
Repair Welding of Casting Magnesium Alloys:A Review
2022-03-12 13:29WUGuohuaTONGXinWANGQimanZHANGGuoqingXIAO
上海航天 2022年1期
WU Guohua,TONG Xin,WANG Qiman,ZHANG Guoqing,XIAO Lü
(1.National Engineering Research Center of Light Alloys Net Forming and State Key Laboratory of Metal Matrix Composite,Shanghai Jiao Tong University,Shanghai 200030,China;2.Shanghai Aerospace Precision Machinery Institute,Shanghai 201600,China)
Abstract:Magnesium(Mg)alloys have broad application prospects in the fields of aerospace,national defense,and military industries,owing to their advantages of high specific strength and stiffness,good damping properties,and excellent castabilities.However,defects such as oxidation inclusions,shrinkage cavities and porosities,and hot cracks are readily generated in Mg alloy components,which seriously reduce the performance stability of the products.Related repair welding technologies for Mg alloys can greatly reduce the rejection rate and production cost,and exhibit significant value in scientific research and engineering application.In this review,the weldability of Mg alloys is introduced firstly according to their physical and chemical properties.Then,various repair welding technologies and pre-weld treatments applicable to Mg alloys are systematically summarized,and the effects of welding parameters as well as heat treatments on the microstructure and performance of the repaired joints are clarified.Finally,the existing problems and development trends of repair welding technologies for Mg alloys are summarized based on the actual engineering application requirements.
Key words:Mg alloy;repairing;welding technology;defect;heat treatment
0 Introduction
Magnesium(Mg)alloys have attracted considerable attention because of their low density,high specific strength and stiffness,considerable damping capacity,and good dimensional stability.The application of Mg alloys in aerospace industries can achieve a weight reduction in the equipment,and thus improve the maneuverability and combat capabilities.In particular,the recently developed Mg rare-earth(RE)alloys further improve the absolute strength and heat resistance of Mg alloys,and promote the application of Mg alloys to some key components such as aircraft reducer casings and missile cabins.
The plastic deformation ability of Mg is poor,owing to the small amount of effective slip system for its hexagonal close-packed(HCP)crystal structure.Therefore,Mg is mainly used to fabricate profiles with relatively simple structures,e.g.,plates and ex‑trusions.Fortunately,Mg alloys exhibit lower melt‑ing points,lower latent heat of crystallization,and better fluidity than other structural materials such as aluminum(Al)alloys and steel.As a result,Mg alloys are particularly suitable for fabricating largesize parts with complex structures by casting.Nowa‑days,casting is the most important forming method for Mg alloys,and 90% of Mg alloy parts are pro‑duced by casting.
However,since the chemical character of Mg is highly reactive,oxidation and combustion readily oc‑cur during the smelting and solidification processes of Mg alloys.Even after a series of melt purification treatments,some oxide inclusions still inevitably re‑main and become the initiation sources of cracks with‑in the alloys,with which the mechanical properties of the components are deteriorated.Moreover,casting Mg alloys always exhibit a large temperature range in the solid-liquid two-phase zone,and tend to solidify within a wide mushy region.Thus,casting defects,e.g.,shrinkage porosity and shrinkage cavity,will al‑so occur in Mg alloy castings because of inadequate feeding.In addition to the casting defects generat‑ed in melting and casting processes,defects such as micro-cracks may also be generated in Mg alloy cast‑ings during the subsequent heat treatments.There‑fore,it is important to develop repairing technologies for Mg alloy castings to improve their mechanical properties and reduce the production cost.
At present,repair welding is one of the most im‑portant methods for eliminating defects within Mg al‑loy parts.The process parameters of repair welding are quite different from those in conventional weld‑ing.Normally,the size of defects in Mg alloy compo‑nents is small,and thus the repair area is limited.The rapid cooling rate of the molten pool during the repairing will lead to a relatively high welding residu‑al stress in the joint.Hot cracking readily occurs during the repair welding,and will reduce the suc‑cess rate of the repairing.Moreover,the solidifica‑tion microstructure of the repaired area is much finer than that of the base material(BM).Especially when the BM is fabricated by sand casting,the microstruc‑ture of the BM is characterized as coarse dendrites surrounded by continuous eutectic structures,leading to a significant difference in the microstructure of the whole joint.Therefore,it is difficult to simultaneous‑ly achieve the desired solid solution state of the entire joint by conventional post-weld heat treatments.
In this paper,different repair welding tech‑niques for Mg alloys are reviewed.The effects of welding processes as well as pre-and post-weld heat treatments on the microstructure and performance of joints obtained with the repair welding techniques are clarified.The shortcomings and prospect of such tech‑niques are also provided.
1 Weldability of Mg alloys
The repair welded joints of Mg alloys are usual‑ly divided into three zones,i.e.,repaired zone(RZ),heat-affected zone(HAZ),and BM.A transition ar‑ea,called the partial melting zone(PMZ),can also be formed between the RZ and the HAZ when the al‑loying content of the BM is relatively high.The grain morphology of the solidified microstructure in the RZ is often determined by the combination of so‑lidification conditions(temperature gradientand growth rate),alloy compositions,and nucleation rate.The effects of solidification conditions on the mi‑crostructure of solidified grains are shown in Fig.1.The ratiooftodetermines the size and mor‑phology of the solidified structure.During the repair‑ing process,the value ofgradually decreases from the boundary to the center within the molten pool,and thus it appears as planar growth,cellular growth,columnar dendritic growth,and equiaxed dendritic growth in the solidification process

Fig.1 Effects of G and R on the microstructure of solidification grains[12]
The chemical properties of Mg are active,while Mg alloys exhibit low melting point,large thermal conductivity,and high thermal expansivity,which make Mg alloys have poor weldability.Weld‑ing defects such as oxide inclusions,thermal cracks,pores,and deformation readily occur in welded joints.The solubility of hydrogen in Mg is rela‑tively high during the welding process,but decreases rapidly when the temperature drops.As a result,hy‑drogen gas pore is one of the main welding defects in the welded joints of Mg alloys.LI et al.estab‑lished a strength prediction model for alloys contain‑ing gas pores as shown in Fig.2,whereis the cross-sectional area of the gauge length,is the ar‑ea of the section containing a pore reduced by a frac‑tion,andis the axial tensile force.,and,are the true stress and logarithmic strain within the pore region(subscript i)and the homogeneous stress and strain outside the pore region(subscript h).The model predicts that the strength of the alloy with pores of 1% area fraction()is about 60% lower than that without pores()based on the assumption that a sample contains only one spherical pore.The introduction of RE elements into Mg alloys can result in a reduction in the gas pore number.Oxide inclu‑sions are mainly generated from the oxide film formed on the surface of the molten pool during the welding process.The occurrence of inclusions can be avoided by optimal control of the shielding gas flow and the welding heat input.Thermal cracks usually occur in the HAZ and/or RZ.The intergranular eu‑tectic structures with low melting points can melt un‑der the welding heat input.Since the generated liquid film along grain boundaries is easily broken under the welding tensile stress,hot cracks occur easily.Heat input and alloy composition are two most important factors affecting the formation of hot cracks.In ad‑dition,the thermal expansivity of Mg alloy is twice that of steel,and the large thermal stress during welding always makes the repaired joint deform.These aforementioned welding defects seriously re‑strict the wide application of Mg and its alloys.

Fig.2 Strength prediction model of as-cast alloy with pores[17]
The repair welding process focuses on repairing the local defects inside Mg alloys.In comparison with traditional welding,the welding area of repair welding is smaller with a shorter operating time,and thus the cooling rate of the molten pool is faster.Owing to this rapid solidification process,the shrink‑age stress in the repaired area will be higher.Mean‑while,the insufficient escape time of hydrogen gas in‑creases the formation tendency of gas pores.There‑fore,in order to improve the repaired quality of Mg alloy components,the process parameters of repair welding and the alloying composition of the filler rod should be different from those of the traditional weld‑ing process.
2 Pretreatment of repair welding
Casting defects,e.g.,gas pores,shrinkage po‑rosities,inclusions,and cracks,always occur in Mg alloys,and deteriorate the properties of the cast‑ings.Therefore,the repair welding of as-cast Mg alloys can greatly increase the yield of products in the industry.Before repair welding,it is necessary to detect the position,size,and shape of defects in the alloys and then remove the defects by some pre‑treatments.
Conventional detection methods of casting de‑fects for Mg alloys mainly include dye-penetrant in‑spection,ultrasonic inspection,and X-ray testing.The main advantage of penetrant testing is that it can detect opening defects existing on the surface intui‑tively,e.g.,micro-cracks and oxide inclusions.How‑ever,the defects such as pores inside Mg alloys can‑not be identified by penetrant testing.Ultrasonic de‑tection technology can detect the location and size of defects by the reflection and refraction of ultrasonic waves when they propagate in the metal media.Ultrasonic testing is efficient,and has low require‑ments for the detection environment.It is suitable for large scale Mg castings.X-ray testing can effectively detect internal defects with high precision but relative‑ly low efficiency and high cost.
After defect detection,machining methods such as drilling and milling are usually used to remove the defective parts and form a welding groove with a smooth transition between the BM and the RZ.The oil stains on the surface can be removed by ultrasonic cleaning,alkali washing,acid washing,and water cleaning.
As mentioned before,an inverse eutectic reac‑tion appears and a liquid phase can be generated un‑der the effect of the welding thermal cycle,which weakens the bonding between the grains.Combined with the extremely high cooling rate within the mol‑ten pool,hot cracking is easy to occur under the ther‑mal stress,especially in multi-pass repair welding.Therefore,component preheating is needed before the repair welding to reduce the cooling rate of the workpiece after repairing.ADAMIEC et al.con‑ducted tungsten inert gas(TIG)repair welding ex‑periments on as-cast AZ91 Mg alloy,and pointed out that the workpiece must be preheated to 200 °C before repairing if the thickness was greater than 20 mm.TUROWSKA et al.indicated that alternating current(AC)-TIG welding should be applied to the repair welding of as-cast Mg-Ag-RE-Zr alloy,and preheating and solution heat treatment should be used to reduce the thermal cracks before welding.It is worth mentioning that the preheating temperature should not exceed the aging temperature in the repair welding of ZM5 and ZM6 Mg alloys.
3 Repair welding techniques for Mg alloys
At present,the repair welding techniques of Mg alloys mainly focus on fusion repair welding and pressure repair welding.Fusion repair welding includes TIG welding,laser beam welding(LBW),and cold metal transfer(CMT)welding,while pressure repair welding mainly concentrates on friction stir welding(FSW).
3.1 Fusion repair welding
3.1.1 TIG welding
TIG welding is the most widely used welding process in the repair welding field of Mg alloys be‑cause of its utility and economy.It can be performed manually,and exhibits unique technical advantages for repairing some complex-structured parts such as cambered surface and inner cavity.Mg-Ag-Y-Zr,Mg-Al-Zn,Mg-Gd-Y-Zr,and Mg-Y-Gd-Ndalloy components have been successfully repaired by TIG welding.TONG et al.applied TIG welding to repairing low-pressure sand-cast Mg-Y-RE-Zr al‑loys,and showed that both the penetration depth and the processed width increased with the increase in the welding current(see Fig.3).The tensile strength of the repaired joint can reach up to 87.8% while the elongation can reach up to 124.4% of the BM when the welding current is 170 A.

Fig.3 Macrographs of welded joints repaired under different welding currents[31]
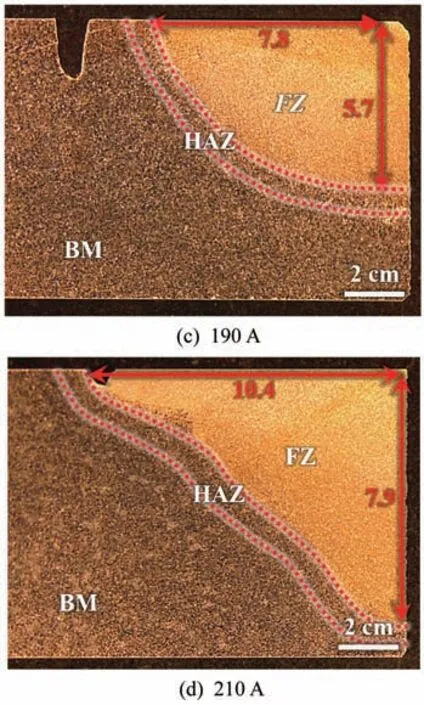
Continue Fig.3 Macrographs of welded joints repaired under different welding currents[31]
The repair welding of ZM5 Mg alloy castings has also been carried out by TIG welding.According to the type,shape,and size of the castings,an opti‑mal pre-welding process and appropriate welding pa‑rameters are provided,which greatly improves the qualification rate of the repaired Mg alloy castings.In addition,when the heat input of TIG welding is 3 kJ/cm,a joint with a good appearance and excel‑lent performance can be obtained.AC/direct cur‑rent(DC)TIG welding with different arc lengths is conducted for ZM6 alloy.When the AC is 180 A with an arc length of 2 mm-3 mm and the preheating temperature is 230 °C,joints with good shape and ex‑cellent performance can be obtained,and the joint co‑efficient can reach 93.75%.
The effects of activating flux TIG(A-TIG)welding and conventional TIG welding on the repair‑ing of as-cast AZ91 Mg alloy with the thickness of 6 mm have been compared.The results show that the repair effect of A-TIG welding is better than that of conventional TIG welding.This is because the weld penetration depth of A-TIG welding is larger,which can simplify the repairing process and thus achieve a higher repair efficiency.In addition,there is a signifi‑cant difference in the residual welding stress between the repair joints fabricated by conventional TIG weld‑ing and A-TIG welding,which results in different distributions of the welding porosity in the RZ.In the test of repairing blind pores with different sizes,the penetration depth of A-TIG welding is higher than that of conventional TIG welding with the same welding parameters.A-TIG welding can increase the depth of the molten pool,owing to the interaction be‑tween the active agent and the arc.Therefore,the re‑quired heat input of A-TIG welding can be lower than that of conventional TIG welding,thereby avoiding the weakening of joint performance and re‑ducing the welding defects such as welding cracks and pores.The main mechanism is that the thermal decomposition of the active agent added in A-TIG welding occurs under the high temperature of weld‑ing,which results in arc compression.Since the liq‑uid metal inside the molten pool flows more violently and the distribution of the elements is more uniform,the penetration depth increases.The schematic dia‑grams of the cross-section of the fusion zone(FZ)of A-TIG welding and TIG welding are shown in Fig.4.It can be seen that the morphology of the direction of the gas pore motion is consistent with the direction of the resultant force under A-TIG welding,which is conducive to the discharge of the pores from the molten pool.Therefore,the defect number deceases,and the efficiency of repair weld‑ing improves.
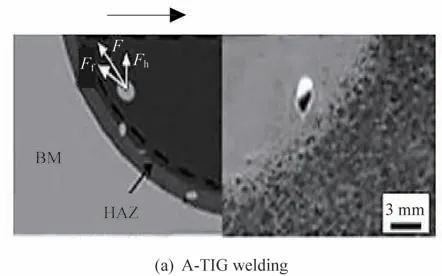
Fig.4 Schematic diagrams of the cross-sections of the FZ obtained by A-TIG welding and TIG welding[36]

Continue Fig.4 Schematic diagrams of the cross-sections of the FZ obtained by A-TIG welding and TIG welding[36]
TIG welding is flexible with low production and operating costs.It is suitable for industrial produc‑tion,and is currently one of the most important re‑pair welding methods for Mg alloys.The above re‑search has a strong guiding significance for the pro‑duction of Mg alloys.
3.1.2 LBW
LBW is an advanced welding process.It uses a high-energy laser beam as the welding heat source,and has the advantages such as concentrated energy density,small heat input,small joint deformation,and easy automation.It is suitable for repairing Mg al‑loy products with large thickness,and has been wide‑ly concerned in the repair welding of Mg alloys.
Studies have shown that the dilution rate of LBW can be regarded as a linear correlation change with the weldment surface angle,and the higher the dilution rate,the larger the weldment surface angle.The relationship between the laser power and the wire feed speed on weld forming is shown in Fig.5.When the laser power and wire feeding speed increase,the weld width,weld depth,and reinforce‑ment increase,which is conducive to the improve‑ment of the repair efficiency of ZM5 Mg alloy cast‑ings.The microstructure of the LBM area is main‑ly composed of small equiaxed α-Mg grains with an average grain size of 15 μm-20 μm,which is only 1/4 of that of the BM.After repair welding,the ten‑sile strength and elongation of the joint can reach up to 245 MPa and 9.0%,respectively.The repair‑ing of thin-walled ZM5 Mg alloy die castings is also carried out by LBW.The cross-sectional appearance of the weld joint is shown in Fig.6.The tensile strength of the repaired joint is 250 MPa and the elongation can reach 8.6% when the laser power is 2.4 kW,which is even higher than those of the diecast BM.However,when the laser power is above 2.6 kW,the weld performance is deteriorated,ow‑ing to the large melting area of the BM during the welding process.

Fig.5 Effects of laser power on the repaired joint[37]

Fig.6 Cross-section of the weld repaired by LBW[40]
In comparison with TIG welding,LBW not only has a higher energy density and leads to a smaller HAZ,but also achieves repairing with high efficiency.However,the laser beam of LBW needs to reach a certain threshold,and the absorption rate of the Mg alloy to the laser beam is low,limiting the application of LBW in the field of repairing Mg alloys.Therefore,the hybrid welding process of laser and arc heating can better meet the needs of practical applications.
3.1.3 CMT welding
CMT welding is a gas metal arc welding(GMAW)technique,in which the wire is intention‑ally withdrawn after a short circuit occurs.
In the process of a short circuit,the retraction of the metal wire helps the droplet to detach.There‑fore,the metal can be transferred to the molten pool without the help of electromagnetic force,and thus the heat input and splashing greatly reduce.CMT welding can guarantee the required welding speed un‑der low heat input,and thus is suitable for overlay welding and repair welding with a low dilution rate.During the welding procedure,grain coarsening,po‑rosity,and thermal crack are easily generated,owing to the high sensitivity of Mg alloys to the heat input.As a result,CMT welding with low heat input exhib‑its broad application prospects in the repair welding of Mg alloys.
ZHANG et al.applied CMT welding com‑bined with the pulse current to repair defects of AZ31 Mg alloy.The metal transfer process of pulse CMT welding of AZ31 Mg alloy is shown in Fig.7.When the wire feeding speed is 4 m·min,pulse CMT welding can achieve a stable spatter-free welding pro‑cess.OLA et al.used the pulse CMT process to repair ZE41A Mg alloy,and obtained high-quality welds with fewer welding defects.The quality of the repaired joint meets the specific application require‑ments(repairing of gearbox housing)and the quality level of the aerospace welding standard AWS D17.1.

Fig.7 Metal transfer process of pulse CMT repair welding of AZ31 Mg alloy(the wire feeding speed is 4 m·min-1)[41]
CMT welding inhibits the generation of welding defects,e.g.,coarse grains,pores,and thermal cracks often occurring during conventional GMAW of Mg alloys.However,the research and application of CMT welding for Mg alloys are still immature.Little research focuses on the combination of CMT welding and external physical field,as well as the multifilament CMT.Therefore,further related re‑search is needed.
3.2 Pressure repair welding
TIG welding is applicable for repairing large and irregular defects because it can be operated manual‑ly,while pressure repair welding is commonly used to repair small defects.In addition,the high heat in‑put of TIG welding always causes defects such as pores,coarse grains,and cracks,which deteriorates the mechanical properties of the repaired joints.At present,pressure repair welding with low heat input mainly focuses on FSW repairing.FSW is an emerg‑ing solid-state welding process developed in recent years,and operates under an external axial pressure.Through the synchronous rotation and movement of the stirring pin,friction heat generates,with which the metal in the welding area becomes thermoplastic.FSW does not involve the melting of the BM,and can effectively avoid secondary defects caused during the welding process.It is mainly suitable for components with high-quality requirements such as aerospace devices.
3.2.1 FSW without filler material
There is no need to remove micro-defects in ascast Mg alloys,e.g.,local shrinkage porosities and micro-cracks,by machining method before FSW repairing.WANG et al.used(friction stir process‑ing)FSP to repair the AZ91D Mg alloy plate with shrinkage porosities,and developed a suitable stir‑ring pin according to the large plunge depth of the re‑pair welding process.
It can be found that the stirring pin applied for FSW and FSP repair welding are differnet,as shown in Fig.8.The defects in Mg alloy castings can be ef‑fectively repaired under the conditions that the rota‑tion speed of the stirring pin is 500 r·min,the mov‑ing speed is 100 mm·min,and the plunge depth is 1.5 mm.The comparison charts of the internal de‑fects before and after repairing under the above pro‑cess conditions are shown in Fig.9.The area contain‑ing shrinkage porosities in the as-cast alloy becomes dense after FSW repairing.
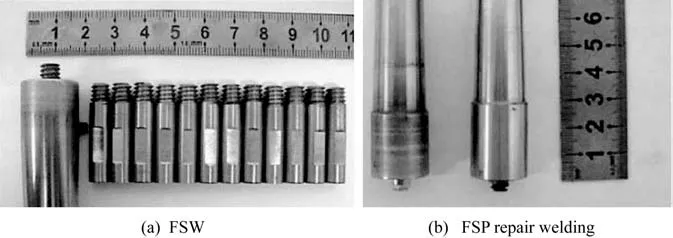
Fig.8 Stirring pin for different purposes[44]
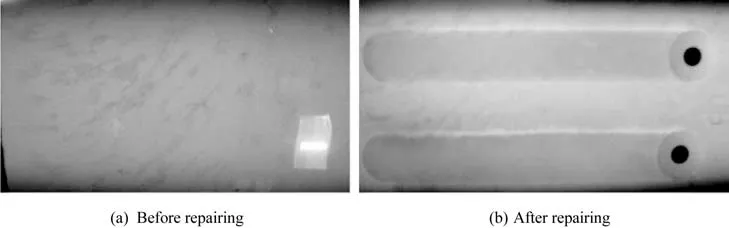
Fig.9 X-ray photos of Mg alloy with casting defects before and after repairing[44]
3.2.2 FSW with filler material
The large size defects such as macro gas pores and inclusions in Mg alloy castings cannot be effectively repaired by FSW without filler material,and the defect-contained area must be removed be‑fore repair welding.In addition,welding defects such as keyholes are readily generated in the RZ during FSW repairing without filler material.There are two methods for solving this problem.One is to use the consumable pin tool,and the other is to use the external filler material that does not provide friction heat but mainly fill the volume defects.
3.2.2.1 Consumable pin tool
LUAN et al.proposed friction flow welding(FFW)to repair the keyholes by FSW of thin-walled 6082 Al alloy,in which the material of the stirring tool without a stirring pin was the same as the BM.The results showed that keyholes with a depth less than 2.5 mm could be repaired successfully by FFW.However,keyholes with a depth larger than 2.5 mm were difficult to be repaired due to the insufficient ma‑terial flow.DU et al.and CUI et al.proposed fric‑tion plug welding(FPW)and friction taper plug weld‑ing(FTPW)for repairing keyholes,respectively.ZHOU et al.proposed self-refilling friction stir welding(SRFSW)based on a series of geometric gra‑dient pin tools to fill pores with a depth of 5 mm.The results showed that the 316 stainless steel-filled joint broke at the BM and the tensile strength and elonga‑tion could reach 112% and 82% of the BM,respec‑tively.However,the welding heat input of the repair welding without a rotating shoulder only came from the friction between the stirring pin and the work‑piece,which easily leaded to insufficient material flow.Under a low rotation speed or a low welding force,void defects were easy to occur at the interface between the filler material and the BM,and thus dete‑riorated the repaired effects.In order to solve the prob‑lem of insufficient heat input,HUANG et al.pro‑posed a new removable tool with a rotating shaft shoulder and a consumable filling pin tool.The ten‑sile strength of the well-repaired joint could reach 174.7 MPa,which was equivalent to 95% of the high-quality FSW joint.
3.2.2.2 Additional filler material
The FSW repair techniques mentioned above can repair volume defects without adding filling material.However,welding defects are easily formed at the interface between the consumable pin tool and the workpiece,and the obvious reduction in the thickness of the repaired area always occurs.In addition,the consumable pin tool needs to be special‑ly designed and manufactured.Therefore,the combi‑nation of filler material and FSW process is more suitable for repairing volume defects,which is get‑ting more and more attention.HUANG et al.pro‑posed drilling-filling friction stir repair(D-FFSR)welding,and the schematic of the process is as shown in Fig.10.The volume defects were repaired with a small depth by adding filler material.When the D-FFSR process was applied to AZ31B Mg al‑loy,a good diffusion bonding was formed between the filler material and the BM under the conditions of a rotation speed of 1 600 r·min,a residence time of 20 s,and a plunge depth of 0.4 mm.The maximum tensile strength of the joint was 217 MPa.Moreover,the joint fracture appeared in the thermomechanical affected zone(TMAZ)rather than at the interface between the filler material and the BM,indi‑cating that a better-repaired effect was achieved.JI et al.proposed active-passive filling friction stir repair(A-PFFSR).They used three pin tools with differ‑ent diameters to repair the large-depth volume de‑fects(see Fig.11).The tensile strength and elonga‑tion of the repaired AZ31B Mg alloy joint reached the maxima of 189.7 MPa and 7.6%,respectively.The fracture surface of the repaired joint is mainly composed of a large number of dimples,which is a typical ductile fracture.GRIFFITHS et al.studied the repair defects of through pores and wide grooves in the manufacture of additive friction stir-enabled sol‑id-state additive.Their method can realize sufficient material feeding and deposition at specific locations.Due to the poor atomic diffusion,defects are easy to form at the interface between the filler material and the BM.
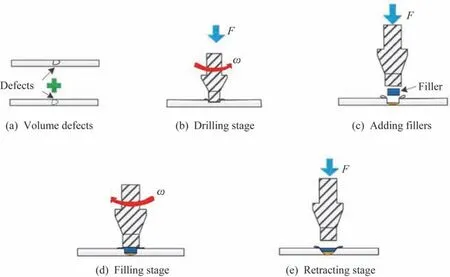
Fig.10 Schematic diagram of the D-FFSR process[51]
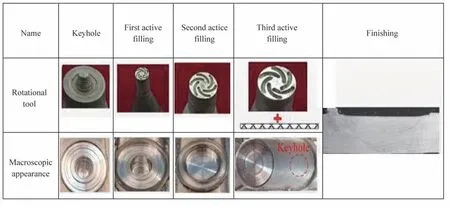
Fig.11 Active-passive filling friction stir repairing[52]
Although the increase in the rotating speed or residence time can promote atomic diffusion bond‑ing,the loss of mechanical properties is inevita‑ble,owing to the excessive heat input under this condition.Therefore,the application of auxiliary techniques is necessary for the repaired quality.ZHAO et al.repaired AZ31 Mg alloy by ultrason‑ic-assisted FSW repairing.As shown in Fig.12,the surface of the repaired joints without the assistance of ultrasonic is relatively rough.With the addition of ul‑trasonic,the upper surface of the repaired joints grad‑ually changes from rough to smooth.At the same time,the flash decreases because of the reduction in the material flow stress.When the ultrasonic power continues to increase,a smoother surface can be ob‑tained,and the flash almost disappears.Therefore,the joints repaired with ultrasonic have higher tensile strength than those without ultrasonic(see Fig.13).

Fig.12 Surface morphology of joints repaired under different ultrasonic power[55]
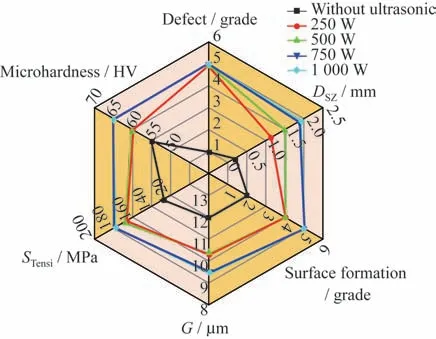
Fig.13 Radar diagram of joint characteristics and tensile strength[55]
ZUO et al.proposed the radial additive fric‑tion stir repair(R-AFSR)technique to repair the me‑chanical pores of an AZ31 Mg alloy plate with an ex‑cessive dimensional tolerance.The results showed that the fixed shoulder had the effects of sealing barri‑er,heat dissipation,and superforging.The heat dissi‑pation effect promoted the microstructure uniformity and surface morphology of the repaired pore along the thickness of the RZ,while the sealing barrier and superforging effects eliminated the ultra-fine grain band in the stirring zone.Compared with convention‑al R-AFSR,the three effects improved the formation quality of the repaired area,and improved the mechanical properties of the alloy.
FSW is a promising repair welding process for Mg alloys with simple process parameters and excel‑lent joint forming properties.High-quality repair welding joints can be obtained by FSW,so that the welding defects such as cracks and pores which are easy to occur in the traditional fusion welding method can be avoided.However,in the case of improper FSW process parameters or conditions,defects such as incomplete filling,incomplete welding,and heel discontinuity are easy to occur,which reduces the mechanical properties of joints.In addition,the re‑pair welding process is limited by the clamping and welding directions.At present,it is still difficult to applying repair welding for Mg alloy parts with com‑plex structures.
4 Joint quality inspection and post‑weld heat treatment
The quality inspection of joints after repair welding mainly includes appearance inspection,welding defect inspection,airtightness testing,and mechanical properties testing.Through appear‑ance inspection,obvious macroscopic welding defects such as thermal cracks and incomplete fusion can be found.Dimension inspection is mainly used for Mg al‑loy parts requiring machine assembling.The airtight‑ness test is mainly through the water pressure airtight‑ness test device.The micro-and inner-welding de‑fects are mainly done through X-ray inspection.The X-ray inspection results of the WE43 Mg alloy weld‑ed with different TIG welding currents are shown in Fig.14.The results show that incomplete fusion oc‑curs at the lower welding current of 150 A,while pores will appear at the higher current of 210 A.Me‑chanical property testing includes hardness,tensile property,fatigue property,impact testing,etc.

Fig.14 X-ray flaw detection of the WE43 Mg alloy welded with different welding currents[31]
Due to the large amount of heat input during the welding process,eutectic phase coarsening always occurs along the grain boundary in the HAZ.There‑fore,micro-cracks usually occur along the phase boundary between the matrix and the second phase within the HAZ,and welding heat treatments includ‑ing the solution treatment are necessary to eliminate the coarse intermetallic phase.During the aging heat treatment,dispersed and fine strengthening phases are precipitated in the repaired joints,and thus the mechanical properties of the joints are improved.
The post-weld heat treatments for TIG repaired joints of Mg alloys have been extensively studied.A QE22 welded joint was solution treated at 525 °C ×8 h and aged at 250 °C × 16 h after TIG welding,and the creep property of the joint at high-tempera‑ture was greatly improved.Under the applied stress of 70 MPa at 200 °C for 100 h,the strain of the TIG repaired joint of QE22 decreased from 2.46% to 0.26% without any post-weld heat treatment,and the creep rate decreased from 4.56×10to 1.55×10.The main reason for the significant improve‑ment in creep performance is the dissolution of inter‑granular eutectics during the post-weld heat treat‑ment.However,in the post-weld heat treatment process of TIG repaired joints of WE43 Mg alloy,it is found that the small equiaxed grains with large dis‑tortion energy in the FZ grow abnormally under high temperature and long-term solution,and the average grain size even reaches up to the millimeter level af‑ter the solution treatment of 520 °C × 8 h,as shown in Fig.15.The main reason is that the rapid so‑lidification rate of the molten pool leads to large resid‑ual stress in the RZ.The repaired shrinkage stress in‑creases the density of structural defects such as vacan‑cies and dislocations,leading to the thermodynamical‑ly unstable state of the microstructure in the FZ.The recrystallization behavior,including the nucleation and growth of the recrystallized grains,occurred dur‑ing the subsequent high-temperature solution treat‑ment.By adopting the modified two-step solution treatment of 480 °C × 6 h+520 °C × 2 h,the grain coarsening behavior can be inhibited.Combined with the aging treatment of 225 °C × 16 h,the tensile strength of the joint can reach 323 MPa,which is 65.6% higher than that before the heat treatment.YANG et al.used a solution temperature of 350 °C-390 °C for ZM5 Mg alloy parts.

Fig.15 Optical micrographs of joints repaired with different T4 treatments,where the micrographs below correspond to the larger versions of the dotted boxes in their above micrographs[65]
However,the solution temperature of ZM6 Mg alloy parts in practice should be increased to 380 °C-430 °C.ADMINEC et al.performed the solution treatment of 415 °C for 24 h on the casting before repair welding to realize the dissolution of the β -MgAlphase,and successfully prepared repair welding parts without welding cracks.
The microstructure and mechanical properties of repair welding joints can be significantly improved by post-weld heat treatments.However,the current re‑search on this related topic only focuses on the TIG repair welding process.The heat treatment process of laser repair welding and FSW repaired joints is still to be studied.
5 Conclusions
Casting defects,e.g.,pores and cracks,are easy to occur in Mg alloys,and can greatly reduce the performance of Mg alloy parts.At present,the repair welding techniques for Mg alloys mainly in‑clude TIG welding,LBW,and FSW.TIG welding is easy to be operated at a lower cost,but its high welding heat input may lead to the softening of the HAZ.LBW with a lower heat input is suitable for the repair welding of Mg alloy parts with thick walls.FSW is a new solid-phase repair welding process with high joint efficiency and good forming perfor‑mance.
In conclusion,there are several key points worth attention in future research.
1)Based on the physical and chemical proper‑ties of Mg alloys,novel repair welding technology with higher operating flexibility should be developed.The effects of welding parameters on the microstruc‑ture and mechanical properties of the repaired area should be further studied.
2)It is necessary to study the generation and control mechanisms of secondary defects in repair welding process,and the intelligent repair welding technology should be considered with proper path planning of repairing complex structures such as com‑plex surfaces.
3)The current research related to the performance evaluation for the repair of welded joints of Mg alloys is simple.In practical engineering applications,it is necessary to comprehensively consider the fatigue,creep,and impact properties of welded joints and to construct the repair welding quality evaluation sys‑tem for Mg alloys.

- 上海航天的其它文章
- Development and Application of Ti-based Alloy Casting Technologies in the Field of Aerospace
- Applications of Magnesium Alloys in Aerospace and Aviation
- Research on Residual Stress Measurement of Magnesium Alloy Cabin Castings
- Microstructure and Hot Deformation Behavior of Mg-9Al-3Si-0.375Sr-0.78Y Alloy
- Effect of Semi-solid Isothermal Heat Treatment on Microstructure of VW63Z Alloy
- Study on the Deformation Behavior of Mg-Gd-Y-Zn-Mn Wrought Magnesium Alloys by Visco-plastic Self-consistent Modeling