
某高温高压J型染色机机头开裂原因
2022-03-15 09:43王海锋陈仙凤董伟雄
理化检验(物理分册) 2022年1期
王海锋,陈仙凤,程 飞,董伟雄,郭 涛
(绍兴市特种设备检测院,绍兴 312071)
高温高压J型染色机是一种常见的压力容器,广泛用于纺织印染行业,其常用的主体材料为具有较好耐蚀性的奥氏体不锈钢,工作压力为0.2~0.45 MPa,工作温度约为140 ℃,介质为染液[1]。J型染色机工作环境特殊,染液成分复杂,在实际使用中失效事故时有发生。
某印染企业染色车间一批高温高压J型染色机在服役近8 a后,机头部位发生不同程度的开裂,该J型染色机所用的材料为321不锈钢,规格为φ700 mm×4 mm,设计压力为0.45 MPa,最高工作压力为0.3 MPa,设计温度为154 ℃,最高工作温度为100 ℃,其结构示意如图1所示。为找到该J型染色机机头开裂的原因,确保设备的正常运行,笔者对开裂机头进行了一系列检验及分析。

图1 J型染色机的结构示意
1 理化检验
1.1 宏观观察
如图2所示:通过现场检查,发现开裂位置在J型染色机机头R部位,可见明显的周向裂纹,外表面裂纹处有染液渗出痕迹;机头开裂位置附近沉积有灰白色结晶产物,应为渗出的染液经蒸发、结晶而成;打开机缸操作盖,可见机头R部位内表面有染液残留。在机头内表面开裂位置处截取试样,如图3所示,裂纹已贯穿整个截面,内表面有一层黑色附着物,经打磨后露出金属光泽,表面存在点蚀痕迹,采用超声波测厚仪测量其壁厚,未发现异常减薄现象。

图2 J型染色机机头开裂部位外表面的宏观形貌

图3 机头开裂部位内表面的宏观形貌
1.2 化学成分分析
在染色机机头开裂位置处截取试样,采用直读光谱仪进行化学成分分析。由表1可知,机头材料化学成分满足GB/T 20878-2007《不锈钢和耐热钢牌号及化学成分》标准对321不锈钢的化学成分要求。

表1 J型染色机机头的化学成分
1.3 介质成分分析
染液一般由染料、匀染剂和促染剂配制而成[2]。经现场调查,染液的主要成分为活性染料、代用碱和元明粉(Na2SO4)。对现场使用的染液和企业用水取样进行分析,依据GB/T 11896-1989《水质 氯化物的测定 硝酸银滴定法》,测得染液中氯离子的质量浓度为11 700 mg/L,水中氯离子的质量浓度为290 mg/L。
1.4 金相检验
从机头内表面远离开裂位置区域和开裂位置处截取试样,经打磨、抛光和电解浸蚀后,在光学显微镜下进行观察。如图4所示,机头内表面不同区域的组织为奥氏体,裂纹末端呈树枝状,有分叉,呈穿晶扩展的形貌特征。
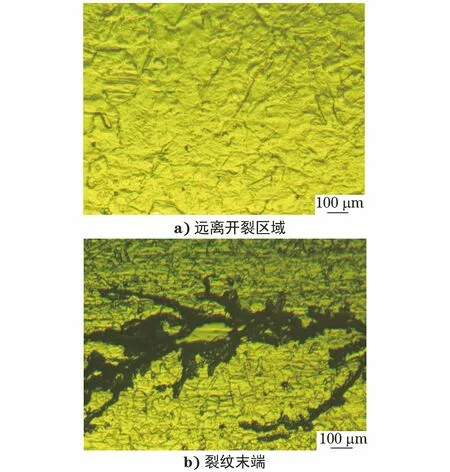
图4 J型染色机机头内表面不同位置处的显微组织
1.5 扫描电镜及能谱分析
从机头内表面开裂位置处截取试样,经超声清洗后,采用扫描电镜进行观察。如图5所示:可见内表面存在腐蚀坑,腐蚀坑表面及其底部有细小的微裂纹;内表面裂纹末端呈枯树枝状,裂纹附近存在少量的点蚀坑。

图5 J型染色机机头内表面不同位置处的微观形貌
将试样沿裂纹延伸方向断开,发现裂纹内部有腐蚀产物。如图6所示,原始裂纹区域断口未见明显塑性变形,表现为脆性断裂的形貌特征,伴有多条二次裂纹,裂纹在内表面萌生,并向外壁扩展,最终断裂区呈撕裂韧窝的形貌特征。

图6 沿J型染色机机头内表面裂纹延伸方向断开后断口不同区域的微观形貌
对沉积在机头外表面裂纹处的灰白色结晶产物进行能谱分析。如图7所示,结晶产物中存在碳、氧、钠、硫、氯等元素,其中碳、氧、钠、硫来源于染液中的代用碱和元明粉。从能谱分析结果中还可以发现氯元素含量较高,经水质检测,氯元素来源于配制染液用的企业用水。因此,可以进一步确定染液中具有较高含量的氯离子。

图7 机头外表面裂纹处结晶产物的能谱分析结果
2 分析与讨论
通过上述观察和检验可见,该高温高压J型染色机机头的化学成分满足标准要求,机头基体组织为正常的奥氏体。J型染色机的开裂位置在机头R部位,裂纹萌生于机头内表面,并向外表面逐渐扩展,最后导致机头开裂。
腐蚀敏感金属、特定的腐蚀介质和拉应力是产生应力腐蚀开裂的三大要素[3]。机头内部的工作应力、机头冷加工时产生的残余应力以及染液中存在的氯离子,是奥氏体不锈钢机头发生应力腐蚀开裂的主要原因。机头内表面裂纹呈树枝状穿晶扩展,沿裂纹延伸方向断开后断口主要呈脆性断裂的形貌,这是奥氏体不锈钢在氯化物中发生应力腐蚀开裂的典型特征[4-5]。
以往研究结果显示,随着氯离子浓度的升高,奥氏体不锈钢应力腐蚀开裂敏感性会增加[6]。以前,印染企业为提高染色机的染色效果,会在染液中加入亚氯酸钠、食盐等促染剂[7],造成染液中氯离子含量偏高。经水质检测,染液成分中并不存在氯离子,而用于配制染液的企业用水中氯离子含量偏高。机头R部位属于染液流动的死角位置,在升压、保压、降压的染色工艺过程中,氯离子在该处不断聚集,企业有时会将染液进行循环利用,这会造成染液中的氯离子含量进一步升高。同时,机头内部的工作应力和机头冷加工时产生的残余应力也会造成机头开裂。
综合分析可见,在机头R部位的氯离子作用下,使其内表面钝化膜遭到破坏而发生点蚀,氯离子在腐蚀坑处聚集,促使腐蚀坑向机头外表面扩展,在工作压力和残余应力的共同作用下,点蚀扩展成为较大的缝隙,形成微裂纹,这些裂纹不断扩展,最终导致机头发生应力腐蚀开裂[8-9]。
3 结论及建议
(1)高温高压J型染色机机头产生开裂的原因是用于配制染液的企业用水中的氯离子含量较高,氯离子在机头R部位聚集,使其内表面钝化膜遭到破坏而发生点蚀,在机头内部的工作应力和机头冷加工时产生的残余应力的共同作用下,点蚀扩展成为微裂纹,最终导致机头发生应力腐蚀开裂。
(2)建议选用耐应力腐蚀性能更好的双相不锈钢作为机头材料,在冷加工后进行去应力处理。加强水质管理,严格控制染液中的氯离子含量,定期用水清洗染色机内表面。
猜你喜欢
四川水泥(2022年10期)2022-11-17
北方交通(2022年10期)2022-10-25
金属热处理(2022年9期)2022-10-21
金属热处理(2022年8期)2022-09-05
金属热处理(2022年4期)2022-04-19
福建交通科技(2022年1期)2022-04-07
金属热处理(2022年1期)2022-03-15
现代仪器与医疗(2021年5期)2021-12-02
科技资讯(2016年26期)2017-02-28
