
Microstructure and Property Analysis of AerMet100 Steel Manufactured by In-situ Rolling Mixed Wire Arc Additive Manufacturing
2022-03-12 13:29NIJiamingLEILeiLIBaohuiLIUSiyuCHENGPengZHANGHaiou
上海航天 2022年1期
NI Jiaming,LEI Lei,LI Baohui,LIU Siyu,CHENG Peng,ZHANG Haiou
(1.Shanghai Aerospace Precision Machinery Institute,Shanghai 201600,China;2.School of Mechanical Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,Hunan,China)
Abstract:AerMet100 steel thick wall is fabricated by in-situ rolling composite wire arc additive manufacturing(WAAM).The microstructure and mechanical properties of AerMet100 steel after heat treatment are studied.The results show that after the introduction of in-situ rolling force,the grain of AerMet100 steel is broken,the anisotropy is eliminated,and the microstructure is refined obviously.The microstructure of AerMet100 steel after heat treatment is mainly lath martensite and reverse austenite.There are 40 nm-68.6 nm alloy carbides precipitated in the martensitic matrix,and the hardening mechanism is mainly Orowan bypass strengthening.The film-like reverse austenite with the thickness ranging from 2 nm to 5 nm exists between the martensitic lath,which improves the toughness of the maraging steel.Good combination of strength and toughness can be achieved through proper heat treatment process.
Key words:wire arc additive manufacturing(WAAM);AerMet100 steel;martensitic steel;in-situ rolling
0 Introduction
In-situ rolling assisted wire arc additive manufac‑turing(WAAM)is a new kind of hybrid technolo‑gy.It adopts micro roller along with the welding torch synchronous movement.Additional continuous rolling force is introduced in the process of wire met‑al in-situ deposition to achieve the synchronous effect of micro-casting and forging,which can produce me‑dium and large near net shape parts with high dimen‑sional accuracy and perfect mechanical quality.In the WAAM process,electric arc is used as the heat source and metal wire is used as the raw material,which has the characteristics of low cost and high effi‑ciency.Compared with the laser additive manufactur‑ing(LAM)method,WAAM has a better deposi‑tion rate(several kg·h)and a better material utili‑zation rate(close to 100%).XIE et al.found that compared with the alloy produced by standard WAAM,interlayer in situ rolling significantly refined Al-Mg-4.5Mn alloy grains,reduced the grain size by 50%,closed the defects of about 2/3 of the al‑loy,and increased the elongation after break by 5%.FU et al.reported that the impact toughness of the hybrid rolling additive manufacturing bainite steel was 3 times that of the WAAM bainite steel,and the microstructure of the bainite steel was characterized by fined uniform equiaxed grains rather than coarse columnar grains.ZHOU et al.simulated the micro‑structure evolution of hybrid in situ rolling and WAAM metals with the two-dimensional(2D)cellu‑lar automata and finite volume model.HU et al.used WAAM mixed in situ rolling manufacturing to produce Ti-6Al-4V with high dislocation density,and obtained that the limitation of dislocation move‑ment fundamentally determined the strengthening of the material.ZHANG et al.incorporated the rolling process into the WAAM deposition process,and ana‑lyzed the effects of rolling force on the microstructure and tensile properties of Inconel 718 at room temper‑ature and high temperature.They believed that with the increase in the rolling force,the columnar den‑drites of the deposited samples were transformed into fine equiaxed crystals with decreased sizes.LI et al.used ultrasonic rolling to directly improve the surface finish of the refined sample by 1.5 orders of magni‑tude,effectively refined the surface grain structure,and introduced high strength residual compressive stress and residual stress on the sample surface.
AerMet100 ultra high strength steel is a kind of aging strengthened steel,and can achieve a good combination of strength,plasticity,and toughness through appropriate heat treatment.These excel‑lent mechanical properties are derived from the for‑mation of finely dispersed nanocarbides in the layered lath martensite matrix during tempering.The mi‑crostructure of deposited AerMet100 steel is lath martensite,and a small amount of massive residual austenite and carbides exist in the matrix,which can significantly reduce theof AerMet100 steel.The combination of yield strength and fracture tough‑ness of tempered AerMet100 steel can be significant‑ly improved by proper microstructure control(in‑cluding the control of large carbides,grain refine‑ment,and residual austenite reduction)during long process heat treatment.The microstructure of Aer‑Met100 at the deposition state is the columnar proaustenite with preferred orientation texture and the massive residual austenite inside the grain.
These textures distributed along the deposition direction led to anisotropy of crack propagation.After heat treatment,the crack resistance of the sample is improved obviously,and the fine carbides have a strong nail-binding effect,which improves the dislo‑cation slip resistance in the martensite lamellar and thus results in strong crack resistance of the materi‑al.SHI et al.studied the effects of tempering temperature on the microstructure and properties of AerMet100 steel.They showed that the mechanical properties of AerMet100 steel were very sensitive to the tempering temperature,and 482 °C was the optimal tempering temperature,at which a good combination of strength,plastic,and toughness could be achieved.LI et al.studied the mechanical properties of AerMet100 ultra-high strength steel aged at the tempering temperature ranging from 454 °C to 510 °C,and showed that the aging tempera‑ture,microstructure,and inclusions had significant effects on the fracture toughness of AerMet100 steel.WANG et al.simulated the effect of film-like aus‑tenite thickness on the fracture toughness of ultrahigh strength steel.
In this paper,AerMet100 steel is prepared by the hybrid in-situ rolling and WAAM process,and the microstructure and mechanical properties are stud‑ied.The relationship between the microstructure and mechanical properties of the in-situ rolling hybrid WAAM AerMet100 steel is analyzed.
1 Materials and experimental proce‑dures
1.1 Material preparation and heat treatment
The raw material of the test is AerMet100 steel wire with the diameter of 1.2 mm.The surface of the wire is clean,bright,and free from oil and rust,which is suitable for the development of AerMet100 ultrahigh strength steel manufactured by the in-situ rolling hybrid WAAM process.The test equipment platform is independently developed by Huazhong University of Science and Technology with a multiaxis robot and a miniature roller moving with the welding gun.The cladding direction,deposition direction,and‑,‑,and‑directions of the in-situ rolling hybrid WAAM process are shown in Fig.1(a).Before printing,argon gas is filled in the molding chamber for cleaning to avoid material oxidation during the printing process.Through the preliminary test,the process parameters of good forming current,moving speed,wire feeding speed,and interlayer temperature are explored.The process parameters of the in-situ rolling hybrid WAAM process are shown in Tab.1.The thin-walled parts with the dimensions of 240 mm(length)×5 mm(width)×105 mm(height)produced by in-situ rolling hybrid WAAM are shown in Fig.1(b).It can be seen that the upper surface of the sample is smooth and flat.Heat treatment is carried out with the process parameters shown in Tab.2.The material composition of the AerMet100 steel prepared is shown in Tab.3,which shows that the chemical composition of the AerMet100 ultra-high strength steel prepared by the in-situ rolling hybrid WAAM process meets the standard requirements.
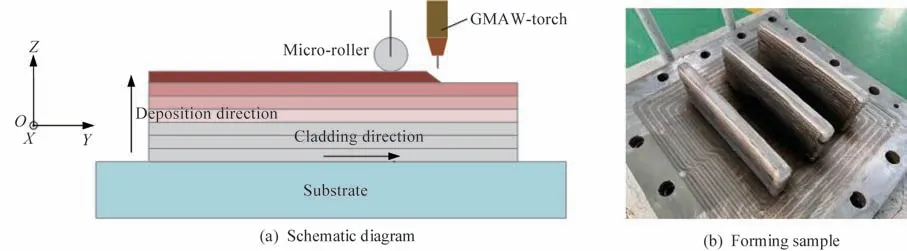
Fig.1 In-situ rolling hybrid WAAM schematic diagram and forming sample
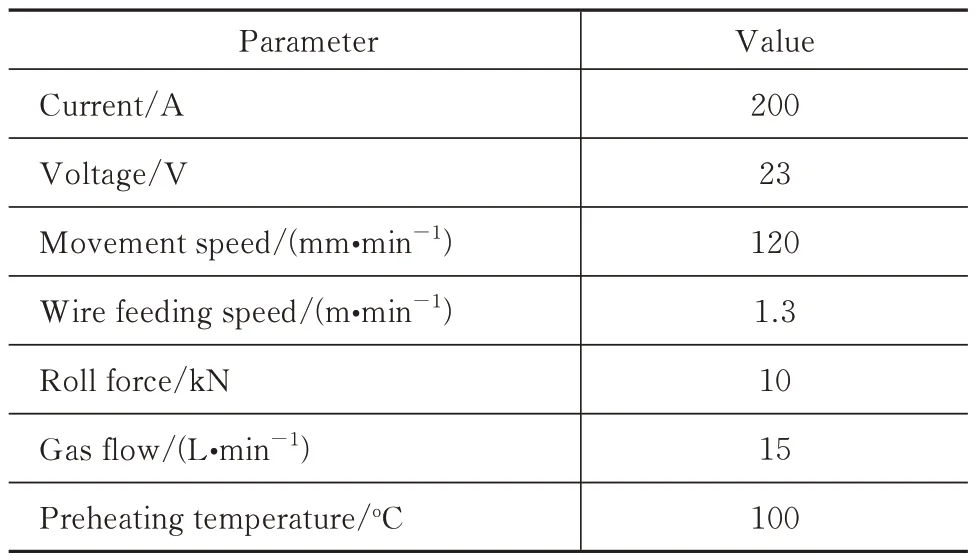
Tab.1 In-situ rolling hybrid WAAM parameters
Tab.2 Parameters of the heat treatment process

Tab.3 Chemical composition of in-situ rolling hybrid WAAM AerMet100 steel samples
1.2 Microstructure characterization
Three blocks with the dimensions of 10 mm×10 mm×5 mm are sectioned from the middle part of the as-deposited plate(see Fig.1),which are sepa‑rately paralleling to the,andplanes.Specimens are polished with sandpaper and etched with 4% nitric acid.The morphology is ob‑served by the ZEISS SCOPE.A1 optical microscope(OM)and the OXFORD Quanta 450 scanning elec‑tron microscope(SEM).The GAIA3 GMU Model 2016 ultra-high resolution scanning electron micro‑scope is used to test the electron backscattered dif‑fraction(EBSD),and the scanning step is 20 μm.The focused ion beam(FIB)is used to slice the thin film sample paralleling to theplane.The Talos F200X G2 material type field emission transmission electron microscopy(TEM)is used to observe the-plane at higher power.
1.3 Mechanical tests
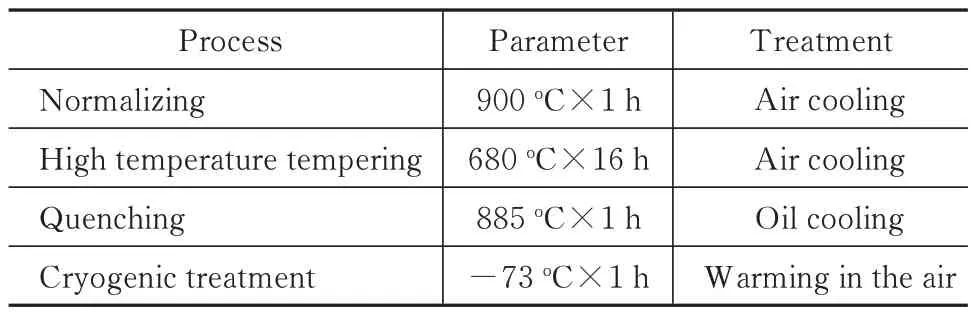
According to GB/T 228.1―2010,the tensile me‑chanical properties at room temperature are tested.Three rod-shaped tensile specimens are,respectively,taken in the cladding direction and the deposition direc‑tion,and the sample sizes are shown in Fig.2(a).The CMT-5504 universal testing machine is used for thetensile test at room temperature with the loading rate 2.0 mm·min.The pendulum impact test is carried out at room temperature according to the requirements of GB/T 229―2007.Three U-notched samples are taken in the deposition direction and the cladding direc‑tion,respectively,as shown in Fig.2(b).
Fig.2 Size diagrams for the mechanical properties
2 Results
2.1 Grain morphology and phase compositions
The micromorphology of the‑,‑andplanes of the in-situ rolling hybrid WAAM AerMet100 steel is shown in Fig.3.It can be seen that the AerMet100 microstructure is mainly composed of irregularly oriented lath martensite masses.Lath martensite mainly exists in low carbon and martensitic aging steel.AerMet100 steel has a low carbon content of 0.212%.During heat treatment and quenching,the original austenite grains will be transformed into substructure lath martensite.The microstructure of the deposited samples is composed of martensite,δ -ferrite,and austenite.After direct aging,the microstructure is mainly tempered martensite and austenite,and no δ -ferrite occurs.The transformation of austenite into martensite is nondiffusive,and there is an orientation relationship between the proto-austenite and the martensite lath.The orientation of the lath martensite is generally close to the Kurdjumov-Sachs orientation relation,where the habitual surface depends on the chemical composition of the metal.The most basic structural unit is the martensitic lath with small angular deviation([2°,5°]).A group of martensitic lath with the same orientation forms the so-called“variant”or“subblock”.Generally speaking,reducing the grain size of proto-austenite can obtain refined martensite lath substructure and improved strength。
In the microstructure of AerMet100 material obtained by in-situ rolling hybrid WAAM,it can be seen that the grain morphology is obviously broken,and there is no obvious regular grain morphology.The AerMet100 deposition state obtained by conventional additive manufacturing usually has an obvious preferred orientation along the deposition direction.Grains usually grow along the direction with a large temperature gradient,since at this time,the degree of undercooling is the maximum,the columnar crystals grow along the deposition direction.The material properties also appear anisotropy.The in-situ rolling hybrid WAAM process realizes the in-situ rolling process by adding the roller behind the welding gun to move synchronically with the welding gun,and imposes compressive stress on the molten pool that has not yet been solidified,so that the grain is refined and broken to achieve grain refinement.From Fig.3,it can be seen that there is no obvious grain morphology,plastic deformation,and grain fragmentation.By comparing the microstructure morphology of the-,-and-planes,there is no obvious morphological difference and no obvious grain orientation in the three directions.This indicates that the rolling force introduced by the insitu rolling hybrid WAAM process improves the preferred orientation problem in the additive manufacturing process,and the obtained grain structure is uniform.The mechanical properties will be tested to verify whether the performance is directional.
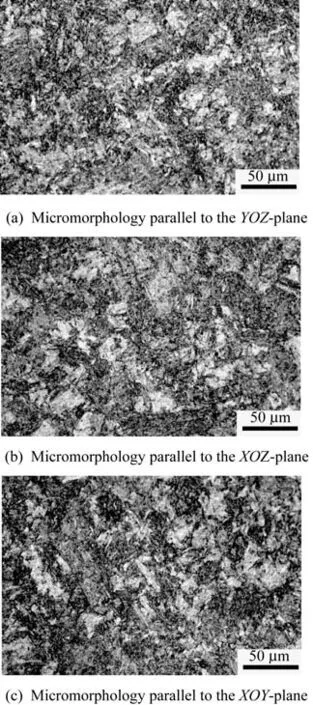
Fig.3 Microstructure morphology of AerMet100 thin-walled parts by the in-situ rolling hybrid WAAM process
The further magnification of the microstructure in Fig.4 shows that there are a large number of fine dispersed precipitated particles.After heat treatment,the fine carbides produced in AerMet100 steel have a strong dislocation pinning effect,which improves the dislocation slip resistance in the martensitic lamel‑lar,resulting in high strength of the material.
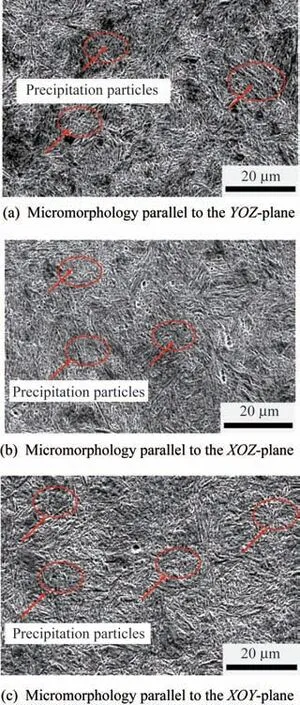
Fig.4 Precipitated particles in the microstructure
2.2 Tensile properties and fracture behavior
The tensile mechanical properties of AerMet100 steel at room temperature are shown in Tab.4.It can be seen that the AerMet100 steel obtained by the insitu rolling hybrid WAAM process has good strength and plasticity in both the cladding direction and the deposition direction after appropriate heat treatment.The tensile strength is more than 1 720 MPa,the highest tensile strength can reach 1 831 MPa,and the extension process after fracture can reach 9.6%.There is a small difference between the tensile prop‑erties of the materials along the cladding direction and the deposition direction.In the conventional WAAM process,the grain always grows along the direction of the largest temperature gradient,and the columnar crystals grow along the direction of the heat flow,which affects the tensile properties of the material,resulting in an obvious difference be‑tween the cladding direction and the deposition direc‑tion of the material.According to the research of oth‑er scholars,adding hot forging process between the fusible additive layers can effectively inhibit the growth of columnar crystals,weaken the texture,promote the formation of equiaxed crystals,press the porosity defects,and improve the tensile strength of materials.Combined with Fig.3,it can be seen that grain fragmentation of AerMet100 steel obtained by the in-situ rolling hybrid WAAM process has no obvious direction.Therefore,the ten‑sile mechanical properties of the material are relative‑ly consistent in the deposition direction and cladding direction.The fracture morphology of AerMet100 steel is shown in Fig.5.It can be seen that a large number of dimples are distributed on the end face,indicating that the material is ductile fracture.The number and size of dimples can indicate the tough‑ness of the material.There are granular precipitates in the dimples,and the cracking mechanism is mi‑cropore nucleation and coalescence cracking.The process includes micropore nucleation,growth,po‑lymerization,and fracture.The second phase parti‑cles are usually observed in precipitate hardened steel.When the fracture mechanism of the material is micro-pore nucleation and coalescence,these car‑bides are potential crack nucleation points at the phase interface of the matrix martensite,and most of the micro-pores in the matrix are easy to nu‑cleate in carbides.
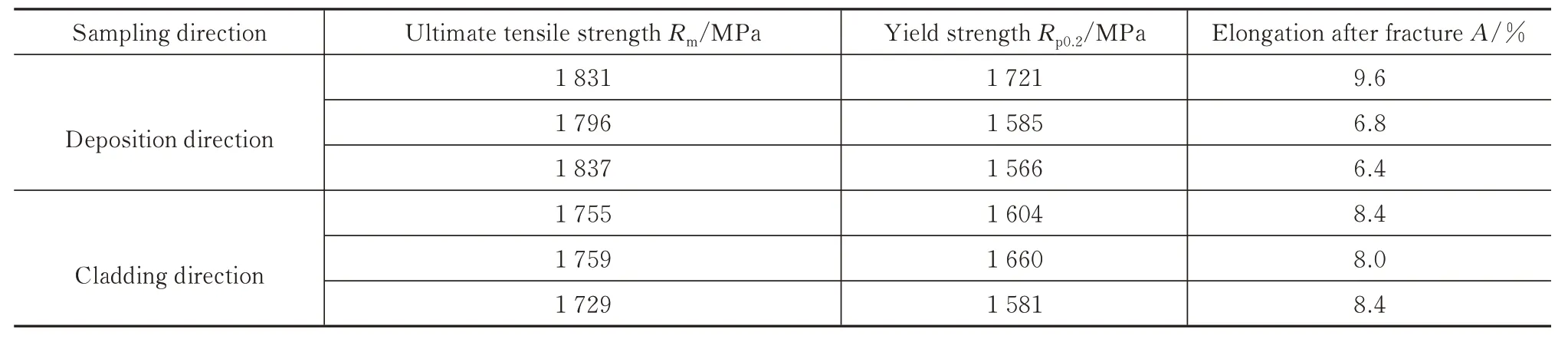
Tab.4 Tensile mechanical properties of the in-situ rolling hybrid WAAM process AerMet100 steel at room temperature
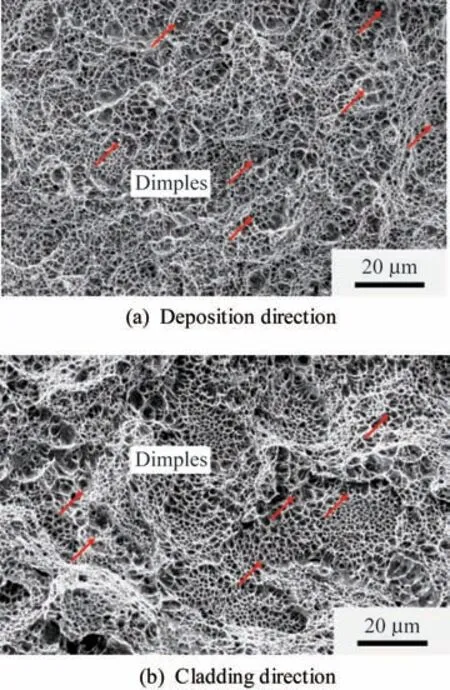
Fig.5 Tensile fracture morphology of A-100 steel in different directions
2.3 Impact toughness test and fracture
The impact absorption energy and toughness of the AerMet100 steel in-situ rolling hybrid WAAM sample in different directions are listed in Tab.5.It is found that the impact properties of different locations and directions are consistent.The average impact ab‑sorption energyof the deposition direction and the cladding direction both reach 50 J,and the anisot‑ropy is small(2%).The average impact toughness of the deposition direction(639 kJ·m)is slightly high‑er than that of the cladding direction(628 kJ·m),and the anisotropy is 1.8%.
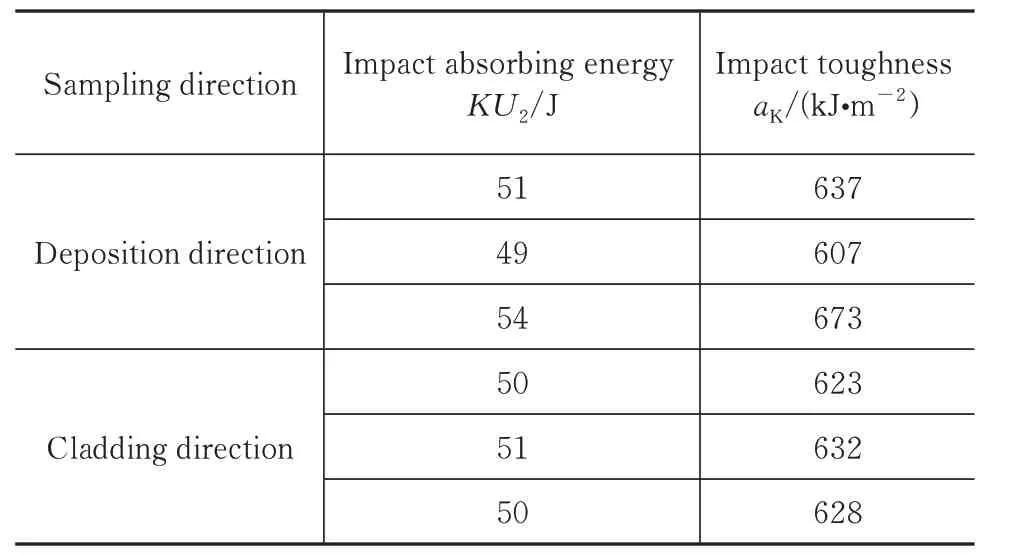
Tab.5 Impact properties of in-situ rolling hybrid WAAM AerMet100 steel
The fracture morphology of impact samples in different directions is shown in Fig.6.A large number of dimples are distributed on the impact fracture,indicating that the material has good toughness.In addition to dimples,there are a lot of tearing edges.There are few differences between the fracture morphology of the deposition direction and the cladding direction.
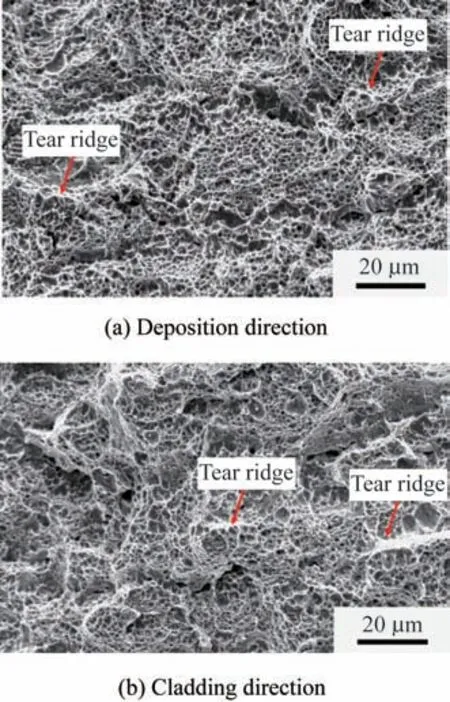
Fig.6 Impact fractures in different directions
3 Discussion
3.1 Formation mechanisms of martensite microstructure
From the orientation distribution results of mi‑crostructure shown in Fig.7(b),it can be seen that many martensitic lath show similar orientation in sin‑gle proto-austenite grains,but it is difficult to visual‑ize the austenite grains,owing to the grain fragmenta‑tion and random orientation in the of in-situ rolling hybrid WAAM process.It can be seen from Fig.7(c)that the sample has no obvious texture and the maximum value is very low.The in situ rolling as‑sisted WAAM process can effectively shatter the pri‑or-austenite grains and eliminate the texture,result‑ing in a random distribution of grain orientation and no obvious anisotropy of materials.After heat treatment,the austenite grains of AerMet100 steel are obviously refined,and the width of martensite lath decreases.According to the study of HAIKO et al.,the small‑er the austenite grains are,the smaller the substruc‑ture will be.The martensite lath is evenly distribut‑ed,showing the grain structure with random orienta‑tion,and there is no specific strong orientation in the inverse polar diagram.
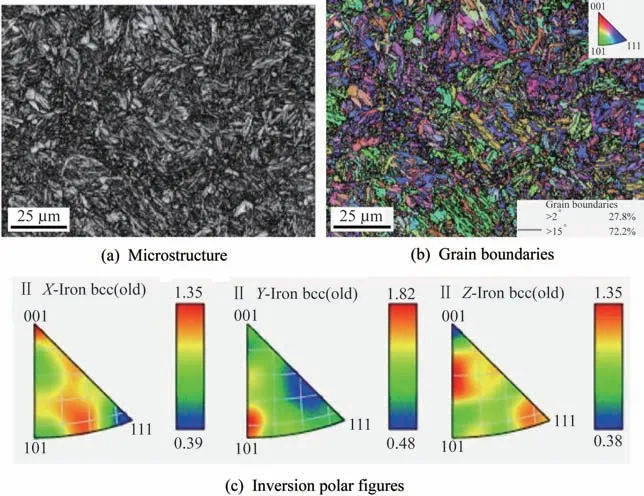
Fig.7 Distribution and characteristics of the micro-grain orientation in AerMet100 steel
3.2 Effects of alloy carbides on the tensile mechanical behavior
High density dislocation entanglement can be ob‑served in the lath martensitic structure of AerMet100 steel(see Fig.8).Dislocation and carbide precipita‑tion play a leading role in strengthening.The high density dislocations in the material tend to deliver each other during movement,forming cut levels,and causing dislocation tangles thus obstacles to the dislocation movement.This makes it difficult to con‑tinue plastic deformation,and thus the strength of the steel increases.
The improvement of dislocation slip resistance of martensitic lath is mainly related to the reinforcing dislocation pinning effect of fine disseminated car‑bides.During the tempering process,many fine dispersed carbides precipitates near the dislocation line,which can pin the dislocation and limit the dislo‑cation movement.The nanoscale precipitates can ef‑fectively block dislocation slip or twin crystals,re‑sulting in increased strength through precipitation strengthening.The precipitation strengthening depends on the type,quantity density,and size of na‑noscale precipitation,as well as the nature of the in‑teraction between dislocation and precipitation.The hardening mechanism of precipitated hardened steel includes the Orowan bypass hardening mecha‑nism and the strain hardening mechanism.In the aging process,uniform and compact alloy carbide particles are formed in the martensite matrix,and these precipitates play a role in strengthening the martensite matrix.According to the Orowan strengthening mechanism,during plastic deforma‑tion,the dislocation line cannot directly cut through the second phase particle.However,under the ac‑tion of external force,the dislocation line can bend around the second phase particle,and finally leave a dislocation ring around the second phase particle to let the dislocation through.The bending of the dislo‑cation line will increase the lattice distortion energy in the affected zone of the dislocation,which will in‑crease both the resistance of the dislocation line and the slip resistance.The high density of dislocations and the fine dispersed carbide particles in the mar‑tensitic matrix make the material have high strength.From Fig.9,it can be seen that dislocation accumu‑lation forms dislocation walls,which evolve into low-angle boundaries.In addition,martensitic lath is a body-centered cubic crystal structure,which can activate a large number of slip systems during defor‑mation,making the material exhibit good plasticity.Dispersed carbides and dislocations in martensitic slats are two main ways of strengthening AerMet100 steel.
It can be seen in Fig.9 that precipitated particles are spheroidally distributed in the martensitic slat.There are two kinds of precipitated particles.One is the precipitated phase rich in Cr,Mo,and C with the size of 68.6 nm,and the other is the precipitated phase rich in Cr and Mn with the size of 40 nm.RAN et al.found a similar phenomenon that the alloyed carbides in AerMet100 tempered steel mainly consisted of large spherical Mo-rich MC carbides and Cr-rich MCcarbides.After heat treatment,the morphology of carbide tends to be spherical,and the size of carbide decreases after solution treatment and cryogenic treatment.The results further indicate that appropriate heat treatment process can dominate the size of carbide in AerMet100 steel.These carbides are dispersed in the martensitic matrix and act synergistically,resulting in a high degree of strain strengthening.
WANG et al.proposed that dislocations in tempered martensite of heat treated samples were uni‑formly distributed and pinned by fine disseminated commensal carbides.The heat-treated specimens have good yield and work hardening capacity,indicat‑ing that these fine dispersed carbides can be strength‑ened by dislocation pinning.Because of these strengthening effects,the dislocation movement at the crack tip becomes difficult on the optimal slip plane,and the dislocation slip resistance of the ma‑trix martensitic lath increases.
3.3 Relationship between the in-situ rolling hybrid WAAM microstructure and the mechanical property
From Fig.10,it can be seen that there is a small amount of small-sized austenite in the tissue(see Fig.10(a)),and there are high-density dislocation tangles in the martensitic lath and filmlike tempered austenite between the martensitic lath(see Fig.10(b)).The austenite width ranges from 2 nm-5 nm with a thin thickness.The tempered austenite is distributed at the interface of martensite block and lath.
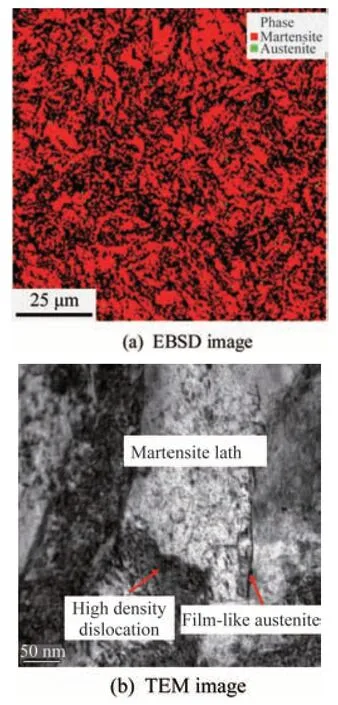
Fig.10 Tempered austenite in AerMet100
After direct aging treatment,continuous film austenite exists between martensite lath,which improves the plasticity of martensite aging steel.WANG et al.compared the steel with and without austenitic film at the martensitic lath boundary,and showed that the film austenite changed the direction of crack propagation and reduced the crack propagation rate.Compared with the steel without austenitic layer,the steel with austenitic layer increased energy consumption for crack propagation and fracture toughness.
On the one hand,lamellar austenite between lath martensite can reduce the chance of local stress concentration and micro-crack formation.On the other hand,the superior softness,toughness,and stability of tempered austenite can promote crack splitting and even fracture formation.Because the lamellar austenite is softer than martensite,the crack spreads easily along the martensite interface.During the crack propagation process,the plastic deformation and martensitic transformation of the film-tempered austenite between the martensitic slats can improve the crack propagation resistance of the steel,passivate the crack tip,and absorb the energy used for crack propagation.
4 Conclusions
1)Lath martensite and reverted austenite are the main structures of AerMet100 steel made by in-si‑tu rolling mixed WAAM.After introducing rolling force,the anisotropy of the additive microstructure is eliminated,the grain is broken,and the microstruc‑ture is uniform.
2)The fracture mode of AerMet100 steel with in-situ rolling mixed WAAM after heat treatment is transgranular fracture,and the main mechanism is micro-hole nucleation and coalescence.The alloy carbide with the size ranging from 40 nm to 68.6 nm is precipitated in the matrix,and the strength of the material is improved by the Orowan strengthening mechanism.The tensile strength of the material can reach 1 837 MPa,and the elongation after fracture can reach 9.6% through the Orowan strengthening mechanism.
3)The film-like tempered austenite between lath martensite can play a toughening role,and absorb the energy consumed by crack propagation during crack cracking.The impact toughness can reach 673 kJ/m.

- 上海航天的其它文章
- Development and Application of Ti-based Alloy Casting Technologies in the Field of Aerospace
- Applications of Magnesium Alloys in Aerospace and Aviation
- Repair Welding of Casting Magnesium Alloys:A Review
- Research on Residual Stress Measurement of Magnesium Alloy Cabin Castings
- Microstructure and Hot Deformation Behavior of Mg-9Al-3Si-0.375Sr-0.78Y Alloy
- Effect of Semi-solid Isothermal Heat Treatment on Microstructure of VW63Z Alloy