
Microstructure and Properties of Low-pressure Cold Sprayed Al-based Composite Coatings on Magnesium Alloy Surface
2022-03-12 13:29LIUHongjinDINGMinghuiWANGHaoxuanYANPengwei
上海航天 2022年1期
LIU Hongjin,DING Minghui,WANG Haoxuan,YAN Pengwei
(College of Materials Science and Chemical Engineering,Harbin Engineering University,Harbin 150001,Heilongjiang,China)
Abstract:Pure Al and Al-30% Al2O3 composite coatings are prepared on the surface of AZ31B magnesium alloy by low-pressure cold spraying.The morphology and structure of the coatings are analyzed by scanning electron microscope(SEM),energy dispersive spectroscopy(EDS),and X-ray diffraction(XRD),and the effects of the addition of Al2O3 on the microstructure of the Al-based coatings are discussed.The mechanical properties and corrosion resistance of the coatings are fully evaluated by the micro-hardness tester,electronic tensile machine,and electrochemical workstation.The results show that the coating structure is more uniform and denser,and the porosity is significantly reduced after the addition of Al2O3.The interfaces between the coatings and the magnesium alloy substrate are distinct,and the coatings and the substrate are mechanically combined.Compared with the pure Al coating,the microhardness of the Al-Al2O3 composite coating is increased to 61.1 HV0.2,and the bonding strength reaches above 53.1 MPa.The self-corrosion potential of the two coatings is higher than that of the magnesium alloy,and the self-corrosion current density is significantly lower than that of the magnesium alloy substrate.The Al-based coatings prepared by low-pressure cold spraying have high hardness,good bonding strength,and good corrosion resistance,which can be used for the repair and protection of magnesium alloy structural parts.
Key words:Al;Al-Al2O3;low-pressure cold spray;mechanical property;corrosion resistance
0 Introduction
Magnesium alloys have been widely used in aero‑space,automotive,and electronic industries because of their high specific strength and stiffness,good pro‑cessability,anti-electromagnetic interference,and easy recovery.However,the wear resistance and corrosion resistance of magnesium alloys are general‑ly poor.Magnesium is easy to be oxidized in the air,and the generated oxides cannot protect magnesium alloys,which greatly limits the application range of magnesium alloys.At present,the surface treat‑ment technologies of magnesium alloys mainly in‑clude thermal spraying,anodizing,and electroplat‑ing.However,it is difficult for these technologies to prepare thick,compact,and no oxidized coatings.Therefore,it is very important to develop efficient,economic,and environmental protection technologies for the repair and protection of magnesium alloys.
Low-pressure cold spraying has the potential to be a new protection technology for magnesium alloy surface.It makes solid powder particles impact the substrate surface at high speed,and the powder is de‑posited on the substrate surface through severe plastic deformation to form a coating.Owing to the low temperature during the coating preparation,the pow‑der particles are not melted,and thus the solid state of the particles can still be maintained.Therefore,the thermal impact on the substrate is small,and the coating is basically free of oxidation.The highspeed impact of powder particles on the substrate can improve the hardness of cold sprayed coatings and reduce the porosity of the coatings.At pres‑ent,in the field of repair and protection of magne‑sium alloys,aluminum and aluminum alloys are of‑ten used as spraying materials.Aluminum and aluminum alloys have good deformation ability and low yield strength,and the oxide AlOis dense and hard.Al-AlOcold spraying layer can greatly im‑prove the mechanical properties and corrosion resis‑tance of magnesium and magnesium alloys.CAMP‑BELL et al.and DEFORCE et al.prepared the 6065 aluminum alloy coating and the Al-5%Mg coat‑ing on the surface of magnesium alloy,respectively.The results showed that the Al-based coatings had high yield strength(about 149 MPa),good bonding strength(about 60 MPa),and large microhardness(124 HV).DIAB et al.prepared a pure alumi‑num coating on the surface of AZ31B magnesium al‑loy.The results showed that the cold sprayed alumi‑num coating provided significant corrosion protection for the magnesium alloy substrate,and the addition of a proper amount of hard particles into the sprayed powders reduced the porosity,which resulted in the improvement of the mechanical properties and the corrosion resistance of the coating.
In this paper,the low-pressure cold spraying technology is used to prepare pure Al and Al-AlOcomposite coatings on the surface of AZ31B magne‑sium alloy.The microstructure,porosity,microhard‑ness,bonding strength,and corrosion electrochemi‑cal properties of the coatings are analyzed and tested.The effects of AlOparticles on the microstructure and properties of the pure Al coating are discussed,which provides theoretical and technical support for the application of Al-AlOcomposite coatings pre‑pared by low-pressure cold spraying in the repair and protection of magnesium alloys.
1 Experimental materials and methods
The experimental substrate is AZ31B magnesium alloy,and the spraying powders are pure aluminum and mixed pure Al and Al-30% AlOpowers.The average particle sizes of the pure aluminum and AlOpowders are 30 μm and 35 μm,respectively.The morphology of the pure aluminum powder is sphere or ellipsoid,and the AlOpowder is irregular polygon.The chemical composition of the AZ31B magnesium alloy substrate is shown in Tab.1.The scanning electron microscope(SEM)images and Xray diffraction(XRD)patterns of the Al and AlOpowders are shown in Fig.1.

Tab.1 Chemical composition of the AZ31B magnesium alloy(%)

Fig.1 SEM images and XRD patterns of the pure Al and Al-30%Al2O3 powders

Continue Fig.1 SEM images and XRD patterns of the pure Al and Al-30%Al2O3 powders
In this paper,LP-TCY-III supersonic cold spraying equipment is used to prepare Al and Al-30%AlOcomposite coatings.The compressed air is se‑lected as the working gas.The powder feeding rate is 3 040 g/min.The pressure ranges from 0.8 MPa to 1.0 MPa.The temperature of the gas ranges from 440 ℃to 460 ℃.The spraying distance ranges from 20 mm to 30 mm.The thickness of the prepared coat‑ing is above 500 μm,and is polished to 500 μm for subsequent testing.Prior to the coating preparation,the magnesium alloy substrate is sandblasted to re‑move the surface stains and increase the surface roughness.The compressed air is selected as the working gas.The powder feeding rate is 60 g/min.The blasting time,pressure,and temperature of the gas are 1 min,0.8 MPa-1.0 MPa,and 25 ℃,respec‑tively.The spraying distance is 20 mm-30 mm.
SEM(Model Thermo Scientific Apreo S)is used to analyze the morphology of the powders and the coatings,while energy dispersive spectroscopy(EDS)is used to analyze the type and content of ele‑ments in the coatings.Image-Pro software is used to analyze the porosity of the coatings.XRD(Model X’Pert Pro)is used to analyze the phase structure of the powders and the coatings.Cu-Kα(=0.154 nm)is used as the target,the working voltage is 40 kV,and the current is 40 mA.The continuous scanning mode is adopted.The scanning speed and step size are 5(°)/min and 0.017°,respectively.A micro hard‑ness tester(Model HVS-100 V)is used to test the hardness of the coatings.The hardness value is taken as the average value of five measurements.The ex‑perimental load is 200 g,and the pressure holding time is 20 s.An electronic tensile machine(Model WDW-100)is used in the bonding strength test.The tensile specimen is prepared according to GB/T 8642―88.The tensile speed is 0.4 mm/min.An electrochemical workstation(Model CHI660E)is used to test the open circuit potential and polarization curve.The experimental solution is 3.5% NaCl solu‑tion,the electrochemical test temperature is 25 ℃,the reference electrode is a saturated calomel elec‑trode,and the auxiliary electrode is a platinum elec‑trode.The immersion time and temperature of the samples are 60 min and 25 ℃,respectively,the scan‑ning range is from -2 V to 0 V,and the scanning rate is 1 mV/s.
2 Results and discussion
2.1 Microstructure and phase analysis
The microstructures of low-pressure cold sprayed pure Al and Al-30%AlOcomposite coat‑ings are shown in Fig.2.It can be seen from Figs.2(a)and 2(b)that the pure Al coating is well bonded with the substrate,and the coating is dense without large defects.However,there are small pores.During the coating preparation,the accelerat‑ed pure Al powder by compressed air impacts the magnesium alloy substrate,which results in strong plastic deformation of powder and formation of the Al coating.Some pores can be obviously observed on the surface and cross-sectional images of the pure Al coating,and the porosity of the surface and cross-sec‑tional images are 1.33% and 1.52%,respectively.Moreover,the pores of the coating gradually in‑crease with the increase in the coating thickness(see Fig.2(b)).This can be attributed to the lack of pow‑der impact on the coating surface and the decrease in the compaction and deformation degree of the coating surface close to the substrate with the increase in the coating thickness.Because the binding mechanism of powder particles is mainly mechanical occlusion,there must be a small amount of particles with insuffi‑cient deformation,which results in unsuccessful bind‑ing and then becoming pores.The surface and crosssectional morphology of the Al-30%AlOcomposite coating is shown in Figs.2(c)and 2(d).It can be seen that AlOparticles are embedded in the coating and evenly dispersed in the whole coating.The inter‑face between the coating and the substrate is obvi‑ous,and the coating is flat and free of defects.The pores are mainly distributed around AlO,and are significantly reduced compared with the pure Al coat‑ing.The surface and cross-sectional porosity of the composite coating is reduced to 0.54% and 0.62%,respectively.This is because the AlOparticles main‑ly play the role of compaction and secondary shot penning during the cold spraying process,reducing the porosity and making the coating denser.The high hardness AlOparticles lack deformation abili‑ty,and cannot be well combined with the pure Al particles.Therefore,the pores of the Al-30%AlOcomposite coating are mainly distributed around the AlOparticles.The composition of the coating is an‑alyzed by EDS,and the results are listed in Tab.2.The mass fraction of AlOis calculated to be 10.48% by using the mass fraction of O element.Be‑cause a small amount of Al is oxidized during spray‑ing,the mass fraction of AlOshould be slightly low‑er than the calculated value.The content of AlOof the coating is far less than that of the sprayed pow‑der.The reason is that as a metal phase,Al particles are difficult to combine with hard ceramic AlOparti‑cles under cold spraying conditions,and most AlOparticles cannot adhere to the Al-30%AlOcoating due to sputtering.

Fig.2 SEM images of the pure Al and Al-30%Al2O3 coatings

Tab.2 Porosity and EDS results of the pure Al and Al-30%Al2O3 coatings
The XRD patterns of the cold sprayed pure Al and Al-30%AlOcomposite coatings are shown in Fig.3.It can be seen from Fig.3 that the main phases of the pure Al and Al-30%AlOcomposite coatings are Al(JCPDF 96-900-8461).The Al-30%AlOcomposite coating has a lower AlOphase peak inten‑sity,indicating that the AlOcontent in the coating is less.The result is consistent with the results of EDS.In addition,no new peaks can be found in Fig.3,which indicates that the cold spraying process has few effects on the phase structure of the powders.
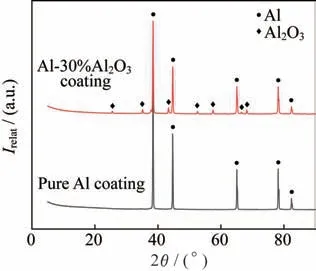
Fig.3 XRD patterns of the pure Al and Al-30%Al2O3 coatings
2.2 Mechanical Properties
The micro-hardness measurement results of the pure Al and Al-30%AlOcoatings are shown in Fig.4.The average hardness of the pure Al coating is 41.4 HV,and the hardness gradually decreases with the increase in the distance from the interface of the coating and the substrate to the surface of the coating,indicating that the particles on the coating surface lack the continuous impact of the subsequent powder and the amount of particles on the coating surface is lower than that inside the coating.Com‑pared with the pure Al coating,the average hardness of the Al-30%AlOcomposite coating increases to 61.1 HV.This is because the AlOparticles uni‑formly distribute in the Al-30%AlOcomposite coat‑ing and make the coating harden.In addition,com‑pared with the pure Al coating,the difference be‑tween the hardness near the surface and near the in‑terface of the coating and substrate is small,indicat‑ing that the hardness of the whole Al-30%AlOcom‑posite coating is consistent.The hardness of the mag‑nesium alloy substrate gradually decreases from the interface of the coating and substrate to the inside of the substrate,which can be attributed to the harden of the magnesium alloy substrate by cold sprayed powder,and the harden the Al-30%AlOcompos‑ite powder is more evident than that of the pure Al powder.

Fig.4 Micro-hardness of the pure Al and Al-30%Al2O3 coatings
The bonding strength results are listed in Tab.3.It can be seen from Tab.3 that the bonding strength of the Al-30%AlOcomposite coating is much high‑er than that of the pure Al coating.The results show that the addition of AlOparticles significantly improves the bonding strength of the coatings.This is attributed to the larger plastic deformation and the higher roughness caused by the continuous impact of AlOparticles on the coatings,which is conducive to the mechanical bite between the powder particles.

Tab.3 Bonding strength and hardness of the coatings
2.3 Electrochemical test
The open circuit potentials of the AZ31B magne‑sium alloy,pure Al coating,and Al-30%AlOcom‑posite coating are shown in Fig.5.It can be observed that the open circuit potentials are stable when the im‑mersion time is above 25 min.The potentials of the AZ31B magnesium alloy,pure Al coating,and Al-30%AlOcoating are about -1.55 V,-0.88 V,and -0.71 V,respectively.
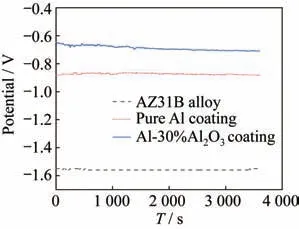
Fig.5 Open current potentials of the the AZ31B magnesium alloy,pure Al coating,and Al-30%Al2O3 composite coating
The polarization curves of the AZ31B magne‑sium alloy,pure Al coating,and Al-30%AlOcom‑posite coating are shown in Fig.6,and the self-corro‑sion potential()and self-corrosion current densi‑ty()are listed in Tab.4.For the AZ31B magne‑sium alloy substrate,andare about 6.521×10A/cmand -1.354 V,respectively.Compared with the magnesium alloy substrate,the decrease inand the increase inindicate the coating prevention on the AZ31B magnesium alloy base from being corroded.Moreover,it is obvious that the anticorrosion property of the Al-30%AlOcom‑posite coating becomes better than that of the pure Al coating.Itsis about 6.983×10A/cm,which decreases 3.01×10A/cmthan that of the pure Al coating.This indicates that the corrosion resistance of the Al-30%AlOcomposite coating is slightly su‑perior to that of the pure Al coating.The above test results can be explained by the fact that AlOis inert in the NaCl solution,which reduces the corrosion tendency of the composite coating.In addition,the compaction effect of AlOon the coating makes the Al-30%AlOcoating denser and the bonding strength higher,which is also favorable to improve the corrosion resistance of the Al-30%AlOcompos‑ite coating.

Tab.4 Ecorr and Icorr of the AZ31B magnesium alloy,pure Al coating,and Al-30%Al2O3 composite coating

Fig.6 Polarization curves of the AZ31B magnesium alloy,pure Al coating,and Al-30%Al2O3 composite coating
The corrosion morphology of the pure Al and Al-30%AlOcomposite coatings after immersing in 3.5% NaCl solution for 1 h is shown in Fig.7.The results show that the surface corrosion pits of the pure Al coating are large and deep,and the cracks ap‑pear on the surface of the coating and extend along the pores.
The corrosion pits on the surface of the Al-30%AlOcomposite coating are smaller but more irregu‑lar,and the corrosion mainly occurs around AlOparticles.It can be seen from Fig.7(b)that the pores of the Al-30%AlOcomposite coating mainly appear at the junction between AlOparticles and the coat‑ing,and these positions are also more likely to be corroded.In conclusion,the addition of AlOparti‑cles does not change the corrosion mode of the coat‑ing from the pores,but improves the corrosion resis‑tance of the coating by reducing the porosity and re‑ducing the pores.The result is consistent with the po‑larization curve.
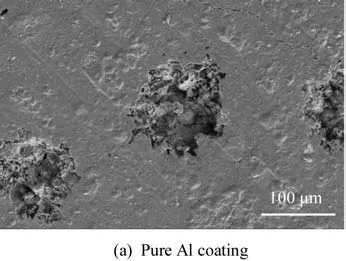
Fig.7 SEM images of the corroded pure Al and Al-30%Al2O3 composite coatings

Continue Fig.7 SEM images of the corroded pure Al and Al-30%Al2O3 composite coatings
3 Conclusions
In this paper,the Al-based coatings are pre‑pared on magnesium alloys by low pressure cold spraying,and the mechanical properties and corro‑sion resistance of the coatings are studied.It is found that the coatings have dense microstructure and there are no obvious big defects.The Al-30%AlOcom‑posite coating is denser than the pure Al coating,and has higher hardness and bonding strength.The addi‑tion of AlOparticles can significantly improve the mechanical properties of the pure Al coating.The Al-30%AlOcomposite coating also exhibits better cor‑rosion resistance than the pure Al coating,which is attributed to the better adhesion and denser structure of the Al-30%AlOcomposite coating.In conclu‑sion,the above results open up the possibility to ap‑ply the coatings to repair the finished-product of mag‑nesium based alloys.

- 上海航天的其它文章
- Development and Application of Ti-based Alloy Casting Technologies in the Field of Aerospace
- Applications of Magnesium Alloys in Aerospace and Aviation
- Repair Welding of Casting Magnesium Alloys:A Review
- Research on Residual Stress Measurement of Magnesium Alloy Cabin Castings
- Microstructure and Hot Deformation Behavior of Mg-9Al-3Si-0.375Sr-0.78Y Alloy
- Effect of Semi-solid Isothermal Heat Treatment on Microstructure of VW63Z Alloy