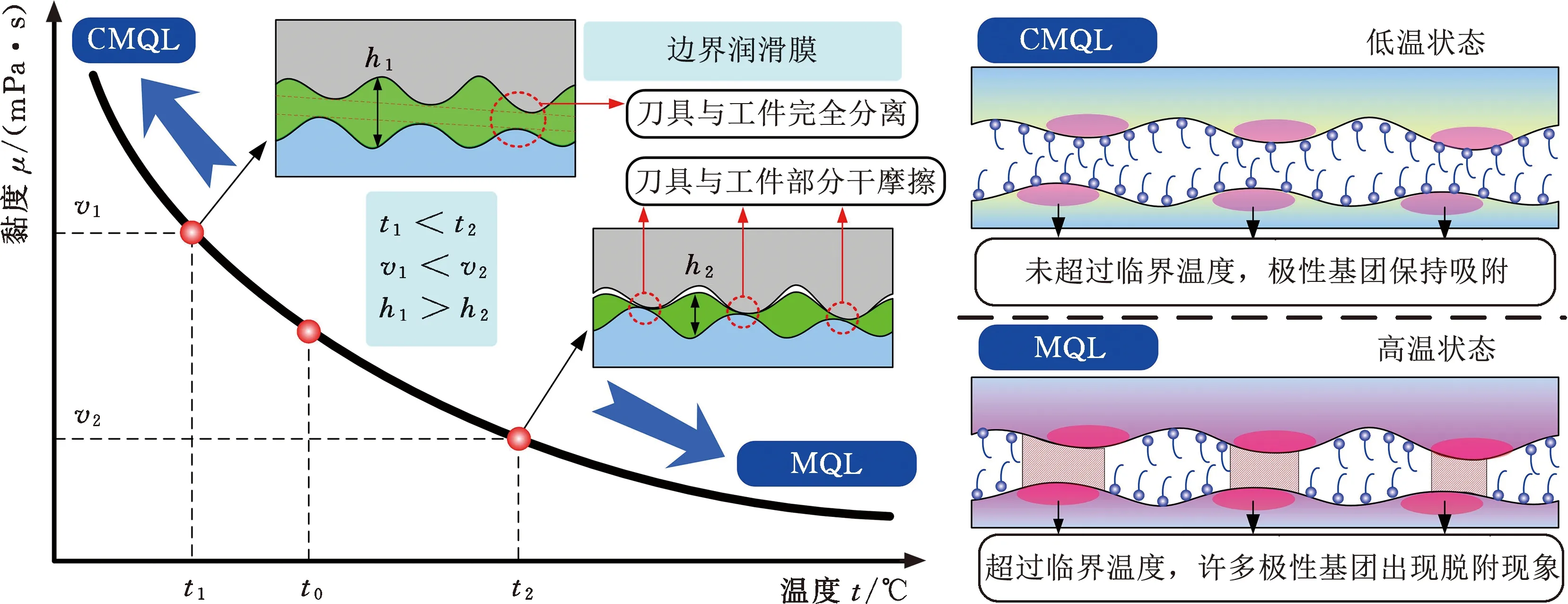
(a)CMQL和MQL对黏度影响 (b)CMQL和MQL对油膜活性影响

(c)CMQL和MQL对液滴润湿性影响图7 CMQL润滑机制[33]Fig.7 Lubrication mechanism of CMQL[33]
MQL的润滑性能并非绝对随着环境温度降低而升高。润滑油存在凝点,当环境温度高于凝点时,微液滴黏度在低温环境中逐渐升高,起到有效润滑和承载作用;当环境温度下降到润滑油凝点之下后,微液滴会凝固成冰粒,完全丧失流动性,难以有效在刀具与工件界面形成润滑膜。为保持MQL的润滑性能,低温介质和润滑介质的供给顺序十分重要:在浅冷条件下(温度高于凝点),可同时喷射两种介质;在深冷条件下(温度低于或远低于凝点),可先喷射润滑油,使其形成油膜,再喷射低温介质。这样即使温度过低,切削区温度仍可使油膜处于高黏度液态,防止结冰。
2.2 CMQL冷却机理
CMQL介质以射流的形式喷射到切削区,冷却-润滑介质耦合作用下的叠加降温机制如图8所示。

图8 CMQL叠加降温机制Fig.8 Superposed cooling mechanism of CMQL
(1)在切削过程中,冷却介质与切削区的刀具和工件进行换热时,遵循以下对流换热公式:
Q=hAΔT
(1)
式中,Q为切削热量,J;h为传热系数,J/(m2·K);A为换热面积,m2;ΔT为温差,K。
由式(1)可知,热量大小与切削区温差成正比,温差越大,交换热量越多,冷却效果越明显。从换热角度, LN2温度范围为-196~-80 ℃,与切削区高温形成巨大温差,降温效果最好,且对高速切削过程中的高温环境起到明显降温作用;LCO2/scCO2温度范围为-78.5~-25 ℃,适用于中等速度的切削过程;CA温度范围通常为-50~0 ℃,并且温度可控,可以根据实际情况进行调整以控制切削区温度。高速流动的低温冷风有助于增大对流换热面积,进一步增强换热能力。低温环境有利于提高润滑膜生存能力,有效减轻刀具与工件间的摩擦,抑制加工热效应。另外,低温介质可能导致润滑油凝固,在切削区摩擦界面发生润滑油由固态到液态的相变过程,吸收一定热量[34]。
(2)界面高温会减小金属材料表面/亚表面晶粒位错密度和界面密度,降低对位错的阻碍,进而加快位错运动速度;会改变位错的运动方式,使位错可在水平和垂直方向上攀移,更容易绕过小尺寸障碍。另外,高温会引起原子间距增大,金属键变弱而易断裂,容易发生塑性变形[35]。以上因素使金属材料纤维组织发生变化而引起热软化,导致摩擦加剧、切削热增加、切屑对刀具黏附作用加强,严重影响工件表面加工质量。切削过程中,工件表面硬度主要受加工硬化和温度影响。CMQL不仅可以冷却切削区域,还可以改变工件材料的性能,但低温和MQL的影响机制并不相同。MQL(NMQL)通过润滑油膜降低工件与刀具间的摩擦热,使工件材料对刀具黏合力减小,松弛黏附可以显著抑制工件塑性变形,减小加工硬化[36]。低温通过改变材料本构关系,使工件材料的晶粒变得细化和致密,抑制热软化,但可能存在过度硬化现象,即低温是通过影响材料的本构关系而从能量的本质上降低切削热。因此,应合理选用低温介质,使工件维持合适硬度,有效减小材料的断裂应变,进而降低断裂应变能。例如,对于中/低碳钢,可选用冷风浅冷辅助;对于钛合金、镍基合金等难加工材料,可选用LCO2或LN2深冷辅助。

图9 不同工况沸腾换热机制对传热系数的影响[38]Fig.9 Influence of boiling heat transfer mechanism onheat transfer coefficient under different conditions[38]
(3)在切削区被移除的热量中,除了低温介质强化换热移除的大部分热量外,还有一部分热量被润滑油的沸腾换热作用所移除[37]。沸腾换热过程可以分为自然对流换热、核态沸腾换热、过渡沸腾换热以及膜态沸腾换热4个阶段,如图9所示[38]。前两个阶段称为成核阶段,后两个阶段称为成膜阶段。在成核阶段,热导率随温度升高而增大,超过临界温度后到达成膜阶段,热导率迅速减小,进而换热效果显著降低。ZHANG等[38]研究了NMQL辅助磨削Ti-6Al-4V过程中引入CA对传热系数的影响,结果表明NMQL单独使用时降温能力有限,切削区温度超过临界温度,而CA+NMQL可以有效降低切削区温度,相较于NMQL下降了31.6%,温度阈值低于成核-成膜的临界温度,因而润滑油传热系数提高了50.1%,大幅增强了换热能力。
2.3 CMQL对切削力影响机理
切削过程中使用MQL(NMQL)可明显减小切削力,这是因为极性油雾颗粒吸附在刀具与工件界面形成一层物理膜,起到润滑和承载作用。在润滑油中添加的纳米粒子,如MoS2、碳纳米管、Al2O3等,进入刀具与工件界面起到“滚珠”作用,以滚动摩擦代替原本的滑动摩擦,可有效减小切削力。
低温介质(LN2、LCO2、CA)对刀具与工件界面的不同冷却程度会对切向力(主切削力)、轴向力(进给力)、径向力(背向力)的变化趋势产生不同影响。低温介质通常是喷射到前刀面、后刀面或同时喷到两者之上。以车削过程LN2冷却为例,喷到前刀面可降低刀具与切屑间的黏附作用从而减小摩擦力,但LN2的深冷作用会使工件产生一定程度硬化,使得克服材料变形难度增加,导致切削力增大[39]。材料硬化和减小摩擦的竞争关系影响低温加工过程中切削力的变化趋势,这与工件的冷却程度直接相关。
LN2在前刀面与切屑间隙的喷射深度影响工件冷却程度[40-41]。对于图10a所示的工况一,LN2直接喷射到切屑根部,冷却程度高,使工件材料硬度变大。虽然LN2可以减小摩擦力,但减小幅度小于工件深冷硬化后切削力增大幅度,因而主切削力增大。LN2单独喷射在后刀面或前刀面上时,相较于干切削,进给力分别下降2.3%、9.5%,表明摩擦力减小量大于切削力增大量;LN2同时喷前后刀面时,深冷作用使材料去除难度增加,切削力增大量大于摩擦力减小量,因此相比单独喷射前刀面,进给力增大,但幅度不大,只有1.7%。径向力增大是因为LN2使工件局部硬度增大,温度越低,硬化程度越高,径向力越大。
对于工况二,如图10b所示,LN2在前刀面喷射位置距离切屑根部相对较远,工件表面硬化程度低,所以材料去除对切削力的影响较小。此时,LN2喷射位置对工件与刀具界面摩擦力的影响将直接决定切削力变化。以主切削力为例,不同切削参数下,相较于干切削,同时喷射前后刀面的主切削力均减小,最大减幅为8.1%;只喷射前刀面相较于同时喷射前后刀面,主切削力最大增幅为8.8%,甚至大于干切削,这说明减小摩擦力能力下降。

(a)工况一:介质渗透切屑根部

(b)工况二:介质未渗透切屑根部图10 不同冷却程度对切削力的影响[40-41]Fig.10 Influence of different cooling degree on cutting force[40-41]
LN2深冷作用引起工件表面冷却程度的差异,导致切削力有不同变化趋势,这同样也适应于铣削和磨削过程。对于LCO2和CA,其冷却温度要远低于LN2,工件材料硬化程度要低得多,但对切屑黏附作用的抑制效果也相应下降。ELANCHEZHIA等[42]在磨削Ti-6Al-4V过程中发现,LCO2有效抑制热软化且工件表面未过度硬化,切向力和法向力分别减小21%和9%。SUN等[43]在车削Ti-6Al-4V时发现,使用CA(经过LN2冷却,温度约-130~-110 ℃) 的主切削力和径向力要大于常温压缩空气。RAHMAN等[44]在车削ASSAB 718HH时使用-10 ℃的CA进行冷却,发现三个切削力分量均有效减小。
由上所述,单独采用低温介质,由于加工材料物理特性不同,深冷作用可能导致材料硬化程度大于降低摩擦程度从而引起切削力增大,而浅冷作用可使降低摩擦程度大于材料硬化程度从而使切削力减小。因此,针对某种材料,低温介质冷却可能导致切削力增大或减小。另一方面,单独采用低温介质,降低切屑对刀具黏附能力有限,易引起切削力增大。采用CMQL,油膜在低温作用下维持有效润滑厚度,可将切屑和刀面隔开,大幅降低黏附作用,有助于减小切削力。为了有效减小切削力,应针对不同难加工金属材料,探究不同切削参数下的材料特性变化及材料去除机制,建立量化映射数据库,合理选择低温介质及其温度域,既能有效抑制材料热软化的黏附效应,又可防止深冷过度硬化现象,使降低摩擦程度始终大于材料硬化程度。
2.4 CMQL对表面质量影响机理
表面质量是体现切削性能的最重要指标。由于切削过程中切屑分离、刀具与工件剧烈摩擦和机床振动等因素,加工表面形成的微间距和微峰谷具有不均匀性[45]。大量研究表明,有效冷却切削区和加强刀具与工件界面润滑是降低热-力损伤和抑制刀具磨损的根本措施。如2.1~2.3节所述,CMQL技术的叠加冷却作用可显著降低切削区温度。同时,在低温介质降低黏附作用和MQL(NMQL)油膜的抗磨减摩及承载作用下,刀具与工件界面摩擦力减小量大于硬化导致的切削力增大量,竞争能力增强,进而整体减小切削力。切削热降低可防止金属表面过度热塑形,切削力减小可防止表面产生微裂纹,因此CMQL技术可以有效降低热-力耦合对工件表面的损伤。
切削加工中,刀具磨损(包含砂轮磨粒磨损)不可避免,但采取合理的措施可减缓磨损。CMQL的叠加冷却作用使刀具处于低温状态,表面涂层可以保持高硬度进而提高抗磨能力,延长涂层使用时间;低温可抑制刀具与工件在接触界面的黏附作用,有效防止积屑瘤或积屑层堆积;同时,低温有助于抑制难加工合金中特殊元素的化学反应活性,极大减缓磨损扩散速度。SIVALINGAM[46]等在切削Ti-6Al-4V时发现,相较于干切,低温状态下钛元素扩散量下降了43.9%,显著抑制了钛元素的扩散。
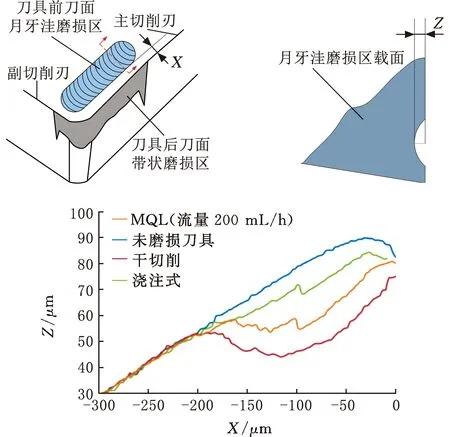
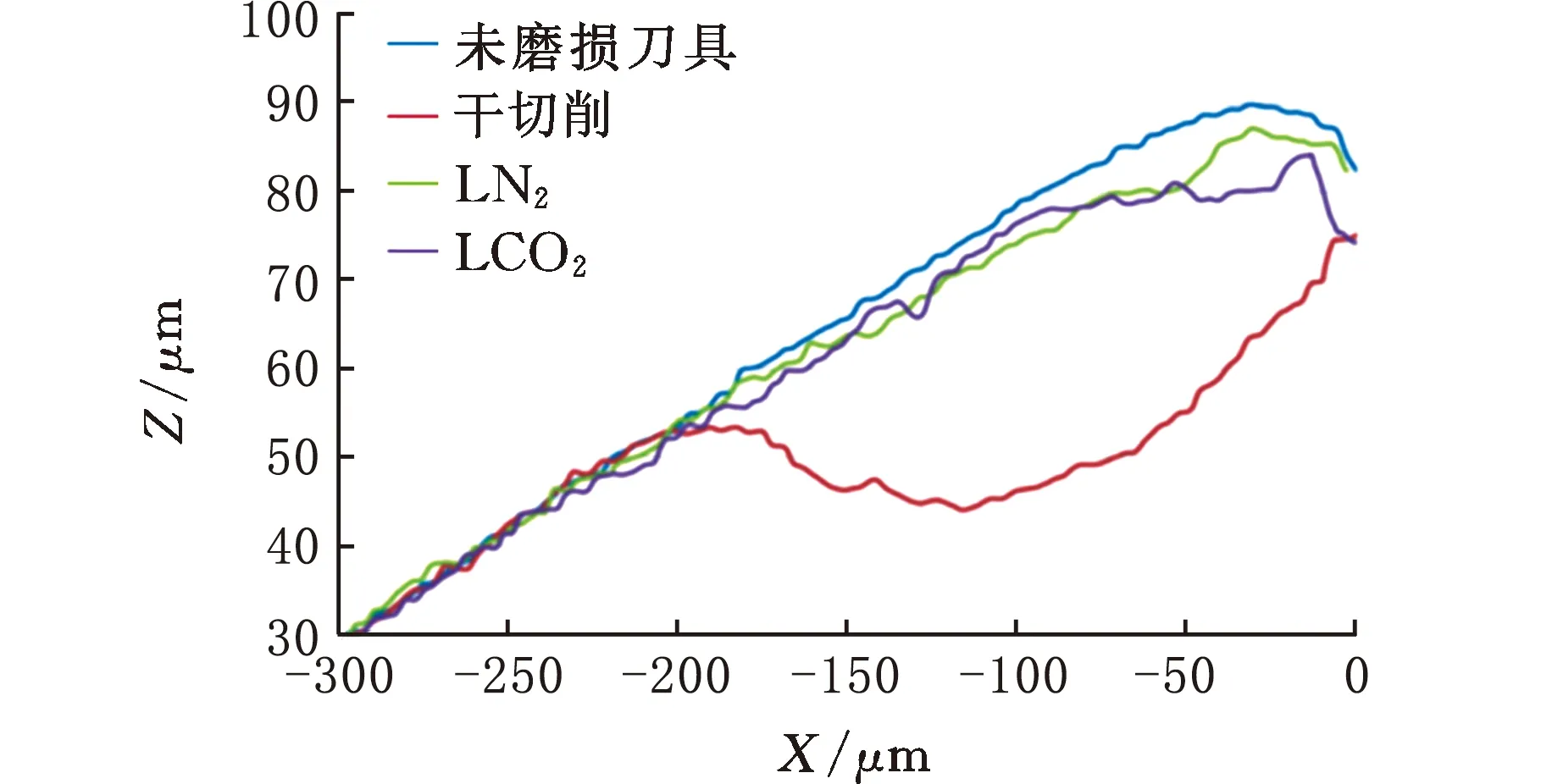
刀具涂层磨损脱落最主要的原因是前刀面与切屑的剧烈摩擦,低温条件下MQL(NMQL)产生的高黏度油膜能够有效将前刀面与切屑隔开,极大减缓了涂层磨损速度。进一步,CMQL的冷却-润滑效果能够有效遏制前刀面月牙洼出现,崩刃现象也得以避免。SARTORI等[47]使用WC涂层刀具车削Ti-6Al-4V时发现,LN2+MQL或LN2低温条件下刀具前刀面未出现明显月牙洼,而单独使用MQL时,前刀面出现了不同深度的月牙洼。对应不同刀具磨损情况,基于最优的冷却润滑效果,LN2+MQL工况得到了最小表面粗糙度Ra值(1.208μm),如图11所示。
综上所述,CMQL冷却和润滑的耦合作用使工件硬度处于合理范围内,切削热、切削力和刀具磨损均显著减小,因此工件表面质量得到大幅提高。
3 CMQL车削性能
车削加工的最终目标是获得高光洁度的工件表面,然而车刀和工件间剧烈摩擦产生的高温,尤其是难加工材料,会使切屑黏附在切削刃上,影响切削性能,进一步引起切削力变大和刀具磨损,导致工件表面质量变差。除了合理选择刀具、设置切削参数,有效的冷却润滑更是降低切削热、减小切削力、增长刀具寿命和提高表面加工质量的重要措施。CMQL作为新型绿色加工方式,展现出出色的冷却-润滑效果。
(a)润滑(MQL)
(b)低温(LN2/LCO2)

(c)混合(LN2+MQL)图11 不同冷却-润滑条件下刀具磨损对工件表面质量影响[47]Fig.11 Influence of tool wear on workpiece surfacequality under different cooling-lubrication conditions[47]
3.1 切削热
切削热是车削加工过程不可避免的物理现象。切削热的主要来源是前刀面与切屑的摩擦,其次是后刀面与工件的摩擦以及克服工件变形。刀具与工件界面剧烈温度变化仅局限于表面1~2 mm的区域[48],合理选择冷却-润滑方式,不仅可以减少介质使用量,也能使切削区域充分冷却。
YILDIRIM等[49]研究了MQL、LN2以及LN2+MQL对Inconel 625车削温度的影响,结果显示LN2和MQL协同作用下,刀具与工件界面温度最低,相较于MQL下降40.4%,效果优于LN2和MQL单独使用。YIN等[50]研究显示,加入纳米粒子后的降温效果更佳,这得益于纳米粒子优异的导热性能。BAGHERZADEH等[51]研究了车削Ti-6Al-4V过程中,LCO2+MQL喷射不同车刀面对切削温度的影响。车削过程中,(LCO2+MQL)(前刀面)策略的切削区温度最低,相较于LCO2(前刀面),温度降低了43.7%。LCO2的降温效果相同,但对于(LCO2+MQL)(前刀面),刚进入切削区的微量润滑油在低温作用下凝结成固态,切削开始后会发生由固到液的相变过程,能够吸收额外的热量。ZOU等[52]研究了CA+MQL对3Cr2NiMo车削温度的影响,结果显示CA+MQL的降温效果最佳,相比MQL下降12.2%;同时探究了在CA的基础上,不同润滑油及纳米粒子对冷却效果影响,结果显示蓖麻油基和碳族纳米粒子结合能大幅增强冷却能力,切削区温度相较于MQL(纯蓖麻油)下降34.6%。这是由于碳族纳米粒子具有极高的热导率,能够大幅提高换热能力[53]。因此,对于极高切削区温度且低温介质冷却能力有限时,在润滑油中添加合适的纳米粒子将会是提高降温能力的有效方式。
3.2 切削力
切削力是影响刀具磨损、表面完整性及机床动力消耗的重要指标,主要源于克服工件材料弹塑性变形、切屑对前刀面摩擦以及已加工表面对后刀面摩擦。切削力受多种因素影响,如工件材料特性、切削参数、刀具几何形状以及切削环境等。切削环境主要包括冷却和润滑,对切削力变化趋势产生直接影响。
DAMIR等[54]的研究结果显示,采用LN2+MQL相比单独使用LN2,切向力和进给力均减小,其中LN2(后刀面)+MQL(前刀面)组合切削力和进给力减小幅度最大,分别为11.1%和3.8%。刀架结构优化后,LN2通过刀架喷到后刀面上,MQL依旧喷前刀面,如图12所示,相比只采用LN2时切削力和进给力减小幅度增大,分别为24.3%和11.5%。结构优化后,LN2可进入切削区深处,提高冷却效果,同时配合MQL的润滑作用,可有效减小切削力。
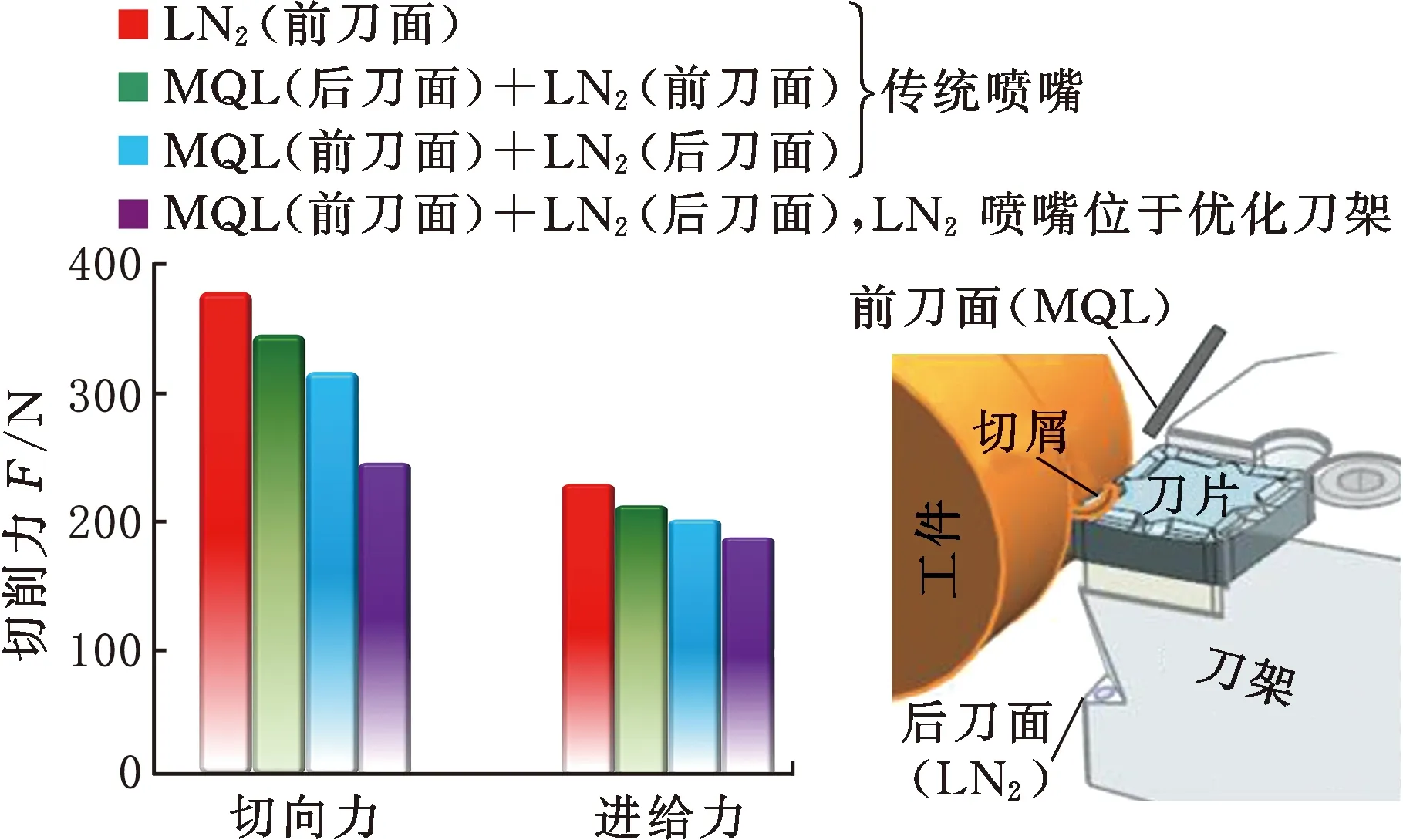
图12 LN2+MQL喷射位置和刀架结构对切削力的影响[54]Fig.12 Effect of LN2+MQL injection position andtool rest structure on cutting force[54]
MEHTA等[55]在LN2+MQL和CA+MQL加工环境下,对车削Inconel718的切削力进行了对比研究,LN2+MQL和CA+MQL能够有效减小切削力,效果均优于MQL单独使用,相同切削参数下,CA+MQL减小切削力的幅度大于LN2+MQL减小的幅度,切向力和进给力分别减小10%和30.2%,这可能是由于CA温度(-34 ℃)远低于LN2温度,材料硬化程度低,有助于材料去除。
3.3 表面质量
CMQL能够有效抑制切削区热-力耦合负作用和减缓刀具磨损速度,进而提高工件表面质量。如图13所示,LCO2+MQL产生最优表面质量,相较于LN2+MQL,Ra下降了32.8%[17]。这说明低温介质在微量润滑油辅助下的高效散热和减小切削力机制有助于获得最小表面粗糙度。但是LN2+MQL并没有产生良好的表面质量,这可能是由于切削速度或切深小,产生的热量上限过小,而LN2+MQL导致的深冷作用使切削区温度过低,引起工件表层/亚表层过度硬化程度远超过润滑所降低的界面摩擦作用,导致材料切削性能大幅下降,切削力增大,进而影响表面质量。这也是LN2+MQL的Ra高于LN2的原因。

图13 不同冷却润滑状态下的表面粗糙度比较[17]Fig.13 Comparison of surface roughness under differentcooling-lubrication conditions[17]
综上所述,CMQL应用在车削中获得了理想的切削性能,最终效果要优于低温介质和MQL的单独应用。但是CMQL的应用仍有进一步提高的空间。
首先是低温介质的选择和切削参数的匹配。车床在特定切削参数下所产生的温度、切削力及刀具磨损存在一定的范围,如高切削速度会产生更多热量,导致切削力大和刀具磨损量大,此时应当选用降温能力强的低温介质,如LN2,来有效降低上述指标,获得理想工件表面质量。相反,如果低速切削选择LN2,虽然大幅降温,但可能导致工件过度硬化而使切削力和刀具磨损量增大,反而降低表面质量。因此,根据切削参数所对应的评价指标水平,选择合理的冷却介质及其流量参数,建立量化对应关系,将有利于提高加工质量。
其次是纳米粒子应用。在微量润滑油中加入纳米粒子可有效提高切削性能,起到增益效果,但是,如果CMQL能够获得满足工程应用的工件表面质量,再添加纳米粒子就会造成资源浪费,增加成本。因此,CMQL辅助加工应当合理应用纳米粒子。
4 CMQL铣削性能
与车刀单切削刃连续性加工不同,铣刀具有多个刀齿,高速旋转时每个切削刃间歇性加工。另外,铣刀切削刃与工件的接触长度比车刀大。上述区别导致铣削过程切削力变化及刀具磨损规律与车削不同,对工件表面质量的影响也不同。
CMQL在铣削过程中同样发挥巨大的冷却-润滑效果,但由于铣刀结构和运动形式与车削不同,所以冷却-润滑介质的供给方式也不同。CMQL可有效降低铣削过程中切削热,作用机理同车削类似。
4.1 切削力
PARK等[56]研究了采用不同铣削速度加工Ti-6Al-4V过程中,MQL、LN2、LN2+MQL对切削力的影响。LN2和MQL均采用外喷式。铣削速度为47.7 m/min时,LN2的切削力大于MQL的切削力,这是因为低速铣削产生的热量相对较少,LN2超低温导致工件过度硬化,材料去除困难。铣削速度为76.4 m/min时,高速气流的阻碍作用使MQL油雾渗透量下降,润滑效果减弱,而LN2能够有效移除高速铣削产生的大量热量,使工件处于适合加工的硬度,因而LN2的切削力小于MQL。无论采用高速铣削还是低速铣削,在LN2+MQL的冷却-润滑作用下都获得最小的切削力,性能优于LN2和MQL单独使用。
PEREIRA等[57]研究了铣削Inconel 718时MQL、LCO2(内喷/外喷)、LCO2(内喷)+MQL对刀具寿命的影响。如图14所示,在所有冷却策略中切削力均对铣刀刀刃磨损程度非常敏感,成正相关关系。浇注式切削力最小,但不满足清洁生产要求。以后刀面磨损量为0.2 mm为例,MQL的切削力最大,可能是高温使润滑油膜失效,导致刀具磨损严重。LCO2(内喷/外喷)能对切削区有效冷却,抑制刀具与工件界面的黏附效应,减小刀具磨损。LCO2(内喷)的切削力略高于LCO2(外喷),这是由于内喷使LCO2渗透程度高,导致工件硬化程度相对高。LCO2(内喷)+MQL的切削力最小,相较于LCO2(内喷)下降2.5%,这是由于LCO2不仅有效降温,还能维持 MQL形成的油膜正常发挥润滑-承载作用,有效减小切削力。

图14 不同冷却润滑技术在不同磨损阶段的总切削力演化[57]Fig.14 Cutting force evolution of different cooling-lubrication technologies in different wear stages[57]
4.2 表面质量
PUSAVEC等[58]研究了LCO2(内喷)、LCO2(内喷)+MQL、LCO2(内喷)+NMQL对端铣42CrMo4工件表面质量的影响。研究表明,LCO2单独使用导致摩擦因数增大,这是由于LCO2没有润滑作用;LCO2与MQL(NMQL)结合后,摩擦因数大幅减小,这是因为润滑油受低温作用形成固态油膜,阻隔了刀具和工件的摩擦,同时LCO2可使工件出现一定程度硬化,抑制表面材料塑性堆积和热损伤。如图15所示,与干切削相比,LCO2(内喷)+NMQL提高工件表面质量的效果要优于LCO2(内喷)+MQL,这得益于MoS2纳米粒子优异的抗磨减摩性能。

图15 LCO2+MQL(NMQL)辅助铣削对工件表面质量的影响[58]Fig.15 Influence of LCO2+MQL(NMQL) assistedmilling on workpiece surface quality[58]
综上所述,CMQL应用在铣削中获得了理想的切削性能。同车削类似,铣削也存在低温介质匹配和纳米粒子使用选择性的问题。基于铣削设备的特殊性,如刀具和刀柄结构及运动形式,内喷式供给已逐渐成为主流。目前问题是,低温介质直接喷射到切削区,无法回收再利用,这对于工程应用,无疑会增加能耗和生产成本。低温介质内循环刀具深冷式铣削或将解决能源和资源消耗的问题,但这种方式主要适用于立铣刀。利用LN2在一定直径铣刀内部螺旋通道中循环,通过相变吸热使铣刀保持在-140~-80 ℃的深冷范围内,快速转移切削区热量,降低工件温度。内循环式深冷技术对铣刀制造工艺、刀柄热绝缘技术和供压系统提出了极高要求。
5 CMQL磨削性能
磨削中,砂轮与工件的接触面积比车削、铣削工艺要大得多,且主要是磨粒负前角切削,摩擦剧烈、比能高,导致磨削区产生高温且热量大部分流入工件。为保证加工精度,通过有效的冷却和润滑来避免工件材料的热损伤至关重要。MQL(NMQL)已应用于磨削加工,特别是针对铝合金,可起到良好的减磨降温作用,但针对难加工材料,MQL(NMQL)的降温效果有限。为有效降低磨削热,低温介质也开始应用于磨削加工。
PAUL等[59]分析了高碳钢在不同磨削环境下表面裂纹产生情况,结果显示,干磨的温度场分布不均匀性形成应力梯度,导致裂纹产生,湿磨时裂纹产生倾向减小,LN2冷却时裂纹完全消失,这主要是LN2能够有效降温,减小应力梯度,难加工材料干磨时易表面烧伤,LN2可有效避免这种现象发生。FREDJ等[60]在磨削AISI 304过程中发现,采用LN2冷却有利于减小工件表面残余拉应力和表面粗糙度。MANIMARAN等[61]在磨削AISI 316L时发现,LN2能够有效减小磨削力和比能,相较于干磨分别减小了37%和50%,这是由于低温能够有效降低磨屑对磨粒的黏附作用,提高了磨粒的机械强度,使磨粒保持完整和锋利,然而LN2缺少润滑作用,对工件表面质量提高有限。REDDY等[62]的研究表明,采用相同加工参数磨削AISI 51200时,MQL的Ra值相较于LN2的Ra值减小了39.8%。LCO2[42]、CA[63]在磨削加工中的应用效果也同样符合上述规律。低温介质和MQL单独应用尚存在不足,将两者相结合可以实现优势互补,进而发挥出叠加性的冷却润滑效果。
5.1 磨削热
AN等[64]研究了不同切深条件下磨削Ti-6Al-4V时MQL和CA+MQL对磨削区温度的影响。随着切深增加,磨削区温度升高到400 ℃以上,导致切削液发生膜态沸腾,失去换热能力。引入低温冷风后,混合油雾高速穿透砂轮附近的气障层,在砂轮与工件表面形成润滑油膜,低温保持油膜活性,并通过强化换热降低磨削区温度,CA+MQL的降温幅度相较于MQL提高了23.2%,效果明显。ZHANG等[65]通过数值仿真对比分析了磨削Ti-6Al-4V过程中,CA、NMQL和CA+NMQL对工件表面温度的影响,结果显示,由于Ti-6Al-4V的热导率较小,材料去除过程中能量密度极高,集中在砂轮/工件接触区,单独采用CA和NMQL均难以解决工件表面烧伤的难题,而将两者结合后,磨削区温度大幅降低,相较于NMQL下降了26.8%,这得益于CA的强化换热能力和NMQL抗磨减摩能力的协同作用。另外,研究还发现增加冷流比可以加速换热,有助于降低磨削热[66]。
5.2 比磨削力
磨削过程中砂轮与工件之间的作用力用单位磨削力来进行表征,称为比磨削力。ZHANG等[38]对比分析了磨削Ti-6Al-4V过程中CA、NMQL和CA+NMQL对比磨削力的影响。如图16所示,CA的比切向和法向磨削力要大于NMQL的比切向和法向磨削力,虽然CA可一定程度抑制工件热软化而减小磨削力,但微量润滑油中添加的Al2O3纳米粒子由于微尺寸效应和高表面能,更容易进入砂轮与工件界面,能够对工件表面犁沟起到填充作用,发挥优异的抗磨减摩效果[67]。CA和NMQL两者耦合后,冷却和润滑作用有效叠加,对减小磨削力起到增益效果,因而比切向和法向磨削力最小,分别为2.17 N/mm和2.66 N/mm。

图16 不同冷却-润滑方式对比磨削力的影响[38]Fig.16 Effects of different cooling-lubrication methodson specific grinding forces[38]
5.3 表面质量
STACHURSKI等[68]研究了磨削加工滚刀过程中CA、MQL及CA+MQL对表面质量的影响。结果显示,CA的表面粗糙度大于MQL的表面粗糙度,虽然低温冷风能抑制工件热软化,但无任何润滑作用,提高表面质量有限;MQL能减小砂轮与工件间剧烈摩擦,进而有效减小表面粗糙度;CA+MQL可进一步改善表面质量;切深为0.03 mm时,CA+MQL相对于MQL,Ra值减小了30.5%。
张高峰等[4]比较分析了磨削GCr15时干式、CA+MQL和CA+NMQL(MoS2)对工件表面轮廓和粗糙度的影响规律。如图17所示,CA+NMQL的工件表面形貌最理想,其表面轮廓曲线纹理致密度及波峰波谷最均匀,表明材料堆积及黏附现象程度低,这与工件表面形貌SEM图结果一致。对于纳米粒子MoS2,Mo原子与S原子间结合力较强,分子层间的S原子结合力较弱,受到剪切力时分子层发生断裂,形成滑移面,这决定了MoS2具有一定的松散性及延展性[69]。在磨削力的作用下,部分MoS2发生化学反应进而延展成复合薄膜,此外,具有良好表面活性的MoS2不断吸附在复合薄膜处进行微加工,同时还能起到一定修复作用,故CA+NMQL可以得到较好的表面质量。

图17 CA+MQL(NMQL)辅助磨削对工件表面质量的影响[4,69]Fig.17 Influence of CA+MQL(NMQL) assisted grinding on workpiece surface quality[4,69]
目前,CMQL在磨削中的应用相对较少,低温介质主要以CA为主,而LN2和LCO2应用较少。对于部分类型的砂轮,如刚玉砂轮、碳化硅砂轮,LN2或LCO2低温会使磨粒过度硬脆化,在磨削力作用下发生批量化断裂,严重影响磨削精度。对于金刚石或CBN砂轮,这种情况会减弱。虽然CA+MQL的冷却-润滑效果在磨削过程同样得到了类似于车削和铣削的规律,但是由于砂轮磨削的特殊性,相同工件材料下产生的热量远多于车削和铣削,且低温冷风的温度有限,CA+MQL辅助磨削难加工材料时可能出现降温不足的问题,因此基于不同结构纳米粒子的高导热性和抗磨减摩特性,在微量润滑油中添加纳米粒子将成为提高磨削性能的有效方式。同样需要对磨削参数与纳米粒子类型进行有效匹配,以达到最佳效果。
6 CMQL针对难加工金属材料综合应用
由CMQL在车削、铣削及磨削中应用效果的综述可以看出,CMQL技术集中应用在航空航天难加工材料的切削加工中。大量文献表明,非难加工材料在常规切削参数下,采用MQL或NMQL即可满足抑制热-力耦合损伤的问题,典型材料如45钢[70]、304不锈钢[71]、铝合金[72]、镁合金[73]等。对于部分极端加工环境,引入低温介质,如LN2或LCO2,可有效抑制热耗散难题。对于难加工材料,如钛合金、镍基合金、高强度钢等,由于其自身高强度、高硬度、高韧性及低热导率等特性,在常规切削条件下会产生大量的热,导致工件表面出现黏附、烧伤等缺陷,因此,单独应用MQL(NMQL)存在降温能力有限、低温介质润滑能力有限的问题,力-热损伤难以同时有效抑制。CMQL可实现两者优势互补,显著改善力-热损伤难题,提高工件表面质量。经过文献检索和整理,CMQL针对难加工金属材料的综合应用及其效果如表2所示。
由表2可以看出,针对切削热、切削力、表面质量,CMQL的应用效果均优于低温介质或MQL(NMQL)单独应用,但是由于加工方式及参数不同,改善(降低)程度存在较大差异。在同一加工方式及参数下,LCO2+MQL的效果要优于LN2+MQL的效果,这可能是加工过程产生热量上限相对较低,LCO2+MQL的降温效果使工件处于最佳切削性能的状态,而LN2+MQL的强冷却能力却使工件深冷而导致过度硬化。CA+MQL也可说明上述问题,同一条件下,CA温度越低,切削力反而增大,导致Ra值增大。此外,CMQL中添加纳米粒子,更有利于提高工件表面光洁度。

表2 CMQL技术综合应用及其效果
表2中,关于应用CMQL辅助切削钛合金的研究较为普遍。钛合金多用来制造航空发动机中的翼梁、隔框、接头、压气机片等重要零件。Ti-6Al-4V是一种典型α+β两相钛合金,由α相片层(白色相)和β相片层(灰色相)所组成。α相在高温条件下组织稳定,仍保持其力学和抗蠕变性能。β相低温强度高,但热稳定性较差,不宜在高温下使用。Ti-6Al-4V热导率小,切削热多集中在切削刃附近的小范围内,其中78%的热量留在刀具中,只有12%的热量传递到切屑中[94]。钛合金可在550 ℃下长时间保持稳定,但温度达到600 ℃后,钛元素的化学反应活性增大,氧化后形成硬化层,对刀具有强烈磨损作用;超过650 ℃后,将会发生α相向β相转变,β相含量增多导致一定软化效应,切屑黏附在刀刃上形成积屑瘤,当积屑瘤从刀刃上剥离时,易将表面硬质合金涂层带走;温度达到800 ℃时,钛元素开始与刀具涂层发生化学反应并扩散[95]。低温加工能够改变Ti-6Al-4V的微观组织,防止工件力学性能下降和刀具磨损。UMBRELLO等[96]研究了LN2辅助切削加工对Ti-6Al-4V性能影响,热-力载荷使加工表面下的材料微观结构发生弯曲、拉伸和晶粒粗化,引起α相片层厚度增大,导致强度降低,采用LN2冷却加工,可以抑制晶粒生长,保持晶粒细化,使塑性变形均匀分散在晶粒内进行,有效减小内应力,提高Ti-6Al-4V的切削加工性能。ROTELLA等[97]在车削加工Ti-6Al-4V过程中对比分析了MQL和LN2冷却条件对显微组织及晶粒细化度的影响,SEM结果显示三种工况下材料表面起主导作用的α相晶粒及其间隙中的β相晶粒均出现等轴化现象,但LN2冷却的晶粒细化均匀且表面较致密的β相结构能够使材料具有更高的室温强度。
镍基合金和高强度钢也是应用CMQL辅助切削加工的典型难加工材料。镍基合金Inconel 718主要用于航天飞机发动机燃烧室、导向性叶子、涡轮叶片和增压盘四大热端零部件,使用量占比已达50%以上。镍基合金热导率小,切削加工过程中刀具与工件表面能量密度极高,低速切削时温度就能达到900 ℃,而高速切削时可达1300 ℃,导致工件表面烧伤[98]。高强度钢300M在航天飞机起落架上发挥关键作用,300M热导率小、韧性大,高温高压环境下,切削过程不稳定,导致工件表面变形严重,刀和屑接触长度大,断屑困难,易发生缠绕[99]。采用CMQL可显著降低切削过程中的力-热耦合负作用,润滑油在低温作用下维持润滑油膜有效厚度和承载性,避免刀具与工件间的剧烈摩擦。
由表2还可看出,LN2+MQL和CA+MQL较多应用于车削,CA+MQL较多应用于磨削,LCO2+MQL或scCO2+MQL较多应用于铣削,这与加工方式的刀具和刀柄结构以及空间几何构造有关。在三种加工方式中,最为常见的供给方式为低温介质和MQL 通过各自输运管道进行外部射流供给,这种方式输运系统结构简单,无需改造机床。润滑或低温介质通过刀具和刀柄内通道以及润滑油溶于LCO2/ scCO2后通过内通道供给的研究相对较少,这是因为该技术对输运过程中润滑-低温介质间的相互负影响、刀具和刀柄几何结构及机械强度、机床内部密封构造等工艺要求极高,难以普及推广,这也对后续相关关键技术和装置的研发和突破提出更加严峻的挑战。
7 结论与展望
本文针对典型难加工金属切削过程中热-力耦合高损伤难题,对绿色加工技术CMQL装置在不同加工方式中的应用形式及CMQL的作用机理进行了系统性介绍,综述了近年来CMQL在车削、铣削、磨削中应用性能的研究进展。主要发现如下:
(1)对于车削,基于车刀的块状结构,外喷式是常见的冷却-润滑介质供给形式。增加喷嘴数量和改进喷嘴位置有利于增大介质在车刀面的覆盖面积。改进刀架结构使冷却介质通过内部通道直接输送到前后刀面能够更进一步提高覆盖率和渗透率。对于铣削,基于铣刀及其刀柄的柱状结构和旋转运动特性,低温-润滑介质通过铣刀内通道供给有利于直接喷射进入切削区,有效避免高速旋转气流场的阻碍作用。另外,LCO2或scCO2对润滑油的可溶性有利于两者混合后以内喷方式供给,尤其适合于铣削。对于磨削,由于砂轮与工件的特殊构造和几何关系,使得低温-润滑介质喷射到砂轮表面形成固态润滑油膜,在高速旋转砂轮携带作用进入摩擦界面,这种方式更有利于避免气障层导致的有效流量率低的难题。
(2)CMQL的冷却-润滑机理复杂。与MQL相比,CMQL能高效降低切削区温度,同时可使润滑油黏度变大,油膜厚度可使刀具与工件界面保持完全隔开的有效状态,承载能力提高。与低温相比,CMQL具有优异的润滑能力。CMQL的冷却和润滑能力有机耦合且协同作用,通过抑制热软化使工件处于适于材料去除的硬度,进而有效减小切削力。热-力水平的降低既有助于减缓刀具磨损速度,也利于获得理想的工件表面质量。
(3)难加工金属切削面临着高热-力损伤的严峻挑战。CMQL应用在车削、铣削、磨削中,对降低切削温度、减小切削力和提高工件表面质量效果显著。不同切削参数下,低温或者润滑介质单独应用可能对切削性能产生或增益或减益的效果。但是在同一参数水平下,基于协同-叠加效应,CMQL的应用效果显著优于低温技术或者润滑技术的应用效果,对抑制刀具失效、表面烧伤起到了积极的作用,大幅度提高工件表面质量。基于文献研究,在三种切削方式及对应参数下,CMQL相较于MQL或低温降低切削热、切削力、Ra值的幅值最大可分别达到56.2%、47.4%、41%。
近年来,CMQL关键技术在难加工金属切削领域已经取得了显著成果,并且关于CMQL应用的文献数量呈上升趋势,但依旧存在一定的局限性。根据前文系统性的综述,未来研究方向可能会集中在以下主题:
(1) 适用于低温环境润滑油的设计与改进。基于清洁环保和资源可持续获取,生物可降解性是制备润滑油的必要条件。考虑到低温使润滑油黏度变大而导致流动性、铺展性和浸润性下降的现象,需要对润滑油分子结构进行梯度化改性处理,达到不同加工条件下黏温特性-浸润性的平衡适应状态。
(2)切削参数与低温介质类型(或纳米粒子)匹配性。针对某一种类型难加工材料和目标需求,不同加工方式会设置特定切削参数,这就存在切削参数与低温介质类型合理匹配的问题。如匹配不合理,势必会造成加工质量不理想或者资源过度消耗的后果。依据特定加工目标和切削参数,建立评价指标水平与冷却介质水平及其流量参数的量化对应关系,将有利于提高加工质量。在此基础上,依据加工效果,合理选择纳米粒子类型,实现CMQL与纳米粒子的协同作用。
(3)抑制CMQL雾滴飘散的新型静电雾化辅助方式。现有的高压气体雾化可能会导致微液滴扩散漂浮,难以实现输运过程可控,对工人健康造成危害。静电雾化的方法是通过高压电场使雾化液滴荷电,荷电雾滴群在静电场的驱动作用下按照预定的运动轨迹精准进入切削区,有效抑制雾化和输运过程中液滴飘散。这种技术有望成为未来CMQL应用的新型供给辅助方式。
(4)考虑多因素影响的加工工艺解决方案。CMQL应用于航空航天难加工材料切削加工领域需要考虑多种影响因素,包括加工形式、工件材料、刀具类型、冷却-润滑介质类型、能源消耗等工艺参数。本文引用的数据量不足以支持数据库建立。进一步研究可侧重于具体工艺系统的多参数协调控制,并建立最优加工性能的定量表征数学模型,以指导生产实践。
猜你喜欢
中国机械工程(2022年16期)2022-09-03
航空制造技术(2022年9期)2022-07-28
制造技术与机床(2022年6期)2022-06-13
大连交通大学学报(2022年1期)2022-02-19
表面技术(2022年1期)2022-02-12
兰州理工大学学报(2021年6期)2022-01-04
建材发展导向(2021年6期)2021-06-09
东北大学学报(自然科学版)(2020年10期)2020-10-19
中外文摘(2019年19期)2019-11-12
伴侣(2017年6期)2017-06-07