LNG绕管式换热器用超长无缝铝合金管系列管研究与开发
2022-03-15 13:20高玮鹿来运花亦怀陈杰糜丽燕史俊强
当代化工研究 2022年4期
*高玮 鹿来运 花亦怀 陈杰 糜丽燕 史俊强
(1.中海石油气电集团有限责任公司技术研发中心 北京 100028 2.无锡海特铝业有限公司 江苏 214121)
绕管式换热器是大型天然气液化工艺和浮式液化天然气生产储卸装置的核心装备,也是推进我国南海天然气资源开发利用的核心利器[1]。超长无缝(300m以上)铝合金管作为大型绕管式换热器的核心部件,长期以来,全球仅由极少数厂家垄断生产并定向供货,成为大型绕管式换热器国产化的瓶颈[2]。自2013年起,气电集团技术研发中心以承担的国家工信部课题为依托,联合国内厂家对超长无缝铝合金管加工制造关键技术进行攻关,并取得突破进展。本文主要介绍LNG绕管式换热器用超长无缝铝合金管系列管项目攻关研发情况,主要包括超长无缝铝合金管加工工艺、生产制造流程、产品规格和精度等,以期促进中海油自主LNG绕管式换热器国产化研发工作。
1.LNG绕管式换热器用铝管选型
对于LNG绕管式换热器用铝管材料,根据国内外大型LNG工程项目中绕管式换热器设备调研,结合铝管厂家、换热器厂家所开展的铝管的材料特性试验比选,以及综合考虑铝管生产加工制造成本和供货周期,经过研究论证,确定选用5049(牌号)/O状态(退火状态)铝管作为LNG绕管式换热器用铝换热管材料。
LNG绕管式换热器管束体缠绕结构示意如图1所示。

图1 大型绕管式换热器用铝管缠绕结构示意
单圈螺旋线长度:

螺旋线总长度:

上式中:绕管束直径为D;高度为H;螺旋角为θ;管径为d1。
铝管管径的选择一般需根据天然气液化工艺要求,同时满足管内流速和沿程压损要求,因此常用管径一般为φ8.0~φ15.0mm。
由于大型绕管式换热器通常是将预冷段、液化段、深冷段三段换热器由下至上拼焊组成,各段换热器管束的直径介于3m到5m,换热器管束的高度介于10m到15m,换热管盘绕的螺旋角介于3°到15°,因此换热器内的换热铝管的长度设计值介于250m到380m。综上所述,在综合考虑管道材料的加工制造的难度、铝管的成品率以及加工制造成本等方面之后,确定换热铝管的供货长度应在300m之上,并且缠绕成卷供应。
2.超长无缝铝合金管加工工艺及生产制造
(1)超长无缝铝合金管加工工艺
目前常用的也是比较成熟的铝合金管热挤压生产方法有两种,分别为正向分流模挤压和反向穿孔挤压[3-4]。正向分流模挤压采用焊合挤压法挤压,铸锭在强大的挤压压力的作用下被模具上的分流桥分成几股金属流进入模腔,然后在模腔内高温高压条件下,金属被重新焊合起来流出模孔,制成空心铝管。正向分流模挤压缺点在于分流模具挤压后的铝管上存在焊缝,虽然人工无法识别这种焊缝,但是在挤压过程中,当工艺参数条件波动时,焊缝的强度可能会无法承受金属挤压,从而导致生产的铝管存在耐压性差,容易分层或开裂等缺点。
由于5049牌号铝合金特性不属于软合金,不适合运用正向不适宜采用连续挤压法来生产。因此结合超长无缝铝合金管供货要求,项目组决定采用反向穿孔挤压+盘管拉伸的生产方法,其原理见图2,通过反向穿孔挤压得到无缝的坯管,再通过盘拉工艺拉制出不同规格的超长无缝铝管。

图2 反向挤压工艺原理图
(2)超长无缝铝合金管生产工艺流程
根据铝管厂家铝合金管材的实际生产经验,同时结合绕管式换热器设备应用实际需求,确定如下加工工艺流程[5-6]见图3超长无缝铝合金管生产工艺流程图。

图3 超长无缝铝合金管生产工艺流程图
其中,不同直径规格铝管在上述步骤铝管盘拉过程中,通过控制盘拉次数,而得到不同管径规格的超长无缝铝管。
(3)超长无缝铝合金管加工制造关键技术
超长无缝铝合金管加工制造的关键技术,在于采用盘拉的加工工艺制造无缝铝合金管,传统的无缝铝合金管制造方法都是挤出无缝坯管后采用直拉拉制或轧制的方式得到不同管径铝管,传统方式加工制造的铝管长度受限,无法实现超长无缝铝管的加工。采用直接挤出的方式,生产的超长无缝铝管管径受限尺寸精度又得不到保障,挤压管尺寸精度与冷拉管的尺寸精度还是有一定差距。本项目开发的盘拉冷拔方式,通过模具和设备的控制,既保证了铝管的生产长度,又保障了尺寸精度。
3.超长无缝铝合金管产品规格
(1)超长无缝铝合金管产品规格
本项目共研发三种规格的超长无缝铝合金管,分别为φ12mm×1.0mm、φ10mm×1.0mm、φ8.5mm×1.25mm,铝管样管产品如图4所示。

图4 超长无缝铝合金管不同规格产品样管
通过称重测量,三种规格超长无缝铝合金管产品重量参数如表1所示。

表1 超长无缝铝合金管不同规格产品称重
根据铝管长度重量计算公式:长度=重量/(2.7×铝管截面积)可以得出,单根铝管长度分别为:φ12mm×1.0mm,约700m;φ10mm×1.0mm,约1200m;φ8.5mm×1.25mm,约1100m。
因此,本项目研发的三种规格的铝管产品,单卷铝管长度满足常规供货铝管(一般300m规格)2卷的长度。
(2)超长无缝铝合金管尺寸精度
我国国家标准GB/T 4436-2012(铝及铝合金管材外形尺寸及允许偏差)中公称外径>8.00~12.00mm,O状态,高精级外径允许偏差为±0.3mm,如图5所示。
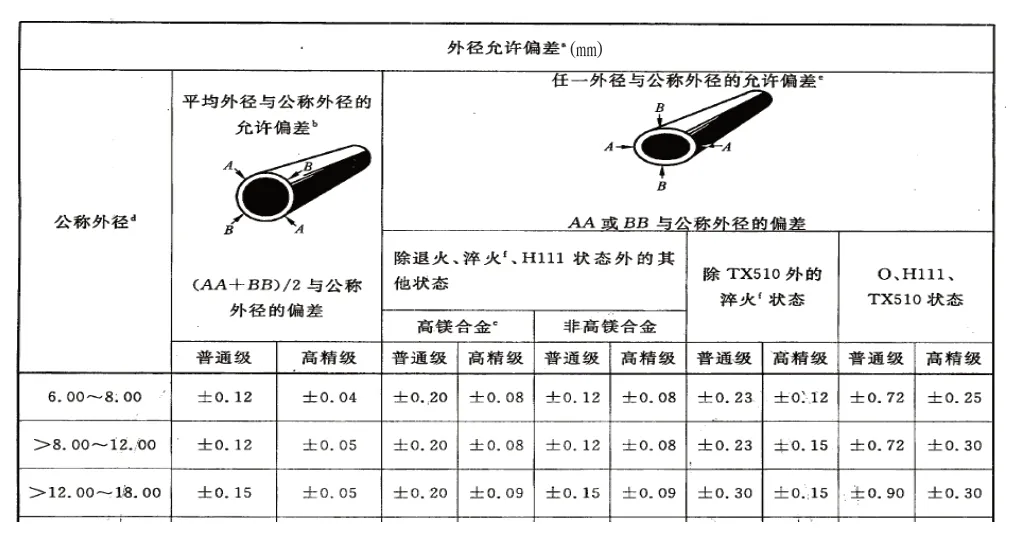
图5 国标GB/T 4436-2012中无缝圆管的外径允许偏差
欧洲标准BS EN 755-7:2016 Seamless tubes,tolerances on dimensions and form(第7部分:无缝管,尺寸和形状公差 ),规定圆管直径≥8mm,达到并包括18mm,退火管子(O状态)的直径公差为±1.5mm,如图6所示:
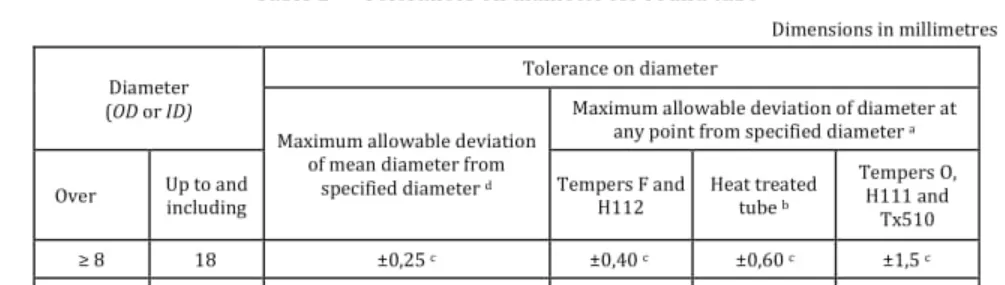
图6 欧标BS EN 755-7:2016中无缝管的外径允许偏差
本项目所研发的三种规格超长无缝铝合金管产品经由第三方机构(国家石油钻采炼化设备质量监督检验中心)随机抽样(见图7),结果表明的尺寸精度为:

图7 第三方机构检验检测结果
管子外径及其允许偏差:

表2 管子外径及其允许偏差
管子壁厚允许偏差:

表3 管子壁厚允许偏差
因此,本项目研发的超长无缝铝合金管系列铝管产品尺寸精度可达±0.1mm,其精度高于现有国内标准和欧盟标准。
4.结语
本项目开发了国内首创超长无缝铝合金管加工制造工艺,所研制三种规格超长无缝铝合金管(φ12mm×1.0mm、φ10mm×1.0mm、φ8.5mm×1.25mm),制造铝管单根长度大于700m,远远满足常规产品供货规格(300m盘管)需求,且产品精度高于现有国家标准和欧盟标准。超长无缝铝合金管系列管的国产化,突破了LNG绕管式换热器装备国产化道路上的一项技术壁垒,填补了该领域国内空白。标志着中国海油自主LNG绕管式换热器国产化研制取得关键性突破,这对自主开发南海深水天然气及提升我国能源装备水平打下了坚实基础。
猜你喜欢
今日农业(2022年15期)2022-09-20
材料与冶金学报(2022年2期)2022-08-10
中国特种设备安全(2022年3期)2022-07-08
家电科技(2022年2期)2022-04-14
建材发展导向(2020年16期)2020-09-25
甘肃教育(2020年6期)2020-09-11
建材发展导向(2019年5期)2019-09-09
人民调解(2019年1期)2019-03-15
凿岩机械气动工具(2019年4期)2019-01-10
中国生殖健康(2019年11期)2019-01-07