
云南某低品位铜铅矿的浮选分离技术研究*
2022-03-09 07:33梁溢强阚赛琼
云南冶金 2022年1期
宋 涛 ,梁溢强 ,阚赛琼
(1.昆明冶金研究院有限公司,云南 昆明 650031;2.云南选冶新技术重点实验室,云南 昆明 650031;3.共伴生有色金属资源加压湿法冶金技术国家重点实验室,云南 昆明 650031)
云南南部某铜铅矿是一个低品位铜铅硫化矿矿床。矿石中金属矿物主要是黄铜矿、方铅矿,同时伴生有价元素银。由于铜铅分离技术问题和金属价格低等原因,该矿山迟迟未予开发。近期铜金属价格持续上涨,因此铜铅分离的技术亟待解决。铜铅硫化矿的分离是矿物分选工业中的一大难题,浮选分离方法多种多样,氰化物抑铜浮铅和重铬酸钾抑铅浮铜是较为有效的方法,但污染严重[1]。因此,很多无毒无害的组合抑制剂应运而生,其中以水玻璃、亚硫酸钠和羧甲基纤维素的组合(简称CNAS) 使用效果最佳[2,3],但水玻璃和羧甲基纤维素的使用,给现场精矿的过滤造成很大困扰。采用一种新的抑铅浮铜的抑制剂,可以有效解决该问题。
1 原矿性质
原矿化学多元素分析结果见表1,原矿铜物相分析结果见表2,铅物相分析结果见表3。
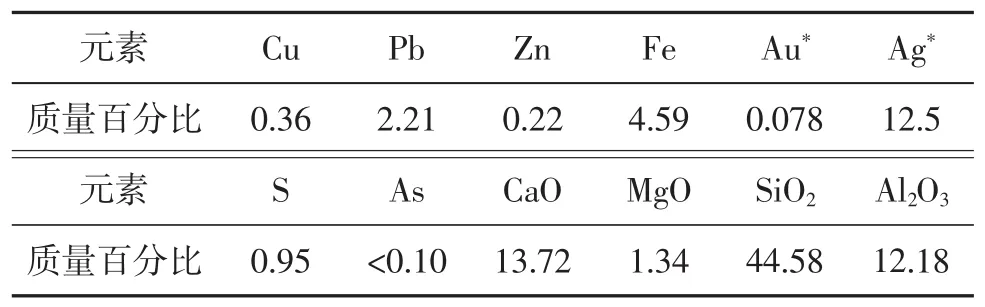
表1 原矿化学多元素分析结果Tab.1 Multi-element analysis results of raw ore %
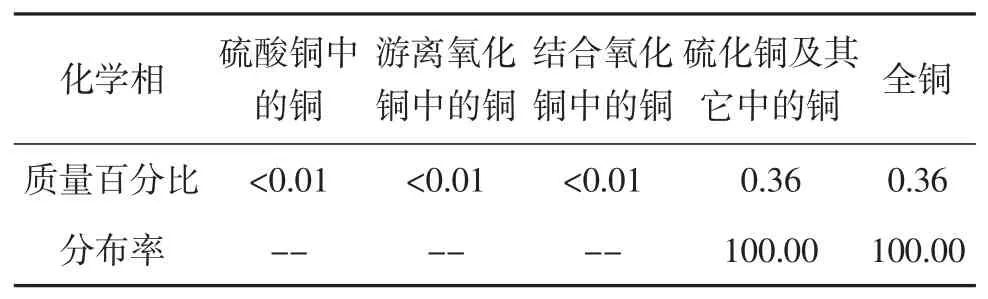
表2 原矿铜物相分析结果Tab.2 Analysis results of copper phase in raw ore %
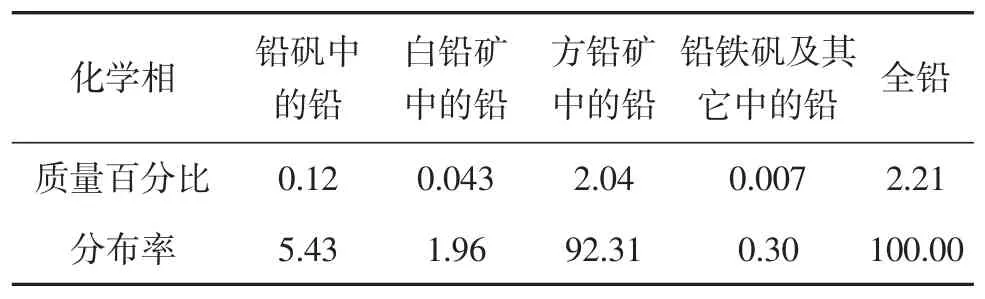
表3 原矿铅物相分析结果Tab.3 Analysis results of lead phase in raw ore %
矿石中主要的有价元素为铜和铅,分别为0.36%和2.21%。同时,矿石中还伴生有价元素银,含量为12.5 g/t,有害元素As含量小于0.10%。矿石中主要金属矿物为方铅矿、黄铜矿,还有少量的闪锌矿和黄铁矿,主要脉石矿物为石英、方解石、绿泥石等。
2 铜铅混选试验研究
根据目的矿物的可浮性,采用:“铜铅混合浮选-再分离”的流程是比较合理的,而且在工业生产中也得到了较为广泛的应用[4]。本次选矿试验研究采用铜铅混选再分离的工艺流程,重点考查磨矿细度、铜铅混选的捕收剂与铜铅分离的抑制剂。
2.1 捕收剂种类试验
铜铅混选捕收剂的选择是本次研究的重点之一,因为铜铅混选捕收剂直接影响铜铅分离的效果与铜铅的回收率,同时还要兼顾伴生元素银的综合回收。铜铅混选捕收剂的捕收能力强,则铜铅回收率高,铜铅分离效果差;铜铅混选捕收剂的选择性好,则铜铅回收率低,铜铅分离效果好。本次试验的目的是筛选出有效的铜、铅矿物的混选捕收剂。试验采用乙基黄药、乙硫氮、25#黑药、丁铵黑药、1#~6#捕收剂等进行选矿试验研究,试验原则流程如图1所示,试验指标对比结果见表4。

表4 捕收剂指标对比Tab.4 Test results of collecting agent's proportion %

图1 浮选试验原则流程Fig.1 Principle flow sheet of flotation test
捕收剂用量40+20 g/t表示:粗选作业捕收剂用量40 g/t+扫选作业捕收剂用量20 g/t,下同。
试验结果表明,采用乙基黄药作为捕收剂时,精矿的铅品位最高,说明乙基黄药对铅矿物的选择性最好;采用丁铵黑药作为捕收剂时,精矿的铅回收率最高,说明丁铵黑药对铅矿物的捕收能力最强;采用4#捕收剂作为捕收剂时,精矿的银回收率最高,说明4#捕收剂对银矿物的捕收能力最强。综合考虑,本文采用乙基黄药和4#捕收剂组合,对铜铅矿物进行混合捕收。
2.2 捕收剂用量试验
捕收剂用量试验流程为一次粗选、一次扫选,磨矿细度为70%-0.074 mm,采用乙基黄药与4#捕收剂以不同比例组合进行选矿试验研究,试验结果见表5。
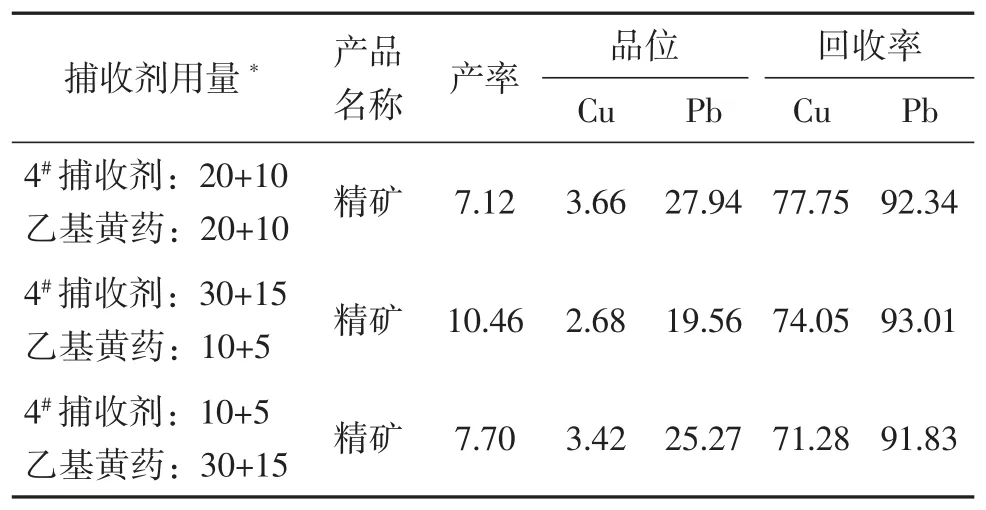
表5 捕收剂比例试验结果Tab.5 Test results of collecting agent's proportion %
试验结果表明,当4#捕收剂与乙基黄药以1∶1的比例组合时,得到的精矿铜、铅品位和回收率均高于其他比例组合,因此,4#捕收剂与乙基黄药以1∶1的比例组合最佳,其最佳用量为铜铅混合粗选作业4#捕收剂用量20 g/t,乙基黄药用量20 g/t,铜铅混合扫选作业4#捕收剂用量10 g/t,乙基黄药用量10 g/t。
捕收剂用量试验流程为一次粗选、一次扫选,磨矿细度为70%-0.074 mm,采用乙基黄药与4#捕收剂以1∶1的比例组合,进行不同用量的选矿试验研究,以考查捕收剂用量对铜铅回收率的影响,试验结果见表6。
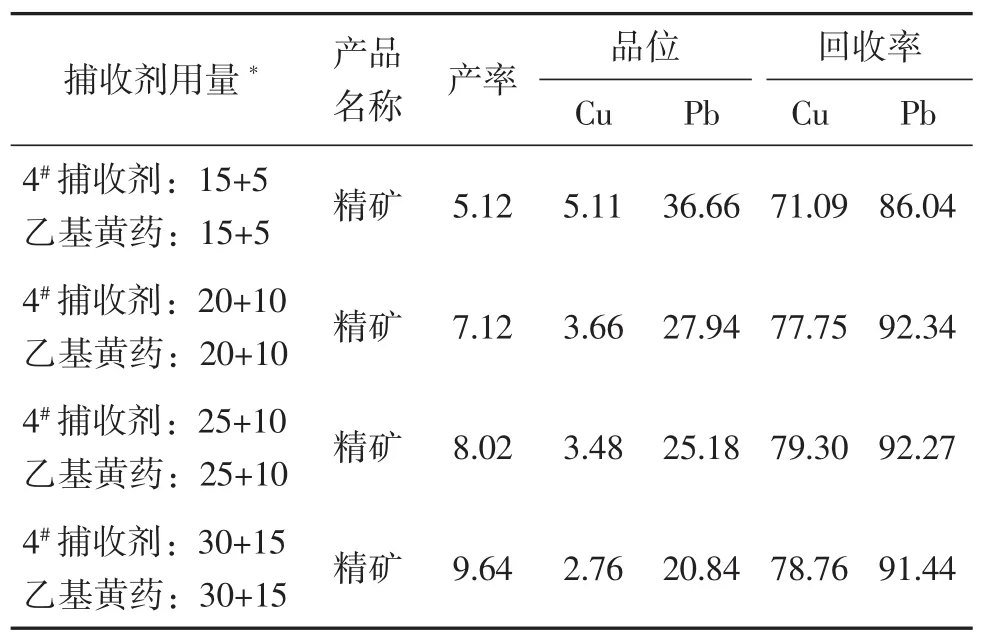
表6 捕收剂用量试验结果Tab.6 Dosage test results of collecting agent %
试验结果表明,精矿铜铅品位随着捕收剂用量的增加而降低,铜铅回收率随着捕收剂用量的增加而提高,当捕收剂用量4#捕收剂20 g/t、乙基黄药20 g/t时,精矿铜铅回收率达到最大。因此,其最佳用量为铜铅混合粗选作业4#捕收剂用量20 g/t,乙基黄药用量20 g/t,铜铅混合扫选作业4#捕收剂用量10 g/t,乙基黄药用量10 g/t。
3 铜铅分离试验研究
3.1 铜铅分离探索试验
铜铅分离是本次选矿试验研究的重点之一,其中包括分离前的脱药、铅抑制剂的选择以及磨矿细度等都直接影响铜铅分离的效果。试验流程如图2所示,磨矿细度为70%-0.074 mm,采用活性炭粉进行脱药10 min,硫酸和亚硫酸钠组合抑制铅矿物,Z-200捕收铜矿物,试验结果见表7。
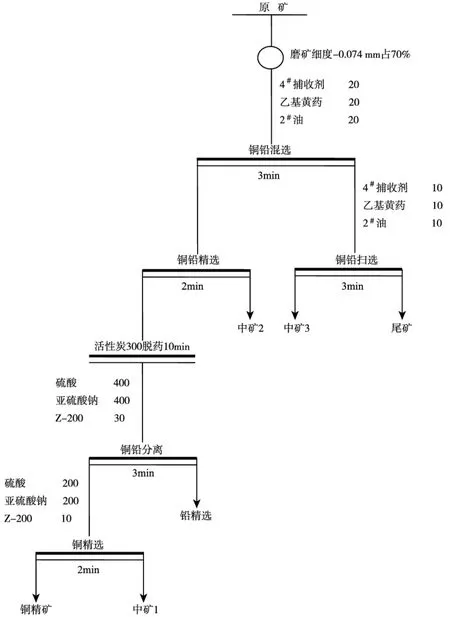
图2 铜铅分离探索试验流程Fig.2 Exploratory experiment flow of copper-lead separation
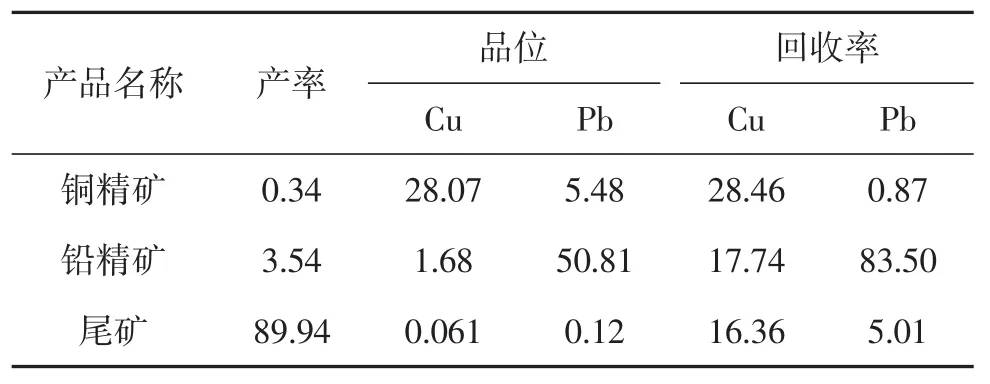
表7 铜铅分离探索试验结果Tab.7 Exploratory experiment results of copper-lead separation %
试验结果表明,铜精矿的铜品位达到28.07%,含铅5.48%;铅精矿的铅品位50.81%,含铜1.68%。铜精矿品质较好,铅精矿品质较差,可通过增加铜铅混合精选次数以及药剂调整来提高铅品位和降低互含。
3.2 脱药试验
试验的目的是考查铜铅混合精矿不同的脱药方式对铜铅分离效果的影响。脱药的方法主要有机械脱药(包括过滤、洗涤、擦洗、搅拌、再磨、超声波处理等)、化学及物理化学脱药法(包括硫化钠与活性炭解吸以及其他化学药剂等) 及特殊脱药法(包括加温、焙烧及蒸吹等)[5]。考虑到水洗脱药会给生产带来额外的作业,所以本文只考查活性炭脱药和硫化钠脱药对铜铅分离的影响。脱药试验结果见表8。

表8 脱药试验结果Tab.8 Test results of reagent removal %
试验结果表明,活性炭脱药的精矿铜铅互含较低,硫化钠脱药的精矿铜铅互含随着硫化钠用量的增加而降低,但均没有活性炭脱药的效果好,且硫化钠过量时,铜矿物也会被抑制。随着活性炭用量的增加,精矿铜铅互含先降低再升高,说明活性炭用量200 g/t时,脱药不充分,导致铜铅互含高;活性炭用量500 g/t时,活性炭过量,消耗铜铅分离的药剂,同样导致铜铅互含高。活性炭的最佳用量为(300~400) g/t。因此本文采用活性炭用量300 g/t进行铜铅分离前的脱药。
3.3 磨矿细度试验
细度试验进行70%-0.074 mm、75%-0.074 mm、80%-0.074 mm、90%-0.074 mm四个条件,试验流程如图2所示,试验结果见表9。
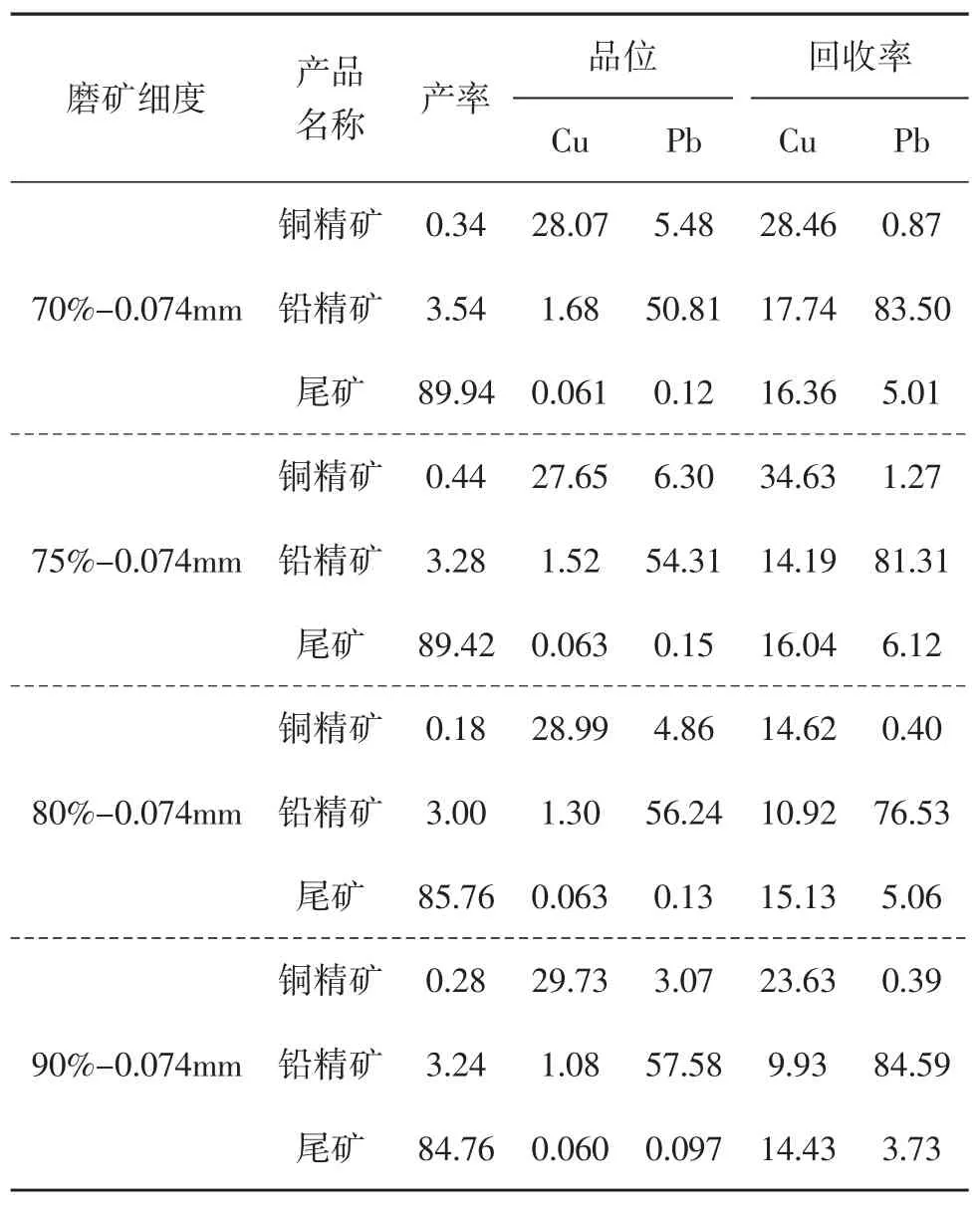
表9 磨矿细度试验结果Tab.9 The test results for grinding fineness %
试验结果表明,提高磨矿细度,有利于降低精矿的铜铅互含,提高精矿品质,同时可以降低尾矿的金属损失,但影响均较小。考虑到提高磨矿细度会带来生产成本的增加,因此磨矿细度在70%-0.074 mm左右较为合理。
3.4 铜铅分离抑制剂用量试验
由于采用硫酸与亚硫酸钠组合抑制剂进行抑铅,铜铅互含较高,铜铅分离的效果欠佳,因此试验采用QY抑制剂(我院自主研发的铅抑制剂)进行药剂用量试验研究,以考查抑制剂对铜铅分离的影响,试验结果见表10。
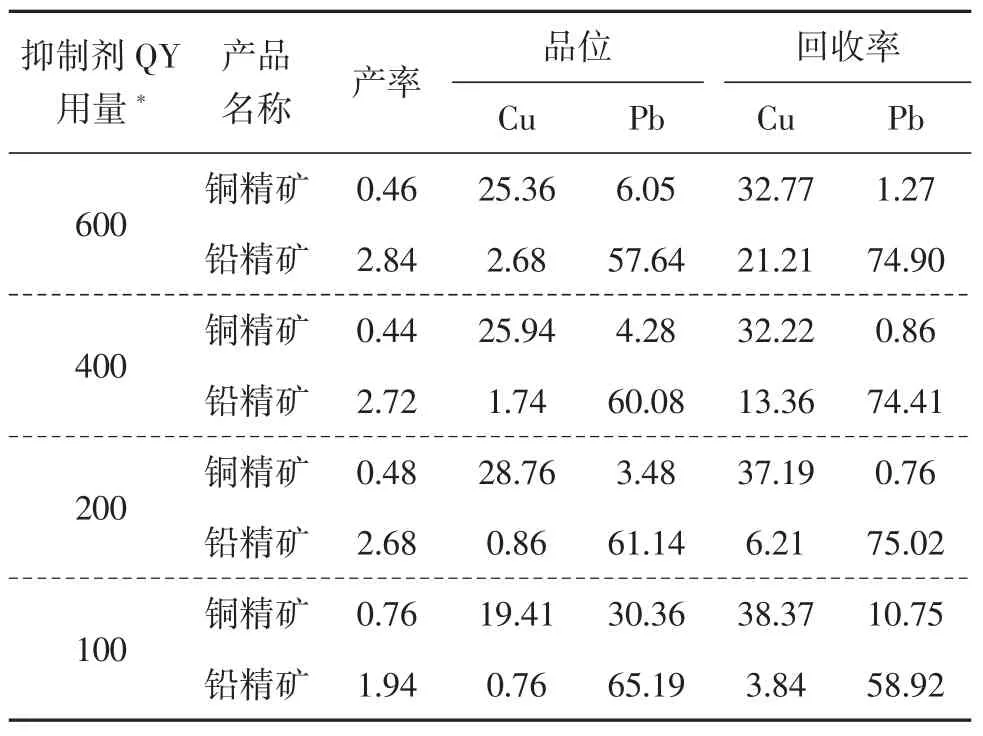
表10 抑制剂用量试验结果Tab.10 The dosage test result of inhibitor depressor %
试验结果表明,随着抑制剂QY用量的降低,精矿的铜铅互含先降低再升高,当QY用量在200 g/t时,铜精矿和铅精矿的铜铅互含最低。与硫酸和亚硫酸钠的组合抑制剂相比,精矿的铜铅互含更低。因此,采用QY抑制剂进行抑铅,其最佳用量为QY 200 g/t左右。
4 闭路试验
在条件试验基础上,适当调整药剂用量来降低药剂积累对闭路试验浮选指标的影响,以期获得稳定可靠的、最佳的浮选指标。磨矿细度70%-0.074 mm的闭路试验流程如图3所示,试验结果见表11。

表11 浮选闭路试验结果Tab.11 The test results of flotation closed circuit test %

图3 浮选闭路试验流程Fig.3 Closed circuit test flow of flotation
试验结果表明,磨矿细度70%-0.074 mm的闭路试验,可得到铜精矿含铜25.41%,铜回收率81.08%,铜精矿含银481.2 g/t,银回收率44.75%;铅精矿含铅61.13%,铅回收率91.15%,铅精矿含银146.8 g/t,银回收率38.59%;铜精矿、铅精矿中的银总回收率83.34%,实现了铜、铅、银的有效回收。
5 结语
1) 原矿含铜0.36%、含铅2.21%,矿石中伴生有价元素银含量12.5 g/t。矿石中主要金属矿物为方铅矿、黄铜矿,还有少量的闪锌矿和黄铁矿,主要脉石矿物为石英、方解石、绿泥石等;
2)在原矿性质考查的基础上,进行了详细的选矿试验研究,其中包括捕收剂种类及用量试验、磨矿细度试验、脱药方式的对比、铜铅分离等条件试验以及闭路试验。磨矿细度70%-0.074 mm的闭路试验,可得到铜精矿含铜25.41%,铜回收率81.08%,铜精矿含银481.2 g/t,银回收率44.75%;铅精矿含铅61.13%,铅回收率91.15%,铅精矿含银146.8 g/t,银回收率38.59%;铜精矿、铅精矿中的银总回收率83.34%,实现了铜、铅、银的有效回收;
3)对于铜铅矿石或者铜铅锌矿石,采用我院自主研发的铅抑制剂QY和该工艺,可以实现铜、铅矿物的有效分离,同时不会造成精矿水分高的问题。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
矿业工程研究(2022年1期)2022-05-06
医学概论(2022年4期)2022-04-24
选煤技术(2022年1期)2022-04-19
湖南有色金属(2021年4期)2021-10-06
矿产保护与利用(2021年2期)2021-06-11
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
中国金属通报(2020年5期)2020-06-02
癌变·畸变·突变(2015年3期)2015-02-27
