
镀锌机组生产薄规格带钢 出口穿带卡钢等问题分析与解决方案研究
2022-03-08 05:20毕飞任远程张雷杨富玉
中国设备工程 2022年4期
毕飞,任远程,张雷,杨富玉
(本钢板材冷轧总厂,辽宁 本溪 117000)
本钢冷轧总厂1#热镀锌机组始建于1995年,采用曼内斯曼德马克、斯坦因、西门子等公司的先进设备和技术,生产的有锌花镀锌板主要用于建筑、室内装饰及家电等行业。从设计生产能力18万t到可实现年产量突破35万t,为冷轧的发展史创造了奇迹。
随着市场需求变化,厚度为0.5mm以下有锌花镀锌卷在市场大受青睐,为了满足市场需求,1#镀锌机组开始向厚度为0.5mm以下产品生产。最近一个阶段,在生产厚度为0.7mm以下镀锌卷时,带钢头部(以下简称带头)在出口穿带时经常卡钢,或者“粘”在出口转向夹送辊上,造成不能正常卷取镀锌卷,导致机组频繁停机,产生大量降级品和废品,带来严重的经济损失。针对这些问题,本文分析了生产薄规格带钢时出口穿带出现卡钢以及“粘”辊原因,研究对策,找到解决问题的手段,彻底解决影响稳定生产的难题。
1 故障原因分析
1.1 超设计厚度极限
1#热镀锌机组生产过程中,带钢通过分切剪,把连续的带钢分成独立的镀锌卷。在分切后,带头经过辊道台、前导辊、出口转向夹送辊和上下导板,插入卷取机卷筒钳口后进行卷取。如图1所示。
在这个送带头的过程中,因为各种因素的影响,很容易使带头不能顺利进入卷筒钳口而造成停机故障,这种现象就叫卡钢。
1#热镀锌机组原设计产品厚度为0.5~2.0mm,最薄生产厚度为0.5mm的带钢。目前还增加了超极限规格厚度为0.4~0.47mm的产品合同。生产这些薄规格带钢,在出口穿带的过程中,由于带钢本身自重的原因,带钢会自然下垂,带头下弯,经常卡在EPC(带钢边缘检测装置)检测框架和前导辊之间,造成卡钢。如图1所示。
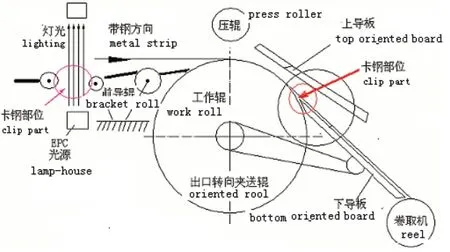
图1 卡钢部位示意图
1.2 夹送辊与下导板配合间隙过大
由于设计缺陷,出口转向夹送辊与下导板配合缝隙较大,带头经过出口转向夹送辊时,带头卡在出口转向夹送辊与下导板配合缝隙处,造成卡钢。如图1所示。
1.3 夹送辊辊面残留防锈油
由于部分镀锌产品需要涂油防腐防锈处理,出口转向夹送辊面残留防锈油,在带头经过出口转向夹送辊时,薄规格带头容易粘附在辊面,发生“粘”辊现象。带头不能顺利过渡到下导板插入卷取机卷筒钳口,无法完成正常的穿带动作程序,导致机组停机。
2 具体改进方案
2.1 改进前导辊和下导板的结构
2.1.1 导辊改制成导板
由于薄规格带钢刚度低,而EPC通光部位的间隔相对较长,带头弹性下弯幅度大,致使带头穿入前托辊下方或撞击在托辊上,而造成卡钢故障的发生。如图2所示。
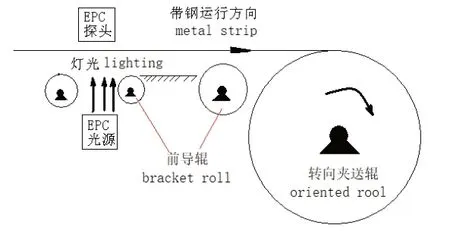
图2 前导辊结构示意图
基于此问题,重新设计了前导板来代替前导辊,这样可以在带头下弯曲弧度内支撑起带头,且消除托辊的转动阻力,使带头顺利通过。改进的导板结构简图如图3所示。
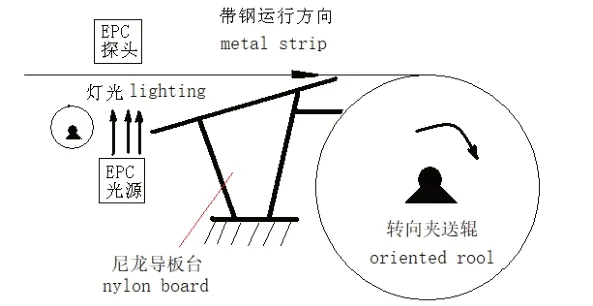
图3 改进的前导板结构示意图
2.1.2 改进下导板与转向夹送辊接触处的结构
厚度为0.4~0.5mm的带钢经过转向夹送辊时,带头因自重下弯幅度较大,带头极易卡在出口转向夹送辊与下导板配合缝隙处。为减少投资和改动量,在不改变下导板整体结构基础上,将下导板与出口转向夹送辊接触的部位改制成小平台。如图4所示。

图4 改进的下导板结构示意图
从而延长带头在同等下弯幅度情况下通过的距离,从而降低带头卡入下导板缝隙的概率。
2.2 设计增加压缩空气自动喷吹装置
2.2.1 压缩空气喷吹装置工作原理
由于出口转向夹送辊面有残留的防锈油,薄规格带头容易粘附在辊面而不分离,我们设计一套压缩空气喷吹装置(如图5所示),安装在改进的前导板和出口转向夹送辊之间,喷梁两端接入压缩空气。穿带时,通过喷梁形成与最大宽度带钢等宽的气幕,喷向带钢,将带钢托起,带头在与出口转向夹送辊接触瞬间开始分离,这样带头就不会粘附在夹送辊面上。
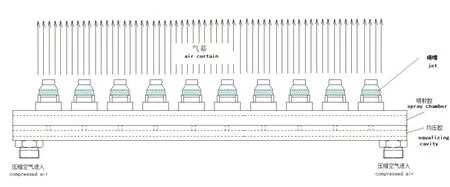
图5 压缩空气喷吹装置示意图
整套压缩空气喷吹装置由减压阀、压缩空气管路、电磁换向阀、喷梁(含均压腔、喷射腔、喷嘴)四部分组成。均压腔和喷射腔之间由双列20个圆孔连接,喷射腔安装单列10个喷嘴。压缩空气通过喷嘴形成均匀气幕,将带钢轻轻托起,使带钢不易粘附在转向辊表面,带头浮起,顺利经过转向辊,进入下导板。如图6所示。
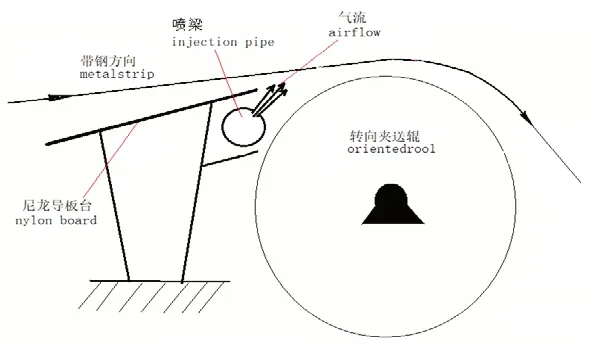
图6 喷吹装置工作示意图
风速的计算公式可根据伯努利方程得到。

式中,wp―风压,kN/m²;
ρ―空气密度,kg/m³;
v―风速,m/s.
通过(1)式可得:

从(2)式中可以得出风速与风压的关系,同一海拔高度的空气密度是一样的,那么风压大小决定了风速大小,我们可以通过调整气源压力来调整风速,使带头浮起离开转向辊表面即可。
2.2.2 针对薄规格带钢实现喷吹自动控制
在1#热镀锌机组出口段PLC(可编程序控制器)进行编程。根据观察,厚度0.7mm以下带钢均容易出现上述问题。
根据机组二级下达带钢厚度数据作为基准,如果带钢厚度为0.7mm以上,则不启动自动喷吹功能;若带钢厚度为0.7mm及以下规格,才启动自动喷吹功能。
PLC根据机组编码器,可以精确计算出口穿带距离。当带头到达前导板和出口转向夹送辊之间时,PLC发出指令,开启电磁换向阀,开始自动喷吹。并根据穿带速度,计算出带头刚好通过出口转向夹送辊,穿到上导板,PLC发出指令,关闭电磁换向阀,停止自动喷吹,带头稳定插入卷取机卷筒钳口后进行卷取。
3 结语
通过对1#热镀锌机组出口前导辊、下导板进行改进,并增加喷吹自动控制装置。后期经过不断完善和优化,实际应用效果非常好,解决了生产薄规格带钢出口穿带过程中卡钢及“粘”辊问题,有效解决生产中的疑难问题,减少设备的故障次数,同时,提高了超设计规格产品的生产能力,为企业经济效益的提升,提供了有力的保障。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
华西口腔医学杂志(2022年1期)2022-02-14
新教育时代·学生版(2020年10期)2020-07-31
福建基础教育研究(2020年1期)2020-05-28
锻造与冲压(2020年5期)2020-03-18
表面工程与再制造(2019年3期)2019-09-18
中国美容医学(2017年7期)2018-02-02
中兴通讯技术(2017年1期)2017-03-11
表面工程与再制造(2016年1期)2016-12-16
表面工程与再制造(2014年2期)2014-02-27
