冰片副产物粗品白轻油及小茴香油的资源化回收工艺模拟与优化*
2022-03-14 08:24肖春燕肖文龙易争明
广州化工 2022年24期
肖春燕,肖文龙,易争明
(湘潭大学化工学院,湖南 湘潭 411100)
冰片,俗称冰片脑、龙脑、梅片,常作为医药及香料使用[1-3]。我国是世界上松节油生产大国,蕴藏着巨大的资源潜力,但松节油常作为低附加值的原材料出口,其开发和利用技术十分落后[4]。研究利用松节油中的α-蒎烯进行酯化-皂化反应合成冰片的工艺[5-7],是充分利用我国自然资源,发展经济的一项重要课题。
a-蒎烯酯化-皂化法合成冰片的工艺会产生粗品白轻油和粗品小茴香油,其中粗品白轻油是生产流程中酯化后蒸汽蒸馏得到的粗轻油混合物。粗品小茴香油是由两种来源的副产油混合得到,一种副产油是由皂化后所得的水龙脑离心甩干得到,另一种是结晶过程中产生的。目前企业的处理方法为:粗品小茴香油于干馏锅干馏(烧煤加热,负压操作,操作温度140 ℃)得到小茴香油成品和脑油。其中,脑油入脑油冷却槽冷却(外有冷水夹套)静置,分离上层清油再次干馏,下层经滤布过滤得到的雪脑后续送皂化(雪脑中小茴香油含量较高,若直接一次性溶解,影响冰片软化点,故入皂化锅皂化后再次得到粗龙脑)。目前采用的副产物分离工艺过于落后,间歇的操作方式使生产力低下,蒸馏的分离方式能量消耗大且分离效果差,副产物回收利用率低。考虑到副产物小茴香油及白轻油中含有大量的回收利用价值较高的莰烯、a-蒎烯、葑醇和冰片等物质,若能找到绿色节能的分离方案替代该厂落后的分离系统,将给该厂带来巨大的经济效益,同时改善该厂周围环境,带来巨大的社会效益。
本文针对冰片副产物小茴香油及白轻油的具体组成及性质和现有工艺的实际运行数据,对拟采用的精馏工艺进行论证与设计。为高效回收副产物小茴香油及白轻油中经济价值较高的组分,在确定最终精馏工艺的基础上以葑醇、冰片、莰烯和蒎烯等物质的回收率、产品纯度为目标,对该工艺参数进行优化。
1 原料组成
副产物白轻油、小茴香油是湖南某冰片生产工厂实际生产过程中副产的粗品油,其组分如表1、表2所示。本文采用精馏技术提纯白轻油、小茴香油等粗品油中经济价值较高的组分葑醇、莰烯及蒎烯。设计标准为葑醇达到工业级(≥98%)要求,同时塔底葑醇的含量低于5%。莰烯和蒎烯同时回收作为工业溶剂(≥94%或≥96%,依据塔高来定)使用。
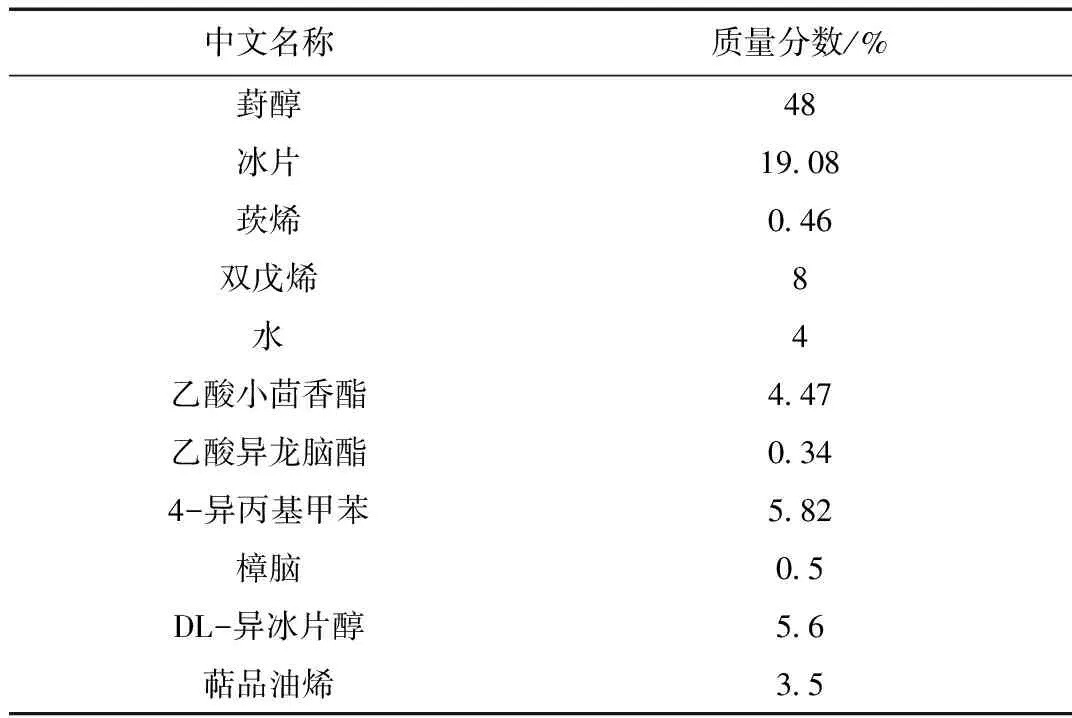
表1 小茴香油的组成Table 1 Composition of fennel oil
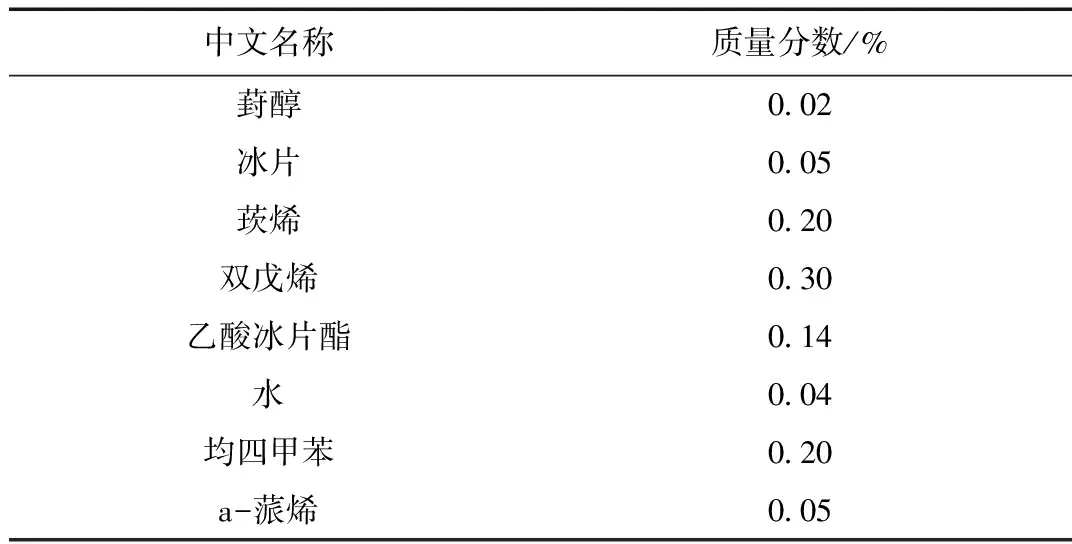
表2 白轻油的组成表Table 2 Composition of white light oil
2 工艺流程模拟
针对冰片副产物小茴香油及白轻油的具体组成及性质,结合现有工艺的实际运行情况及工厂需求,得到四种可行的分离方案。如图1所示。方案一粗品白轻油先经油水分离器除去一部分水,然后经过预热器加热后,进入莰烯蒎烯回收塔。粗品小茴香油经过预热器加热后,进入预分离塔,塔底重组分进入葑醇回收塔。方案二粗品白轻油先经油水分离器除去一部分水,然后经过预热器加热后,进入莰烯蒎烯回收塔。塔底重组分进入与粗品小茴香油进行混合,进入预分离塔,塔底重组分进入葑醇回收塔。方案三为粗品小茴香油与粗品白轻油先混合,然后经过油水分离器除水,预热器加热后进入莰烯蒎烯回收塔,塔釜产品进入预处理塔。塔底得到的产物进入葑醇回收塔。方案四简介粗品小茴香油与粗品白轻油先混合,然后经过油水分离器除水,进入预热器加热后进入预处理塔。预处理塔塔顶产品进入莰烯蒎烯回收塔,回收塔塔顶得到莰烯和蒎烯,塔底得到双戊烯、均四甲苯等物质。预处理塔塔釜产品进入葑醇回收塔,回收塔塔顶得到目标产品葑醇,塔底得到冰片等重组分。
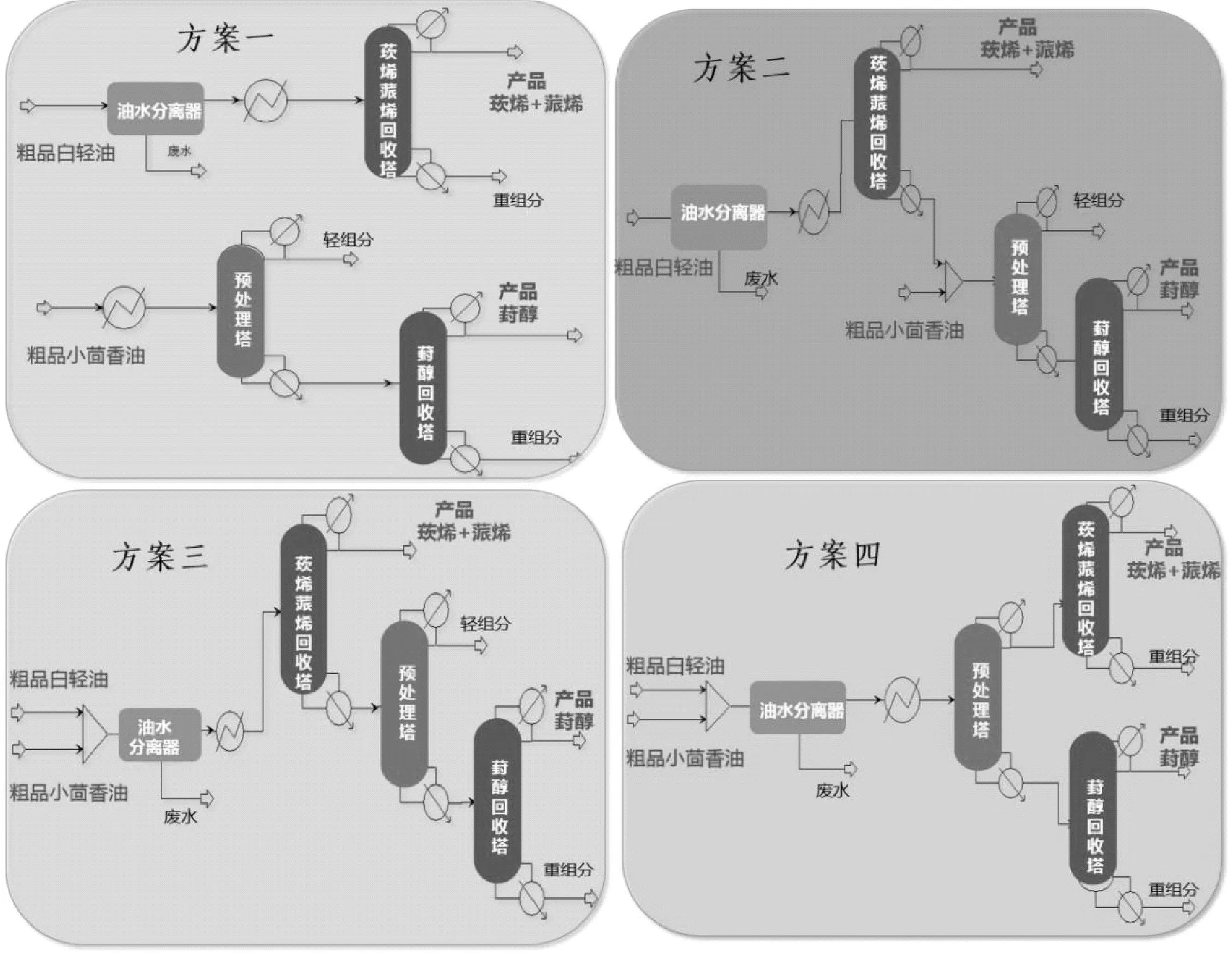
图1 四种分离工艺对比图Fig.1 Comparison of four separation processes
在Aspen Plus中运用设计规定的功能确保四个方案莰烯蒎烯的产品纯度相同,且达到目标值。对四种分离方案的莰烯和蒎烯的回收效果、葑醇的回收效果、冰片的分离效果和公用工程用量进行对比,结果分别如表3~表6所示。
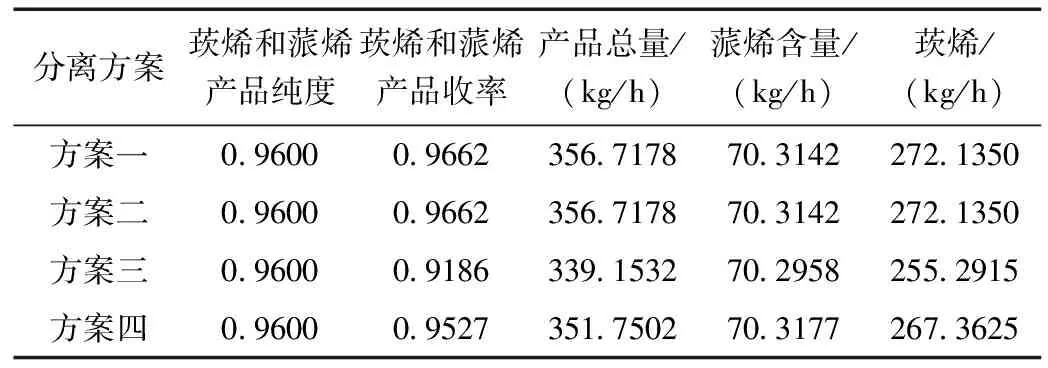
表3 分离系统中莰烯和蒎烯的回收效果对比Table 3 Comparison of recovery effect of camphene and pinene in separation system
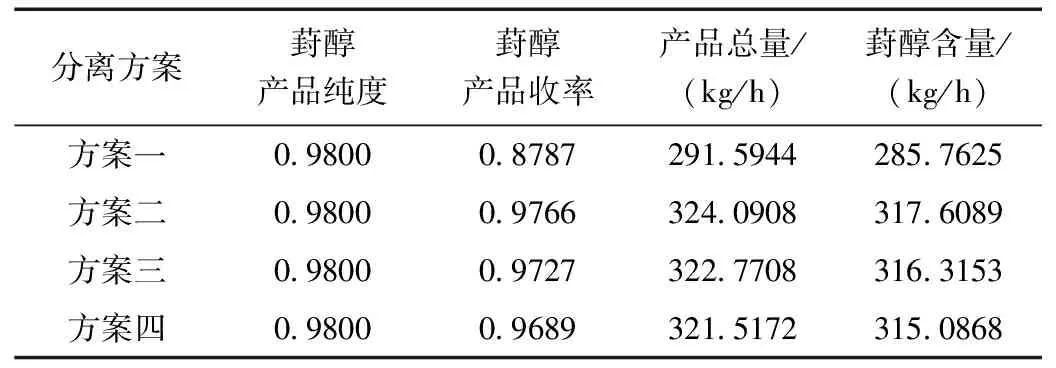
表4 分离系统中葑醇的回收效果对比Table 4 Comparison of recovery effect of fenchyl alcohol in separation system
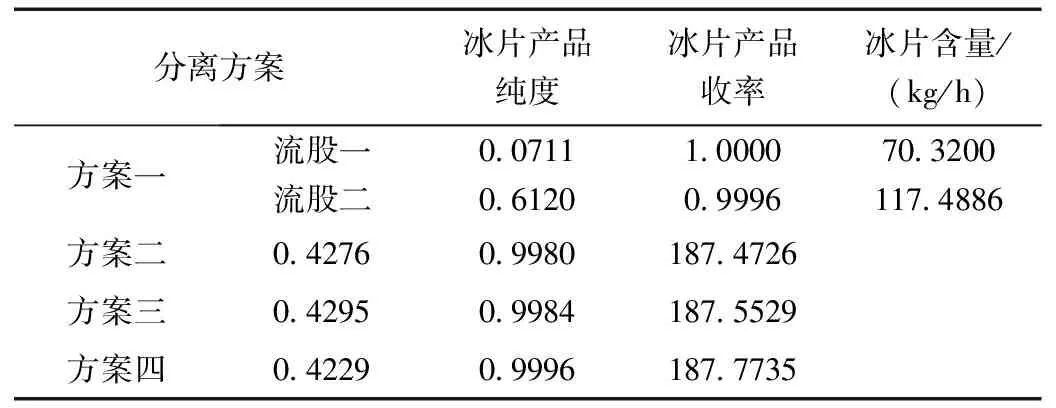
表5 分离系统中冰片的分离效果对比Table 5 Comparison of separation effect of borneol in separation system
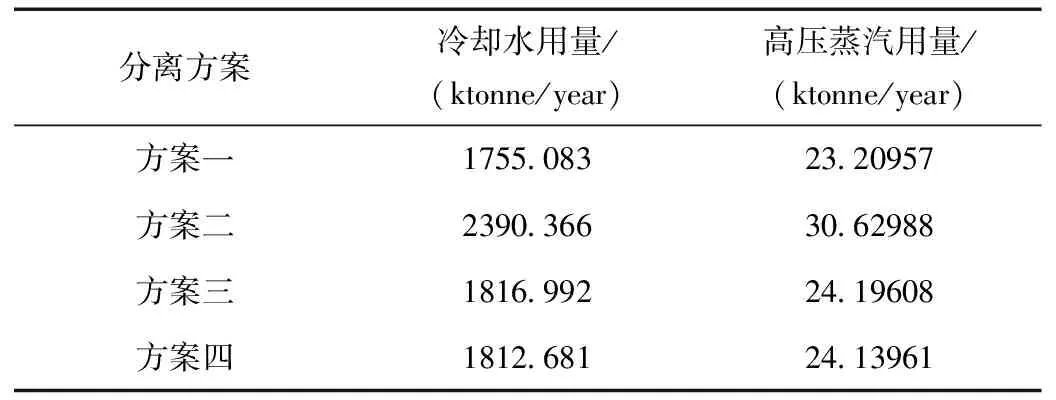
表6 分离系统中公用工程用量对比Table 6 Comparison of utility consumption in separation system
综合分析,在保证各方案分离的产品纯度达标且相同的前提下,通过对比发现方案一葑醇的收率较差,方案二能耗高,方案三莰烯和蒎烯的收率差,方案四葑醇、莰烯和蒎烯等目标产物回收效果较好,且能耗低,冰片分离效果较好,因此方案四为最佳分离方案。
3 工艺优化
3.1 莰烯蒎烯回收塔的优化
以莰烯蒎烯的产品纯度和收率为指标,对莰烯蒎烯回收塔理论塔板数、回流比、塔顶采出率D2/F2、进料位置等参数进行优化,以实现高分离效率和低分离能耗。
3.1.1 塔板数的优化
如图2所示,塔板数增加带来的效果是莰烯和蒎烯的产品纯度、收率均增加,当塔板数大于48块之后,莰烯和蒎烯的产品纯度、收率变化不明显。且塔板数增加会提高设备成本,因此莰烯蒎烯回收塔塔板数N2定为48块。
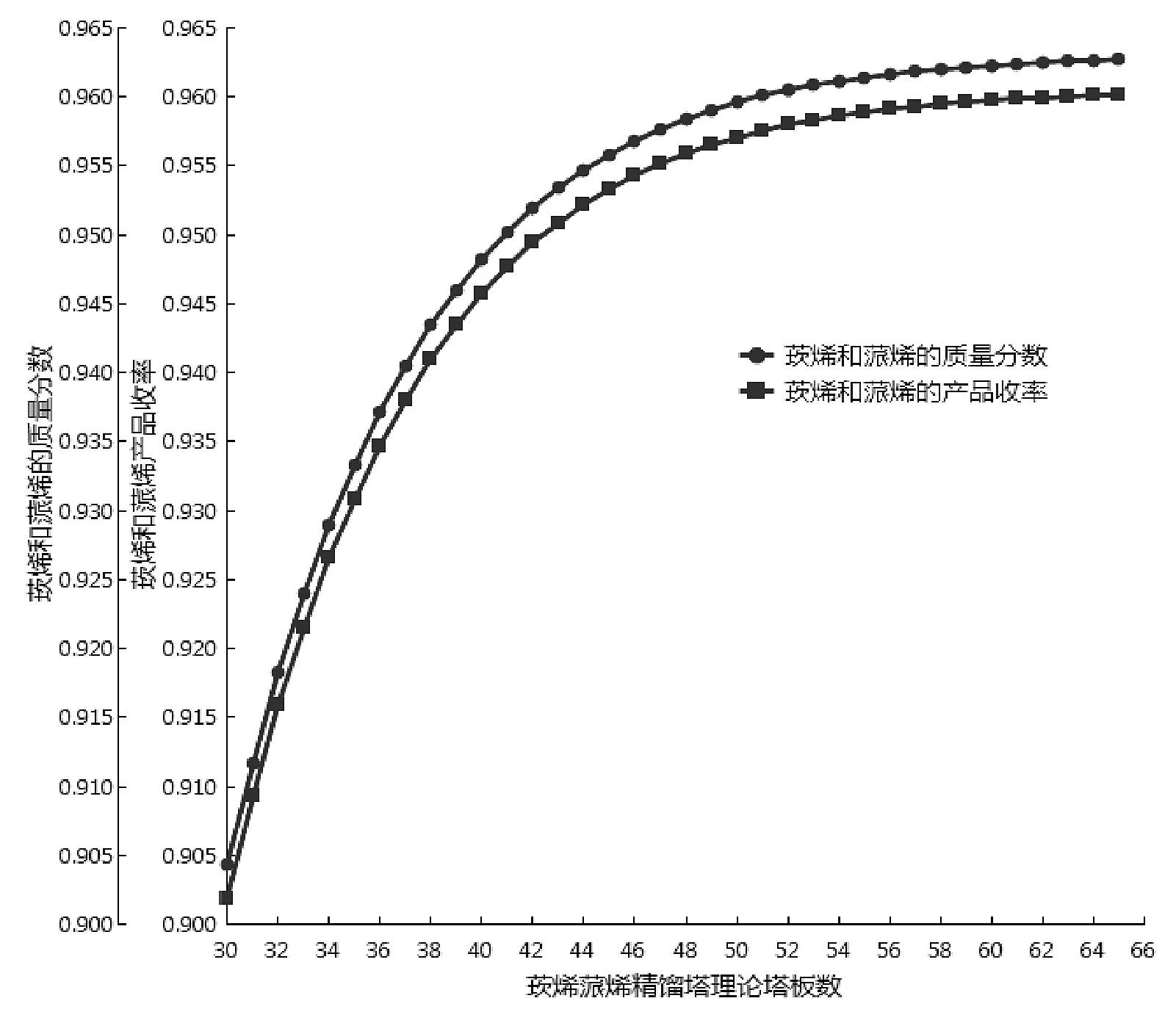
图2 莰烯蒎烯回收塔的塔板数与莰烯和蒎烯的 产品纯度、收率的关系Fig.2 The relationship between the plate number of camphene pinene recovery tower and the purity and yield of camphene and pinene
3.1.2 进料位置的优化
如图3所示,随着进料位置下移,莰烯蒎烯的产品纯度、收率均先增大后减小,莰烯蒎烯回收塔总能耗先减小后增大,为使莰烯和蒎烯的产品纯度、收率达到最大值且总能耗最小,进料位置NF,2可定在第26块板。
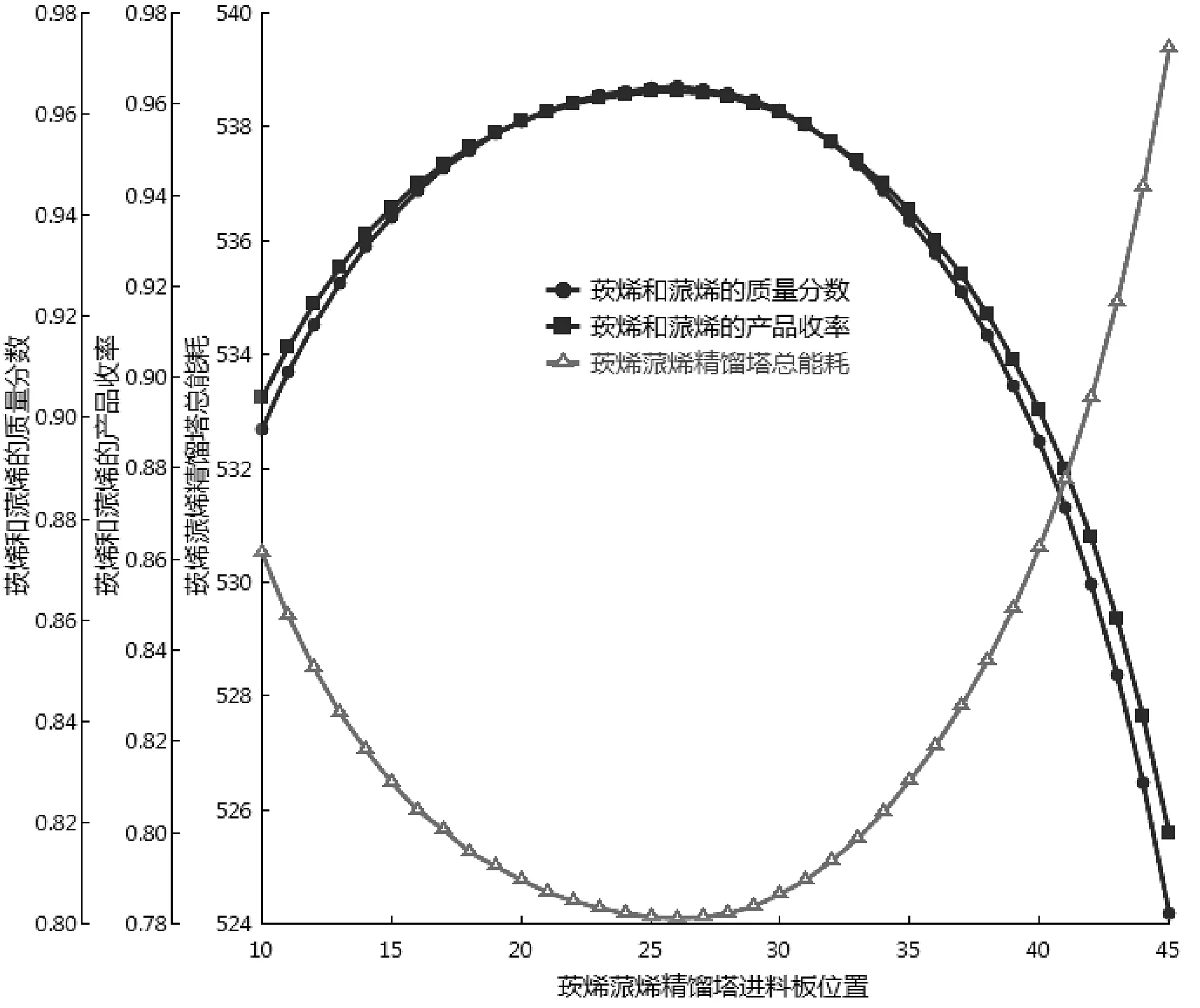
图3 莰烯蒎烯回收塔进料位置与莰烯和蒎烯 产品纯度、收率、总能耗的关系Fig.3 The relationship between the feed position of camphene pinene recovery tower and the purity, yield and total energy consumption of camphene and pinene products
3.1.3 回流比的优化
使用Aspen Plus中的设计规定功能,在选取不同的塔顶釆出率时,通过调节回流比使莰烯和蒎烯的产品纯度满足分离要求。如图4所示,在调节回流比满足莰烯和蒎烯的质量分数为96%的分离要求下,随着塔顶釆出率的增加,莰烯和蒎烯的产品收率呈直线递增趋势,而莰烯蒎烯回收塔的总能耗刚开始增加不明显,当塔顶釆出率大于0.306时,总能耗递增趋势较明显。因此综合考虑能耗及产品收率,塔顶釆出率选取为0.306,此时满足莰烯和蒎烯的质量分数为96%的回流比是5.583。
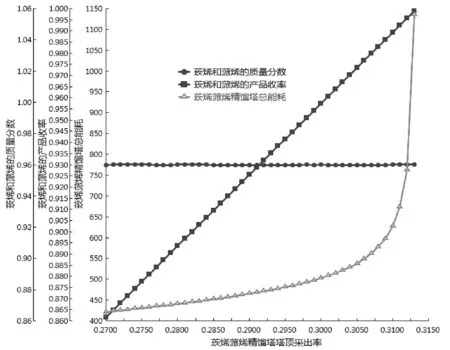
图4 莰烯蒎烯回收塔塔顶釆出率与莰烯和蒎烯产品纯度、 收率、总能耗的关系Fig.4 The relationship between the top recovery rate of camphene pinene recovery tower and the purity, yield and total energy consumption of camphene and pinene products
3.2 葑醇回收塔的优化
3.2.1 塔板数的优化
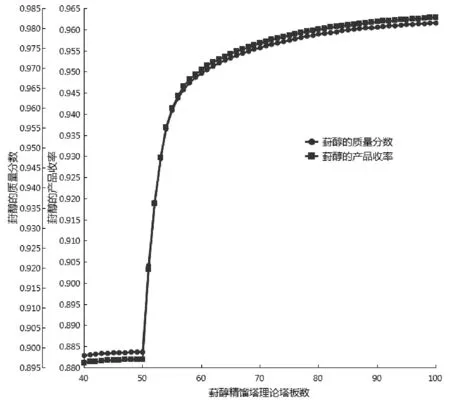
图5 葑醇回收塔的塔板数与葑醇的产品纯度、 收率的关系Fig.5 Relationship between the plate number of fenchyl alcohol recovery tower and the purity and yield of fenchyl alcohol
如图5所示,塔板数增加使葑醇的产品纯度、收率均增加,当塔板数大于60块之后,葑醇的产品纯度、收率变化不明显。且考虑到塔板数增加会增加设备成本,因此塔板数可定为60块。
3.2.2 进料位置的优化
如图6所示,随着进料位置的下移,葑醇产品纯度、收率均出现了先增大后减小的趋势,葑醇回收塔总能耗先减小后增大,为使为使葑醇的产品纯度、收率达到最大值且总能耗相对较小,进料位置NF,3可定在第46块板。
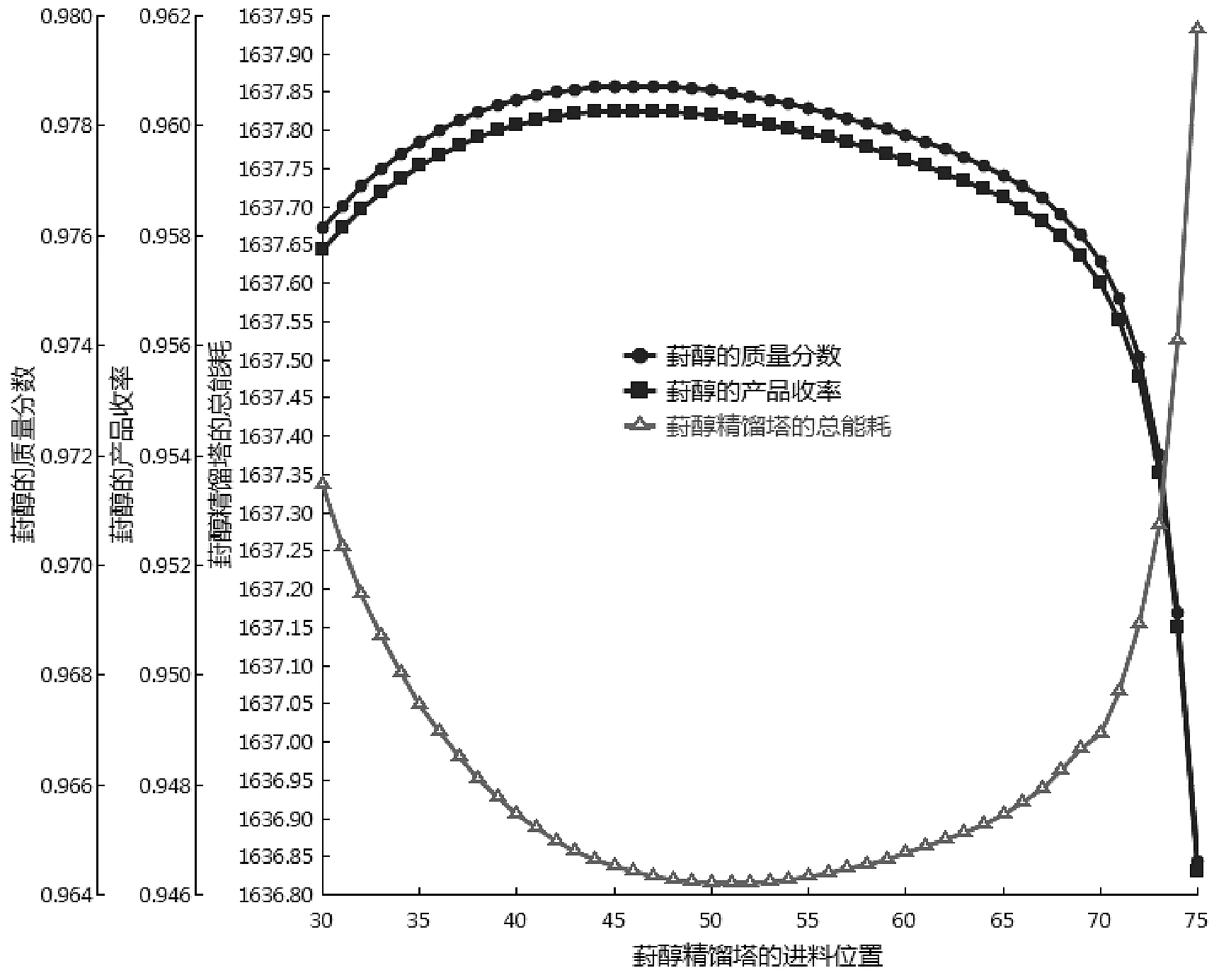
图6 葑醇回收塔进料位置与葑醇产品纯度、收率、 总能耗的关系Fig.6 The relationship between the feed position of fenchyl alcohol recovery tower and the purity, yield and total energy consumption of fenchyl alcohol product
3.2.3 回流比的优化
使用Aspen Plus中的设计规定功能,在选取不同的塔顶釆出率时,通过调节葑醇回收塔的回流比使葑醇的产品纯度满足分离要求。如图7所示,在调节回流比满足葑醇质量分数为98%分离要求下,随着塔顶釆出率的增加,葑醇的产品收率呈直线递增趋势,而精馏塔的总能耗刚开始增加不明显,当塔顶釆出率大于0.4145时,总能耗递增趋势较快。综合考虑能耗及产品收率,塔顶釆出率选取为0.4145,此时满足葑醇的产品质量分数为98%的回流比是31.9159。
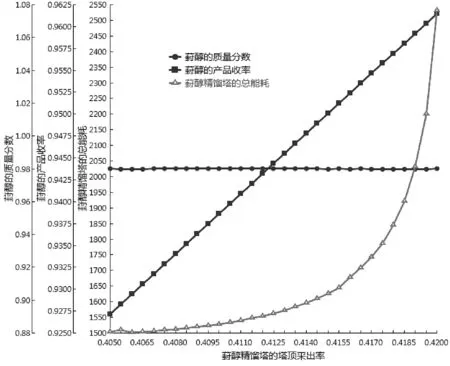
图7 葑醇回收塔塔顶釆出率与莰烯和蒎烯产品纯度、 收率、总能耗的关系Fig.7 The relationship between the top recovery rate of fenchyl alcohol recovery tower and the purity, yield and total energy consumption of camphene and pinene products
4 结 论
本文应用Aspen Plus软件设计了处理冰片生产工艺中产生的白轻油与小茴香油废液体系的分离提纯工艺,具体结论如下:
(1)针对冰片副产物小茴香油及白轻油的具体组成及性质和现有工艺的实际运行数据,对拟采用的精馏工艺进行论证与设计。借助Aspen Plus软件对拟定的几种精馏方案进行对比,结合工厂实地调研的情况确定最终的精馏方案。
(2)应用Aspen Plus软件对最终确定的精馏方案的理论塔板数、回流比、采出率、进料位置等工艺参数优化,得到的最优工艺参数为:莰烯蒎烯产品塔的理论塔板数N2=48,回流比R2=5.583,塔顶采出率D2/F2=0.306,进料位置NF,2=26;葑醇产品塔的理论塔板数N3=60,回流比R3=31.9159,塔顶采出率D3/F3=0.4145,进料位置NF,3=46。
猜你喜欢
氯碱工业(2022年5期)2022-08-01
广州中医药大学学报(2021年6期)2021-05-23
安徽化工(2020年5期)2020-10-16
化工管理(2020年19期)2020-07-28
化工技术与开发(2020年6期)2020-06-24
硫酸工业(2020年2期)2020-04-16
中成药(2019年12期)2020-01-04
中国医药指南(2019年10期)2019-01-07
癌症进展(2016年10期)2016-03-20
橡胶工业(2016年2期)2016-02-23