
基于对数极坐标变换的X 射线焊缝缺陷图像识别算法*
2022-03-01 02:18:34张辉宇陈健飞高海涛韩曙光
焊管 2022年2期
0 前 言
在焊缝缺陷检测过程中, X 射线检测作为一种重要的无损检测方法, 一直备受青睐。 X 射线焊缝图像检测大都通过滤波、 图像增强、 图像分割和缺陷识别四个步骤完成缺陷自动识别。王勇
等提出先确定焊缝图像位置, 后利用形态学对焊缝图像进行缺陷检测的方法, 提高判别的准确性。张晓光
等指出利用部分缺陷的方法, 在观察到存在缺陷的位置采取分水岭变换和子束变换分割出焊缝缺陷。邵家鑫
等在检查较厚的器件时发现器件不能及时同步且存在噪声较大等干扰因素, 利用消除法和波形分析法检测出焊缝缺陷。 罗永仁
等在对缺陷类型识别之前, 对采集到的图像首先处理模糊边缘, 采用了传统的图像分割方法(如边缘检测法和阈值分割法)。 陈方林
等提出基于支持向量机的焊缝缺陷检测方法, 这种方法是先对样本进行训练, 针对所得模型分割缺陷图像。 随着计算机技术的发展, 智能算法也被引入X 射线焊缝缺陷识别领域, HERNANDEZ
等针对铝铸件的X 射线焊缝图像进行了缺陷识别的研究, 在提取图像特征后采用了模糊神经网络进行模式识别。 彭俊杰
等提出一种基于感知器模型的有效提取缺陷特征和分类识别的算法, 并对500 张缺陷图片进行了识别计算, 取得了很好的效果。 ALGHALANDIS
等利用自适应特征提取和神经网络分类器进行缺陷识别, 并且比较了BP 神经网络和模糊神经网络两种神经网络的缺陷识别率。VALAVANIS
等系统地总结了缺陷的43 种特征, 并设计了基于神经网络的分类器, 但文中未提及分割实验效果好坏。
已有研究大多基于缺陷的几何或纹理特征, 但由于缺陷面积相对较小, 且由于噪音影响, 无法准确获取图像的特征值。 因此提出一种基于压缩传感技术的焊缝缺陷识别方法, 该方法无需求取特征值, 减少了噪音对识别的影响。 针对缺陷大小及位置旋转等因素对识别结果产生的干扰, 将对数极坐标变换(LPT) 引入X 射线焊缝图像缺陷识别, 充分利用对数极坐标映射在立体视觉变换中的研究成果
, 实现具有较强鲁棒性的缺陷识别。
1 LPT 变换原理
图1 为焊缝X 射线图像, 位于焊缝中的缺陷面积相对较小, 而且存在位置及方向的变化, 都为准确自动地识别缺陷带来较大的困难。

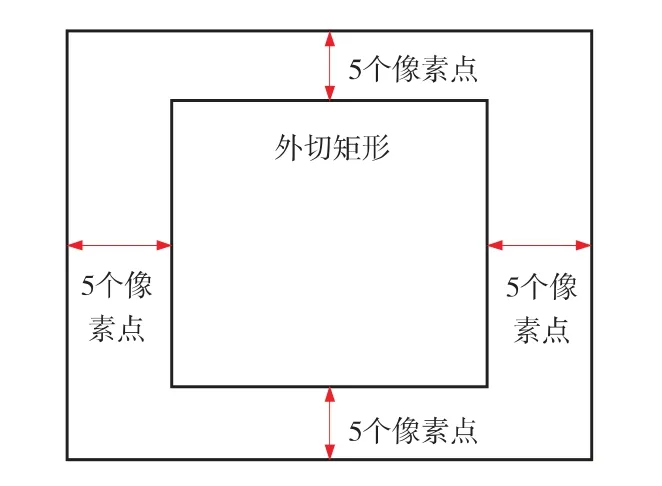
实际缺陷检测时, 首先需要通过图像分割的方法确定疑似缺陷区域 (suspected defect region,SDR)。 SDR 可定义为分割出来的疑似缺陷外切矩形再向外扩展5 个像素点后的矩形区域, 如图2 所示。 以图1 的缺陷为例, 缺陷的SDR 如图3 所示。
一阵凉风透过窗户缝隙吹进来,把紧闭着的卫生间窗帘掀开了一条缝。她一惊,伸手要去拉拢来。可就在她的手触到窗帘的刹那间,她的目光无意间投向了窗外,她看到了一个令人心跳耳热的镜头。对面一间房子的窗户,窗口的大红双喜还未褪色,不知是疏忽,还是过于急切,那对年轻夫妻未拉上窗帘也未关灯就除去彼此的衣物,赤裸地滚落床第,两具肉体像柔软的藤条般缠绕在一起,似乎憋足了半个世纪的爱和欲要在这一刻尽情地倾泻……

不同X 射线焊缝图像的缺陷可能会存在旋转, 导致缺陷识别准确率下降。 而LPT 变换可以将旋转等操作变为简单的平移操作, 识别时可通过模板图像, 判断“疑似局部图像” 是否为缺陷, 提高识别的准确率。 对数极坐标变换是以笛卡尔坐标代表视网膜(场景平面) 坐标位置, 对数极坐标对应视皮层坐标位置。
公式(10) 又可以等效为
俯视大江东去,开拓万里心胸。我模仿古人,站在山顶俯瞰大地,感受着南岳七十二峰余脉的磅礴气势。山下的校园呈现一种静谧,山上的人们尽情吐纳清晨清新的空气,湘江一往无前的滚滚北去,我仿佛听见了毛主席正在那昂首吟唱“独立寒秋,湘江北去,橘子洲头。”

对应的极坐标平面(ρ, θ) 可以表示为

对应的对数极坐标平面(ζ, τ) 可以表示为

可以发现, 对数极坐标变换可在轴向把尺度的变化转变为对数极坐标图像的上下平移。 缺陷以注视点为中心放大k 倍时, 变换式对应关系为

由公式(4) 可得
ζ
=logk+logρ, 即

公式 (5) 相当于缺陷图像的放大图向下移动logk, 形状的变换成为简单的平移。 τ 坐标方面, 缺陷围绕注视点旋转L 弧度, 即

由公式(6) 可知, 焊缝图像缺陷围绕注视点旋转L 弧度, 相当于映射变换图向右移动L 个单位。
陈升茶厂成立于2006年,经过12年的发展,已经成为一家拥有300余名员工,数百户签约农户,集普洱茶精制加工、生产、销售及茶文化和民族风情为一体的省级产业化重点龙头企业。而陈升茶厂所在的勐海县被称作“中国普洱茶第一县”,吸引着大批企业家投资设厂,其中包括一些不规范的代加工企业,他们在规范化生产、人力、设备等各方面投入成本低,有些甚至存在虚开发票等违法行为,严重影响和扰乱了市场秩序,对大型民营企业发展也造成了很大压力。
(5) 对压缩感知方程, 通过试验比对以及理论分析确定求解算法。
LPT 变换中公式(5) 和公式(6) 反映的两个性质称为距离不变性与角度不变性。 焊缝X 射线图像中缺陷位置及形状不确定, 通过对数极坐标变换可将其转化为典型缺陷图像的平移。 因此,通过选定一组典型的X 射线焊缝缺陷及噪声图像,就可通过线性拟合的方式拟合待检测图像。 根据线性系数就可以判定待检测图像的类型。
压缩传感技术中, 将待检测信号视为字典矩阵的线性组合, 本研究用X 射线焊缝缺陷和噪声典型图像构建字典矩阵, 结合LPT 变换实现具有较强鲁棒性的X 射线焊缝缺陷图像识别。
2 识别算法研究方案设计
2.1 离线处理部分
(1) 搭建X 射线焊缝图像检测系统。 将获取焊缝的X 射线图像, 存入数据库。
(2) 对焊缝图像进行分析和评分。 对图像进行分类。 这里的分类不仅仅是根据有无缺陷和缺陷类型(裂纹、 未焊透、 未熔合、 条形夹渣、 球形夹渣和气孔) 分类, 同时还根据缺陷的大小和位置分类。 缺陷图像的质量按5 分制 (1 分质量最差, 5 分质量最好) 由人工标出。
(3) LPT 中心选取与LPT 变换。
2.2 在线处理部分
(1) 实际现场X 射线焊缝图像采集。
(2) 对图像的滤波增强后, 利用各种传统方法提取焊缝图像数据库中缺陷的局部图像和由噪声形成误分割的局部图像。
求解出的系数h= [h
, h
, h
, …, 0, 0],显然h 中不为0 的系数与y 的类别有关, 通过系数向量h 则可判别y 的类型, 而且h 不为0 系数的个数越少, 越有利于判别。 求系数h 稀疏解的问题从数学上分析属于0 范数最小化问题, 即
(4) 建立压缩感知方程, 使方程中的系数能在高维空间反映缺陷信息, 且整个信息由系数共同决定, 对个别系数值的影响降低, 诊断更客观。
捷豹是英国汽车工业最值得大书特书的骄傲,与生俱来的运动气质让这个品牌自1935年诞生伊始就和速度、性能这样的词汇产生着紧密的联系。而英国人的独特审美更让捷豹品牌在设计方面有了自成一派的风格,E-type一直以来所获得的积极评价和历史地位就是个再好不过的答案了。
中央苏区是以毛泽东为代表的中国共产党人领导工农劳苦大众开展武装割据,进行土地革命,建立苏维埃政权的执政实践区域。中央苏区之赣南、闽西地处封闭山区,在封建专制统治和男权主导下,受浓厚宗教迷信观念和落后图腾文化影响更深,陋俗文化势力异常强大,工农群众深受其害,苏区党员干部也深受其害,而成为影响苏区党风廉政建设的痼疾顽症,也是中国共产党必须为之破的难题、克的难关。为此,中国共产党人在中央苏区开展了一系列有益的探索。
驻村工作队在与阿勒泰切尔克齐乡对接的基础上,经双方沟通协商,举行了一八三团与切尔克齐乡开展“民族团结一家亲”结对认亲活动仪式,并现场签订了《一八三团、切尔克齐乡共同开展“民族团结一家亲”活动协议书》,双方就活动组织、宣传教育、民生事业、农业示范、文化交流、民族团结等方面达成了合作意向,建立了活动开展的常态化机制。
(6) 求解压缩感知的系数, 根据稀疏系数进行识别。
由公式(1) ~公式(6) 可知, 当变换中心始终是同一个点(或变化较小) 时, 发生旋转或缩放的图像在变换图中反映为简单的平移。 因此, LPT变换要确定合理的中心。 分析图3 所示的缺陷SDR 图像可以发现, 缺陷一般具有较大的灰度值。因此本研究选择亮度为中心, 即图像中最亮的位置为中心。
3 压缩感知识别原理
压缩感知的理论基础是信号在特定方式表示下具有稀疏性。 根据调和分析理论, 离散时间信号y, 它的长度为N, 可表示为一组标准正交基的线性组合。 把X 射线焊缝图像作为信号y, 它也可表示为一组典型X 射线焊缝图像的线性组合, 即

其中, ψ 为由已分类的X 射线焊缝图像构成的字典矩阵。 根据y 和ψ 可以求得系数h。 根据系数h 可以确定y 主要可表示为典型缺陷或噪声图像的线性组合。 例如, 将样本分为缺陷及噪声两类。 ψ 为两类图像的集合, 即

(3) 应用已有的LPT 中心算法和LPT 变换算法进行变换。
(1) 初始化Λ
=Ø, ψ
=Ø, r
=y, i=1 及迭代次数K;

零范数最小化问题是非凸问题, 很难求解。在工程实际应用中, 对线性组合问题的求解也可以等效于求2 范数最小化问题, 即
经过18个月的选择过程,纽斯凯尔最终选定BWX技术负责其小堆的制造、装配和运输。BWX技术将立即启动第一阶段制造工作,该阶段将持续到2020年6月。预计BWX技术将选择精密定制部件公司(Precision Custom Components)作为部件制造分包商。纽斯凯尔表示,下两个阶段的合同将在随后签订。

X 射线焊缝图像的笛卡尔坐标平面 (x, y)可以表示为

利用OMP 算法可以求解式 (11)。 OMP 算法可以描述为:
高潮偷偷瞅了一眼前排的田卓,发现她也微露惊诧之色。高潮想了想,立马写了条短信,发给田卓:昔日草莽的鸿门宴,在两千多年后的今天,即将在这里,华丽上演。
3)造成此次华东沿海大范围平流雾的主要原因在于源源不断的水汽输送、低层逆温层维持、动力条件等。在大雾维持期间(16日16时—17日02时),华东沿海及内陆大部分地区为弱的水汽辐合区,水汽源源不断的持续输送,是此次平流雾得以发展和持续的重要条件之一。边界层内逆温层维持,阻止水汽向上输送,仅在近地面层内辐合上升,再加上地面降温作用,水汽凝结成雾滴,使能见度不断降低。动力条件对大雾形成与维持也具有重要作用,100~400 m高度大规模的辐散下沉运动有利于大气增温,配合地面至100 m辐合上升运动,在边界层内形成逆温层。并且辐合上升运动把水汽向上抬升,在逆温层的阻挡下,水汽不断积累达到饱和形成大雾。
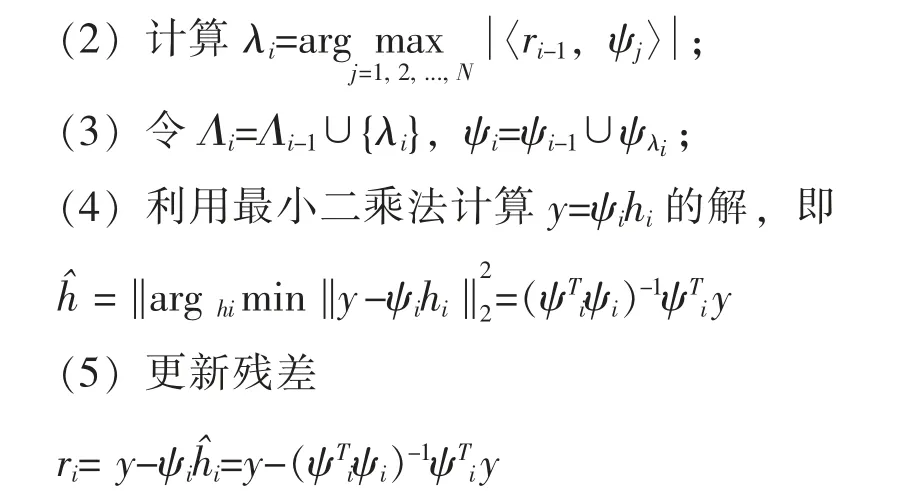
(6) 令i=i+1, 并判断是否成立, 成立转步骤(2), 否则中止程序并输出。
其中, i 为迭代次数, r
为i 次迭代的残差; Λ
为i 次迭代选择的字典矩阵中向量编号构成的集合; λ
为i 次迭代计算获得的字典矩阵向量编号;ψ
为依据Λ
中编号选中ψ 中对应向量构成的矩阵。
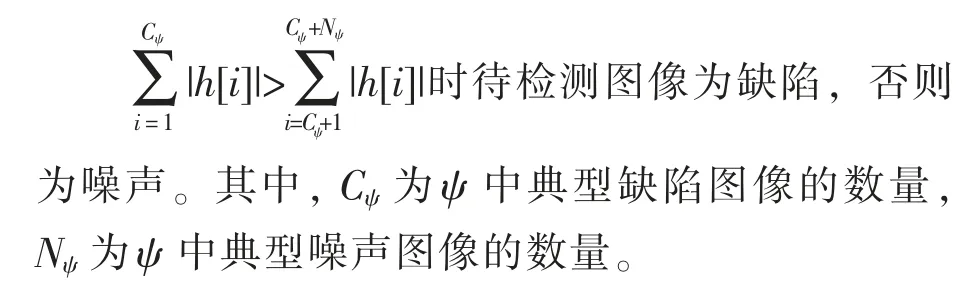
在求得h 后, 可以根据系数向量判定y的类型, 本研究确定的缺陷判定标准如下:
2.1.2 急用药品调剂 在住院药房设立“药品综合协调岗”,该岗位药师负责临床急用药品的调剂工作;病区如需取药,需先与该岗位药师电话沟通后,由护士到住院药房取药。
4 试验设计与分析
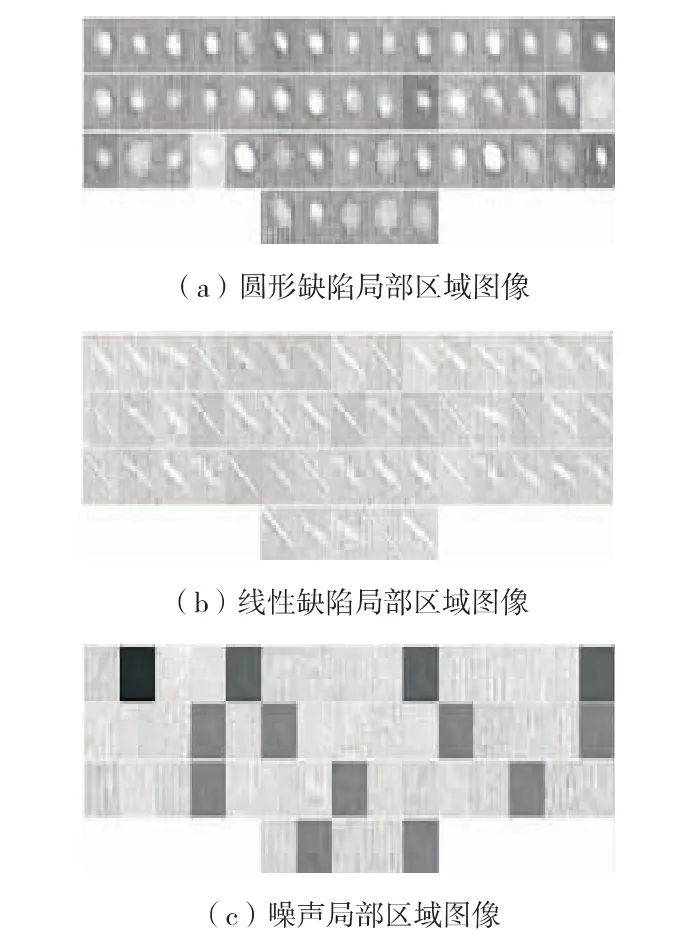
本研究首先选取200 张缺陷样本及噪声样本图片, 部分缺陷(圆形缺陷及线性缺陷) 及噪声图片如图4 所示。
数据传输层通过与采集层和数据处理层的上下连接,通过通信网络进行信息传输,为系统提供基础设施服务。传输层由无线传感网、有线网、互联网及各种私有网络组成,在数据采集层各传感器和数据处理层之间起到纽带和桥梁作用,负责将获取的传感器感知信息,经过互联网或私有网络,安全可靠地传输到上层进行数据分析,然后根据不同的应用需求进行数据的交互与处理。该系统中主要采用蓝牙、3G/4G 移动网络和局域网络等进行数据的传输与通信。
将典型缺陷及噪声图像归一化为13×13 大小, 按行扫描优先的原则, 构成169×1 的列向量, 再将这些列向量构成字典矩阵。
再将待检测的图像同样归一化为13×13 大小, 按行扫描优先的原则, 构成169×1 的列向量y。
焊缝噪声和缺陷局部图像如图5 所示, 利用OMP 算法求解h 后的系数为
通过判别标准, 可以确定图5 (a) 为噪声,图5 (b) 为缺陷。
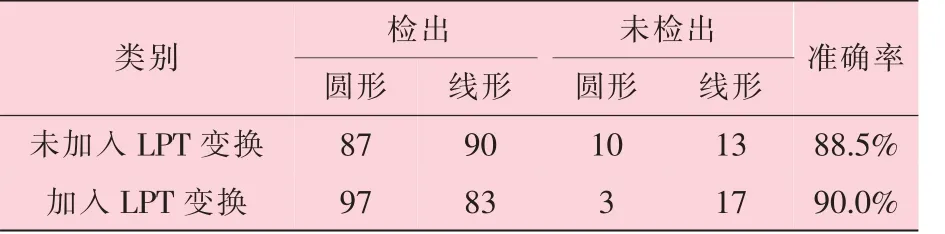
为进一步验证LPT 结合压缩传感识别方法的有效性, 在4G 内存、 i5 处理器的硬件环境下, 以MATLAB R2013a 为试验平台进行试验,首先对圆形缺陷和线性缺陷识别进行测试, 试验结果见表1。
为进一步验证所提算法有效性, 进一步对200张缺陷SDR 和200 张噪声SDR 进行试验。 试验结果按混淆矩阵进行验证, 混淆矩阵格式见表2。
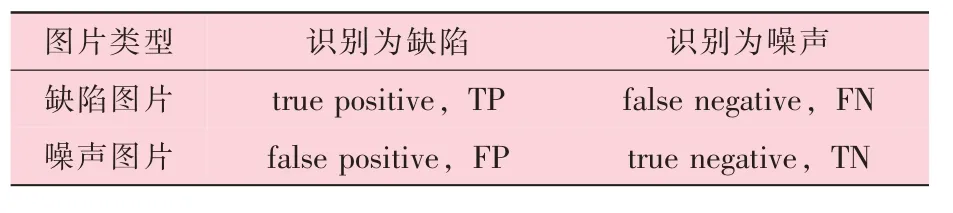
在混淆矩阵基础上, 再根据敏感度(Sensitivity) 和特异度 (Specificity) 来分析算法的有效性。 敏感度和特异度的计算公式为
由此可知,基于特征函数法的Heston模型的看涨期权定价公式中含有5个参数,即t=0时刻的瞬时波动率ν(0)、长期方差θ、回归速度κ、2个维纳过程的相关系数ρ和ν(t)的波动率σ。
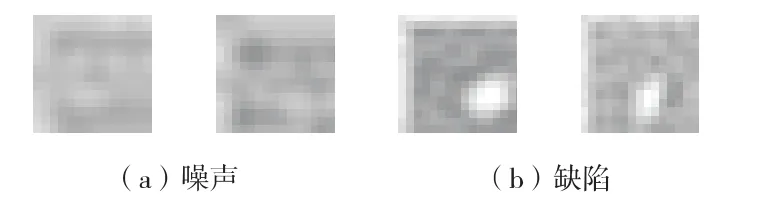
试验中图像归一化尺寸为8×8~17×17, 试验结果见表3。 由表3 可知, 识别时SDR 归一化尺寸为13×13 时识别准确率最高。 未能准确识别的缺陷和噪声图像如图6 所示。

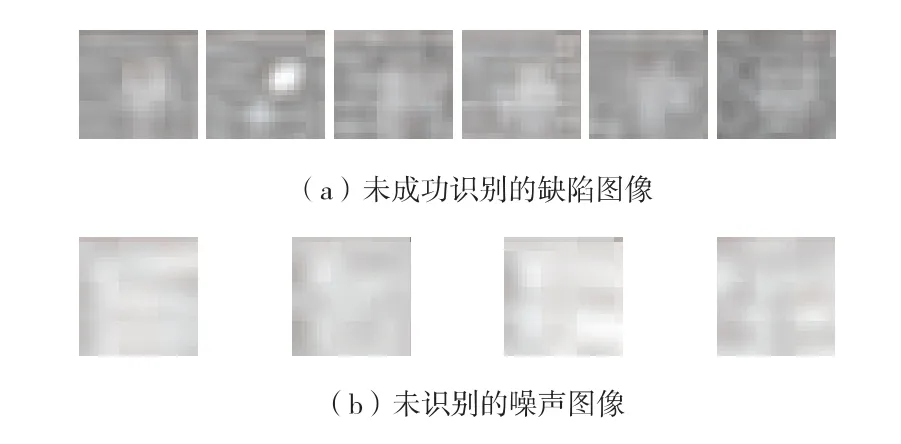
由图6 可以发现, 未能准确识别的X 射线焊缝图像大多较为模糊, 由于受到噪声等因素的干扰, 缺陷图像没有明确的边缘, 因此造成误判。 表3 所获得的数据针对的图像为400 张,在实际检测中, 如出现类似图6 (a) 所示的缺陷图像较多时, 也可能使得实际识别准确率下降。
5 结束语
基于LPT 和压缩传感技术的X 射线焊缝缺陷识别可以有效的降低因缺陷旋转和位移带来的误判, 且无需再求取几何或纹理特征值。 实际试验表明, 本研究所介绍的方法可将缺陷识别的准确率提高至97%, 具有较好的实际应用价值。
[1] 王勇,郭慧. 基于形态学的焊缝X 射线图像缺陷检测[J]. 东华大学学报,2013,39(4):460-463.
[2] 张晓光,孙正,胡晓磊,等. 射线检测图像中焊缝和缺陷的提取方法[J]. 焊接学报,2011,32(2):77-80.
[3] 邵家鑫,都东,石涵. 基于厚壁工件X 射线实时成像的焊缝缺陷自动检测[J]. 清华大学学报 (自然科学版),2013,53(2):150-154.
[4] 罗永仁,晏飞. 故障智能诊断技术及其在矿井提升机上的应用研究[J]. 煤炭技术,2007,26(11):117-119.
[5] 陈方林,刘彦. 基于支持向量机的X 射线焊缝缺陷检测[J]. 机械工程与自动化,2010(2):122-126.
[6] HERNANDEZ S,SAEZ D,MERY D. Neuro-fuzzy meth-od for automated defect detection in aluminium castings[C]//International Conference Image Analysis and Recognition.Berlin,Germany:Springer,2004:826-833.
[7] PENG J.A method for recognition of defects in welding lines[C]//2009 International Conference on Artificial Intelligence and Computational Intelligence. [s.l.]: IEEE, 2009, 2: 366-369.
[8] ALGHALANDIS S M, ALAMDARI G.Welding defect pattern recognition in radiographic images of gas pipelines using adaptive feature extraction method and neural network classifier [C]//23rd World Gas Conference. Ansterdam:[s.n.],2006: 1-13.
[9] VALAVANIS I,KOSMOPOULOS D.Multiclass defect dete ction and classification in weld radiographic images using geometric and texture features[J].Expert Systems with Applications,2010,37(12):7606-7614.
[10] WEIMAN C F R,JUDAY R D.Tracking algorithms using log-polar mapped image coordinates[M]//International Society for Optics and Photonics.Intelligent Robots andComputer Vision VIII: Algorithms and Techniques.Philadelphia:[s.n.],1990.
[11] TISTARELLI,SANDINI G.On the advantages of polar and log-polar mapping for direct estimation of time-to-impact from optical flow[J].IEEE Transactions on pattern analysis and machine intelligence,1993,15(4):401-410.
[12]FERRARI F,NILSEN J,QUESTA P,et al. Space variant imaging[J]. Sensor Review,1995,15(2):18-20.
