
Microstructure and Hot Deformation Behavior of Mg-9Al-3Si-0.375Sr-0.78Y Alloy
2022-03-12 13:29CHENLepingZHANGLiantengXUYongZHOUQuan
上海航天 2022年1期
CHEN Leping,ZHANG Lianteng,XU Yong,ZHOU Quan
(School of Aeronautical Manufacturing Engineering,Nanchang Hangkong University,Nanchang 330063,Jiangxi,China)
Abstract:Using Gleeble-3500 thermal simulator,the high temperature plastic deformation behavior and microstructure evolution of Mg-9Al-3Si-0.375Sr-0.78Y alloy are investigated at the temperature of 523 K-673 K and the strain rate of 10-3 s-1-10 s-1.True strain-true stress curves show the characteristics of the typical dynamically recrystallization process.The Arrhenius constitutive equation of the hyperbolic model is established.The average activation energy and the strain rate sensitivity index are,respectively,221.578 kJ·mol-1 and 0.137.The result shows that the α-Mg phase exhibits dynamic recrystallization(DRX)characteristics obviously.But no DRX occurs in the β-Mg17Al12 phase.Hot deformation does not affect the primary Mg2Si phase.Under the conditions of low temperature(523 K-673 K)and high strain rate(1 s-1-10 s-1),the flow instability and macro-defects such as crack appear in the specimens.However,there are finer recrystallization grains.Under the conditions of high temperature(≥673 K)or low strain rate,the microstructure of the alloy shows good homogeneity.The size of the primary Mg2Si phase is uniform,the size of the β-Mg17Al12 phase is small,and the distribution of the β-Mg17Al12 phase is uniform.
Key words:magnesium alloy;hot deformation;constitutive equation;microstructure;dynamic recrystallization(DRX)
0 Introduction
Magnesium alloy has the characteristics of low density,high specific strength,and good damping property,and thus has significant application value and broad prospect in aerospace,transportation,and electronic industries.However,it has also several limitations such as poor creep resistance,cold plastic deformation ability,and workability,owing to the hexagonal closed packed(HCP)structure and limit‑ed open slip systems,which may limit the require‑ments for further application.Therefore,the defor‑mation of magnesium alloy is mainly carried out at high temperature.
Hot plastic deformation could improve the mi‑crostructure and mechanical properties of alloys effectively.It is of great significance to study the in‑teraction between the flow stress behavior and the processing parameters of magnesium alloy at high temperature.WONG et al.studied the hot deforma‑tion behavior of AZ31B magnesium alloy.They found that finer dynamic recrystallization(DRX)grains could be obtained at low temperature or high deformation temperature,while uniform microstruc‑ture could be obtained at high temperature or low strain rate.KARIMI et al.conducted hot deforma‑tion experiments on AZ31 magnesium alloy,and found that the alloy showed high strain rate sensitivity at higher temperature.CHAI et al.studied the hot deformation behavior of AZ91D magnesium alloy,and established the Arrhenius hyperbolic sinusoidal model,which could well describe the hot deformation behavior of AZ91D alloy at 473 K-673 K.LIU et al.studied the asymmetric behavior of the thermal defor‑mation of AZ31B plates,and established the flow stress model.FANG et al.studied the dynamic pre‑cipitation behavior and its effects on the grain refine‑ment and mechanical properties of AZ61 alloy during multi-directional forging.The results showed that the MgAlphase precipitation mainly occurred in the early stage of multidirectional forging.
At present,many studies have been carried out on Mg-Al-Zn alloy.But the temperature of it cannot exceed 393 K,which limits the applications of these alloys.However,Mg-Al-Si alloy,another heat resis‑tant magnesium alloy in Mg-Al series,has a higher service temperature.Mg-Al-Si alloy is a die-cast heat resistant magnesium alloy developed by Volkswagen in 1970s.The introduction of Si element can greatly improve the high temperature performance of the al‑loy.MA et al.studied the effect of predeformation on the microstructure of Mg-9Al-0.7Si alloy pro‑duced by the strain induced melt activation(SIMA)process.The size of the α-Mg phase decreased,and the morphology changed from dendritic to equiaxed.SONGinvestigated the microstructure and grain refinement mechanisms of Mg-4Al-4Si alloy by recip‑rocating extrusion.The results showed that the DRX was controlled by dislocation climbing during the de‑formation process.At present,the research of Mg-Al-Si alloy mainly focuses on hot extrusion and heat treatment.There are a few studies on hot deforma‑tion behavior and microstructure evolution.The study the microstructure of Mg-Al-Si alloy during thermal deformation and the establishment of the con‑stitutive equation have an important effect on the pre‑cise control of Mg-Al-Si alloy part forming and the microstructure properties.Therefore,the hot defor‑mation behavior and microstructure change of Mg-9Al-3Si alloy are studied in this paper.
Mg-9Al-3Si(AS93)alloy is used as the base material in the experiment.The results of previous research in the laboratory showed that the compound modification of 0.375% Sr and 0.78% Y in Mg-9Al-3Si alloy could significantly improve the solidifica‑tion structure of the alloy,significantly improve the plasticity,and facilitate the deformation of the alloy.In the present investigation,with the help of hot compression tests of as-cast Mg-9Al-3Si-0.375Sr-0.78Y alloy,the flow stress behaviors in terms of flow softening and DRX are investigated.Additional‑ly,the effects of the processing parameters on the microstructure revolution are investigated so as to optimize the processing parameters and control the microstructure.
1 Experimental materials and methods
Experiments are carried out on Mg-9Al-3Si-0.375Sr-0.78Y alloy,which is made by adding 0.375% Sr and 0.78% Y on the basis of Mg-9Al-3Si alloy.Cylindrical specimens,8 mm by 12 mm,for uniaxial compression are extracted from a30 mm Mg-9Al-3Si-0.375Sr-0.78Y alloy ingot.The direc‑tion of hot compression is parallel to the axis.The original microstructure of the alloy is shown in Fig.1,in which Fig.1(a)and Fig.1(b)are images of the scanning electron microscope(SEM)and the optical microscope,respectively.It can be seen that the al‑loy is mainly composed of the lamellar α-Mg matrix,the long strip β-MgAlphase,and the multilateral shape primary MgSi phase.The average diameter of the α-Mg grains is 138.8 μm,and the average length of the β-MgAlphase grains is 31.56 μm.

Fig.1 Microstructure of Mg-9Al-3Si-0.375Sr-0.78Y alloy before deformation
As shown in Fig.2,according to the differential thermal analysis(DTA)curve of the alloy measured by Diamond TG/DTA differential thermal analyzer,it can be seen that there are three melting peaks in the alloy during the heating process,which are the β-MgAlphase peak,the primary MgSi phase peak,and the melting peak of the α-Mg matrix from left to right.In consideration of the DTA results,the exper‑imental tests are conducted in the temperature range from 523 K to 673 K(in a step of 50 K)at the con‑stant true strain rates of 10s,10s,10s,1 s,10 sunder the rolling reduction of 60%.A Gleeble-3500 thermal-mechanical simulation system is used.Prior to compression,two ends of the speci‑men are coated with a graphite sheet to reduce the ef‑fect of friction on the contact surface.The specimens are heated to the specified deformation temperature at a rate of 10 K·s,and held for 180 seconds to keep uniform in all parts of the specimens.The specimens are quenched in water immediately after hot deforma‑tion to preserve the microstructure.The compressed specimens are cut along the compression direction and polished to prepare the crystal phase specimens.To reveal the microstructural features,the specimens are chemically etched with 4.3 mL picric acid,0.7 mL orthophosphoric acid,and 95 mL ethanol solu‑tion.The microstructure features are captured with the XJP-3A optical microscope.
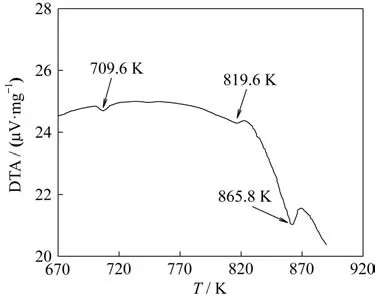
Fig.2 DTA curve of as-cast Mg-9Al-3Si-0.375Sr-0.78Y alloy
2 Results and discussion
2.1 Stress-strain curves
The true stress-strain curves of Mg-9Al-3Si-0.375Sr-0.78Y alloy at various deformation conditions are shown in Fig.3.It can be observed that flow in‑stability occurs at 523 K-1 s,523 K-10 s,and 573 K-10 s.There are obvious macroscopic shear cracks on the surface of the specimen,which are 45°away from the compression axis of the specimen.When the thermal deformation is at a higher rate and a lower thermal deformation temperature,the heat of deformation cannot be transferred to the surrounding in time with the rapid deformation rate.Consequent‑ly,the local temperature of the specimen increases,and adiabatic instability occurs.Under other defor‑mation conditions,the effects of the temperature and strain rate on the flow stress are significant,showing a typical DRX process.During the hot deformation process,dynamic recovery(DRV),DRX,and strain hardening occur simultaneously.At the initial stage of strain,the flow stress reaches its peak with the increase in the true strain rapidly.In this time,the main method is deformation hardening,and DRV and DRX have no effects on the stress.After reach‑ing the peak value,the flow stress decreases gradual‑ly with the increase in the strain,and rheological soft‑ening is the main form at present.In the later stage of strain,when the true strain value is close to 0.9,the flow stress of the alloy tends to a stable value and in the dynamic equilibrium stage.In addition,when the alloy deforms at higher temperature or lower strain rate,the thermal deformation process tends to be stable easily.
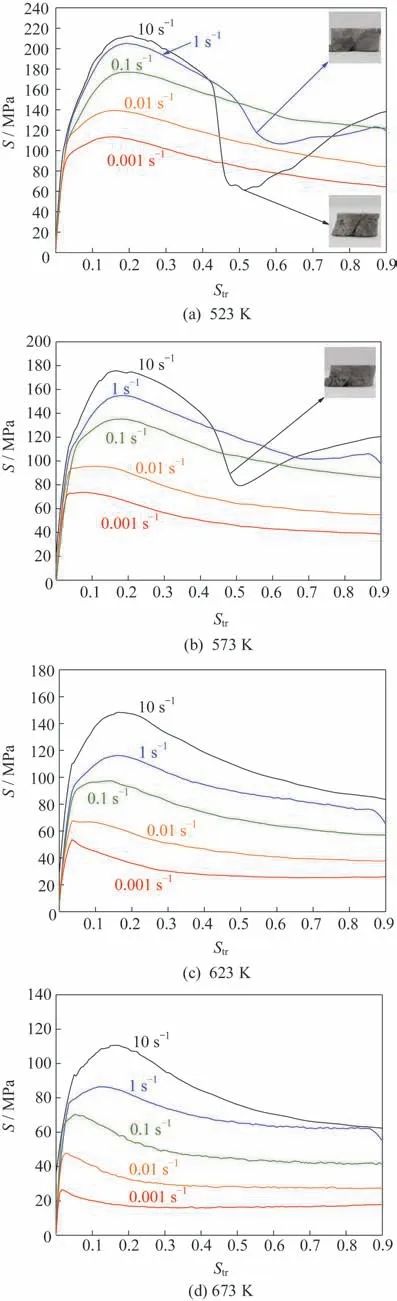
Fig.3 True stress-strain curves of Mg-9Al-3Si-0.375Sr-0.78Y alloy during hot compressive deformation at 523 K,573 K,623 K,and 673 K
The variations of the peak flow stress of Mg-9Al-3Si-0.375Sr-0.78Y alloy at various deforma‑tion temperatures and strain rates are shown in Fig.4.When the temperature is constant,the peak flow stress increases with the increase in the strain rate.Meanwhile,the peak flow stress decreases with the increase in the temperature when the strain rate is constant.The peak stress has a linear relationship with the temperature.When the strain rate increases within 0.001 s-1 s,the inclination increases at first and then decreases,and the turning point is 1 s.This indicates that within 0.001 s-1 s,the effect of deformation heat on the peak flow stress in‑creases with the increase in the strain rate,and the decline rate of the peak flow stress accelerates.When the strain rate reaches 10 s,the DRX is not enough,the effect of deformation heat on the peak flow stress decreases,and the slope of the line de‑creases.This indicates that the sensitivity of the peak flow stress to the temperature increases firstly and then decreases with the acceleration of the strain rate.Under this experimental condition,the effects of tem‑perature on the peak flow stress are the greatest when the strain rate is 1 s.

Fig.4 Peak flow stress curves of Mg-9Al-3Si-0.375Sr-0.78Y alloy at different hot compressive deformation temperatures
2.2 Constitutive equation
The Arrhenius equation has been widely used to describe the relationship among the flow stress,the deformation temperature,and the strain rate.Generally,the Arrhenius formula has two expressions.One is at the low stress level,as shown in Eq.(1),and the relationship between the strain rate and the stress is exponential.The other one is at the high stress level,as shown in Eq.(2),and the strain rate and the stress show an exponential rela‑tionship.The Sellars hyperbolic sinusoidal form can be applied to the constitutive model of the hyperbolic sinusoidal form in all stress states,as shown in Eq.(3).
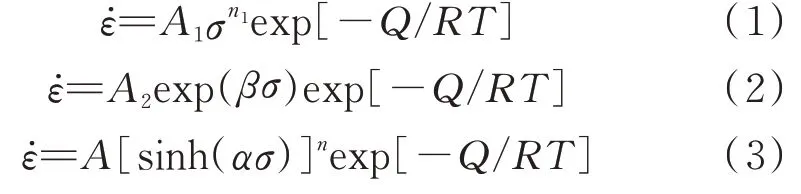
where,,(MPa),,and(α=/,MPa)are material constants,˙ is the strain rate(s),is the peak stress(MPa),is the activa‑tion energy for deformation(J·mol),is the defor‑mation temperature(K),andis the ideal gas con‑stant(=8.314 J·mol·K).
Taking the natural logarithm of both sides of Eqs.(1)and(2)yields


Fig.5 Relationship between strain rate and stress
Taking the natural logarithm of both sides of Eq.(3)yields

When the temperatureor strain rate is con‑stant,the partial differentiation of Eq.(6)can be ob‑tained as follows:

where,(MPa),,and(α=/,MPa)are material constants,˙is the strain rate(s),is the peak stress(MPa),is the activation energy for deformation(J·mol),is the deformation temper‑ature(K),andis the ideal gas constant(=8.314 J·mol·K).
In accordance with the relationship curves of ln˙ and ln[sinh()](see Fig.6(a)),the average value ofcan be estimated to be 7.449 83.The average value of the slops is the strain rate sensitivity index,which can be estimated as 0.137 45.In accor‑dance with the relationship curves of 1/and ln[sinh()](see Fig.6(b)),the average value of the slopes is 0.357 74.Therefore,the value ofcan be obtained as 221.578 3 kJ·molfrom Eq.(8)for this alloy.

Fig.6 Relationship between ln ε˙and ln[sinh(ασ)]
ZENER and HOLLOMAN proposed a compre‑hensive effect of the strain rate and deformation tem‑perature on the rheological stress,which can be ex‑pressed as a temperature compensated strain rate fac‑tor parameter as follows:

Taking logarithms of both ends of Eq.(9)and combining the obtained results with Eq.(3)yield

The relationship between lnand ln[sinh()]is shown in Fig.7.The intercept of the straight line is ln=42.528 56,and n=8.084 43.Based on the experimental data and the results obtained above,the constitutive equation of Mg-9Al-3Si-0.375Sr-0.78Y alloy can be expressed as

Fig.7 Relationships between the peak stress and Z of Mg-9Al-3Si-0.375Sr-0.78Y alloy

We use the thermal simulation test data to verify the exactness of the constitutive equation.The comparison of the calculated and measured values of the peak flow stress is shown in Fig.8.The relative error between the measured value and the calculated value is 1.84%,indicating good agreement.This shows that the establishment of the constitutive equation can provide a theoretical basis for practical production.

Fig.8 Comparison of the calculated and measured values of the peak stress for Mg-9Al-3Si-0.375Sr-0.78Y alloy
2.3 Microstructural observation
2.3.1 Effects of the deformation temperature on the microstructure
The microstructure morphology and the average grain size of the alloy at different hot deformation temperatures when the strain rate is 0.1 sare shown in Fig.9 and Fig.10,respectively.As shown in the figures,when the deformation temperature is 523 K,the original grain structure is not completely broken,and the average new grain size of α-Mg is 1.10 μm.As shown in Fig.9(a),the original grain size is large.But the morphology change of the β-MgAlphase is not obvious.The size is slightly reduced before the hot deformation,and the average grain length is 21.59 μm.When the deformation tem‑perature is 573 K,the“necklace”recrystallization structure of α-Mg is obvious,which shows incomplete recrystallization,and the average grain size is 1.40 μm.Moreover,the β-MgAlphase is elongated to 22.19 μm.When the temperature reaches 623 K,the grains of the incomplete α-Mg recrystallization gradually grow to a size of 4.19 μm,and complete re‑crystallized grains are observed in some areas.The size of the β-MgAlphase decreases to 13.46 μm,as shown in Fig.9(c),and part of the β-MgAlphase is dissolved.When the temperature reaches 673 K,the original α-Mg grains are completely broken,some grains are completely recrystallized,and the grains grow to 16.4 μm.LEE et al.also found the phe‑nomena of softening and decomposition of the β-MgAlphase at high temperature.Meanwhile,the size of the β-MgAlphase decreases further to 12.08 μm.As shown in Fig.9(d),the morphology changes into a short rod.According to the results of this experiment,it can be seen that the change of the deformation temperature has no effect on the primary MgSi phase.

Fig.9 Microstructure of the compression samples after deformation at 0.1 s-1

Fig.10 Average grain size of the compression samples after deformation at 0.1 s-1
In addition,it can be seen from the macroscopic figures of the compressed specimens in Fig.9 that when the deformation temperature is 523 K,there are serious free cracks on the surface.When the tem‑perature rises to 573 K,only slight free cracks appear on the surface.However,when the temperature fur‑ther increases to 623 K-673 K,the surface cracks al‑most disappear.This indicates that the alloy is more conducive to deformation at higher temperatures.
The effects of the deformation temperature on the DRX of magnesium alloys are obvious.When the hot deformation temperature is between 523 K and 573 K,the temperature is low,and dislocation is diffi‑cult to recombine through movement,which inhibits the occurrence of DRX.Therefore,the size of the recrystallization grains is small.Dislocation slip,climb,and cross slip are more likely to occur when the temperature is higher than 623 K.Meanwhile,the nucleation rate of the DRX and the migration capacity of the grain boundary increase,which pro‑motes the DRX of the magnesium alloy,and thus the grains grow gradually.When the temperature rises to 673 K,the magnesium alloy achieves complete DRX due to the further increase in the temperature.The grain size increases further,the grain boundary be‑comes smooth,and the edge is not obvious.
During the process of hot deformation,the mor‑phology and size changes of the β-MgAlphase are mainly caused by the fact that the β-MgAlphase is dissolved in the magnesium matrix during the hot de‑formation process and the extrusion deformation.When the temperature is 523 K,the low temperature has no effect on the morphology of the β-MgAlphase.However,some of the β-MgAlphase is still dissolved into the magnesium matrix.When the tem‑perature rises to 573 K,a large number of recrystal‑lized grains are formed,accelerating the dissolution of the β-MgAlphase.However,due to the increase in the temperature,the dislocation movement be‑comes faster,and the β-MgAlphase is elongated.When the temperature increases to 623 K-673 K,the dissolution of the β-MgAlphase increases and the size further decreases.Moreover,the recrystalliza‑tion grain of α-Mg grows,the β-MgAlphase is ex‑truded,and its morphology changes from irregular long strip to short bar.
2.3.2 Effects of the strain rate on the microstructure
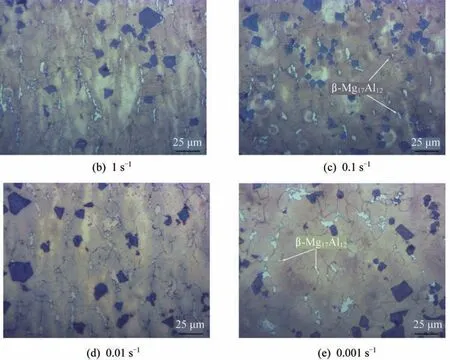
The microstructure morphology and the average grain size of the alloy at various strain rates when the hot deformation temperature is 673 K are shown in Fig.11 and Fig.12,respectively.As shown in the figures,when the strain rate is 10 s,the αMg re‑crystallized grain shows a regular multilateral shape,and the grain size is 8.28 μm.At the same time,the β-MgAlphase is relatively large,and the average grain length is 16.26 μm.Meanwhile,a large amount of DRX occurs in Fig.11(a).When the strain rate is 1 s,a few α-Mg recrystallized grains grow to a grain size of 13.82 μm,while the length of the β-MgAlphase decreases to 15.80 μm.When the strain rate is 0.1 s,some α -Mg recrystallized grains grow to 16.42 μm,while the β-MgAlphase changes to a short bar with a grain length of 12.08 μm.At the strain rate of 0.01 s,α-Mg grows up further to the irregular multilateral shape,the size increases to 17.94 μm,while the length of the β-MgAlphase decreases to 8.97 μm.When the strain rate decreases to 0.001 s,as shown in Fig.10(e),α-Mg shows a large irregular shape,the grain boundaries become smooth,and the size of the grain increases to 33.89 μm.At the same time,the β-MgAlphase is in the shape of a short rod or round point,and the grain length further decreases to 7.48 μm.Mean‑while,it can be seen from the figure that the strain rate has no effect on the primary MgSi phase under this deformation condition.

Fig.11 Effects of the strain rates on the microstructural evolution at 673 K

Fig.12 Effects of the deformation strain rate on the average grain size at 673 K
The deformation velocity has an effect on the size of the α-Mg recrystallized grain.When the hot de‑formation rate is high,the dislocation generated in the deformation process cannot be offset,resulting in more dislocation,more recrystallization nucle‑ation,and grain refinement.With the decrease in the hot deformation rate,the time for DRX is more com‑plete,and the recrystallization grains have sufficient time for growth and grain coarsening.At the same time,with the decrease in the hot deformation rate,the solid solution time increases,the dissolution amount of the β-MgAlphase increases and the size decreases.
Continue Fig.11 Effects of the strain rates on the microstructural evolution at 673 K
3 Conclusions
The constitutive equation of the Arrhenius hy‑perbolic model of Mg-9Al-3Si-0.375Sr-0.78Y alloy is established.The constitutive equation of the peak flow stress is as follows:

The error of the constitutive equation is small,which indicates that it can provide a theoretical basis for practical production.The apparent deformation activation energy of this alloy is 221.578 3 kJ·mol.The sensitivity index of the average strain rate is 0.137.The alloy with uniform structure and good surface quality can be easily obtained by deformation at higher temperature.
In the process of thermal deformation of Mg-9Al-3Si-0.375Sr-0.78Y alloy,there is obvious DRX of α-Mg.The size of the β-MgAlphase decreases.Hot deformation has no effect on the primary MgSi phase.
During the hot deformation of Mg-9Al-3Si-0.375Sr-0.78Y alloy,when the strain rate is con‑stant,the degree of recrystallization increases with the increase in the temperature,and the recrystalliza‑tion grain grows gradually.
Recrystallization is complete when the tempera‑ture rises to 623 K-673 K.When the temperature is constant,the grain size of DRX increases with the de‑crease in the strain rate.

- 上海航天的其它文章
- Development and Application of Ti-based Alloy Casting Technologies in the Field of Aerospace
- Applications of Magnesium Alloys in Aerospace and Aviation
- Repair Welding of Casting Magnesium Alloys:A Review
- Research on Residual Stress Measurement of Magnesium Alloy Cabin Castings
- Effect of Semi-solid Isothermal Heat Treatment on Microstructure of VW63Z Alloy
- Study on the Deformation Behavior of Mg-Gd-Y-Zn-Mn Wrought Magnesium Alloys by Visco-plastic Self-consistent Modeling