
汽车外覆盖件铆冲模具研究与实践
2022-02-28 08:24朱良辉安徽江淮福臻车体装备有限公司
锻造与冲压 2022年4期
现有汽车车身结构件存在部分冲压件上安装其他部件的情况,这就需要在该部分冲压件上铆接一定规格数量的螺母。目前的工艺手段为安排专门的铆接工艺过程,如投入铆接设备,建立铆接线体,额外投入人力、物力,不仅成本投入较大,工人劳动强度大,效率低,而且还具有一定的安全风险。当前设计的汽车冲压件模具只用于产品的冲裁或成形,只用于平面板材最终加工出所需单件产品件,产品件与附属件如铆接螺母的连接,需要单独工艺实现。而单独铆接线体、所需设备、人员等在整个工序过程中都有集成优化的余地。
工艺分析
以BY631项目3SE_833_847_48产品件为例进行分析。
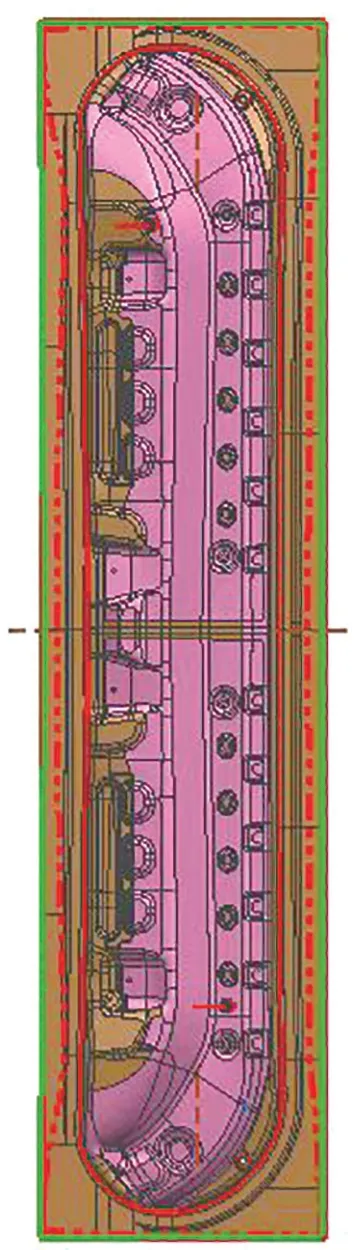
⑴对产品件做OP10 拉延工艺造型并进行CAE 分析,如图1、图2 所示,CAE 评价见表1。根据CAE分析及评价结果,BY631 项目3SE_833_847_48 拉延工序工艺造型符合使用要求,可进行后工序的工序布置。
第一步教师解读考纲要求,明确高考考点:区域存在的环境与发展问题及其产生的危害,以及有关的治理保护措施。

使用时,用工具将铆接螺母置于铆接凸模内,感应器组件检测到信号传输给设备端,设备端输出吸气动作,通过气路组件将铆接螺母吸附于铆接凸模型腔内。产品件置于铆接凹模上,冲压设备带动上模体,上模体带动铆接凸模下行,直至机构闭合,在冲压模具完成本身冲裁工作的同时,完成铆接工作。经过以上关键机构在结构方案上的实现,配合冲压设备参数,最终设计出满足需求的模具。

铆冲模具结构设计
根据研讨确认,把铆冲工作设置在最后一序,其工作内容全部为冲孔,这样一方面可避免因修边、翻边或整形力过大而引起板件移动或板材流动,影响铆冲效果,另一方面其他工序和工位器具无需为铆接螺母设置避让保护,工序布置合理,满足开发要求。
BY631项目3SE_833_847_48-OP60工作内容有:冲孔、侧冲孔、铆冲,本工序实现铆冲功能。
他把周围那一圈世界重新扫了一遍。这是一片叫人看了发愁的景象。到处都是模糊的天际线。小山全是那么低低的。没有树,没有灌木,没有草——什么都没有,只有一片辽阔可怕的荒野,迅速地使他两眼露出了恐惧神色。
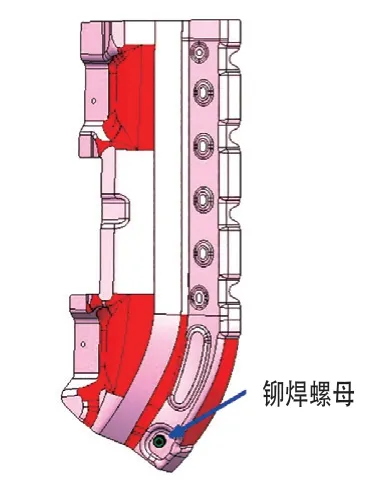
经过研究分析,车门框尾部工作先后顺序为:吸附铆接螺母、冲孔、铆接。
⑴铆冲结构紧凑,拆卸方便,便于维修保养。
缺乏健全的二级财务管理制度 根据本课题组调研,很多高职院校虽然实施二级财务管理制度,但在具体的实施过程中仍缺乏健全的二级财务管理制度,且绝大多数高职院校没有设置对应的专业岗位,一般由相关的干事兼任其职责。目前,高职院校一级财务管理较为成熟,且具有具体的规章制度,二级学院则没有。这就使得二级学院在实施财务管理过程中,对其内部监控、创收管理及相应的经济责任都缺少相应的控制力。此外,很多高职院校在实施二级管理过程中,财务不够公开,理财决策不够民主。
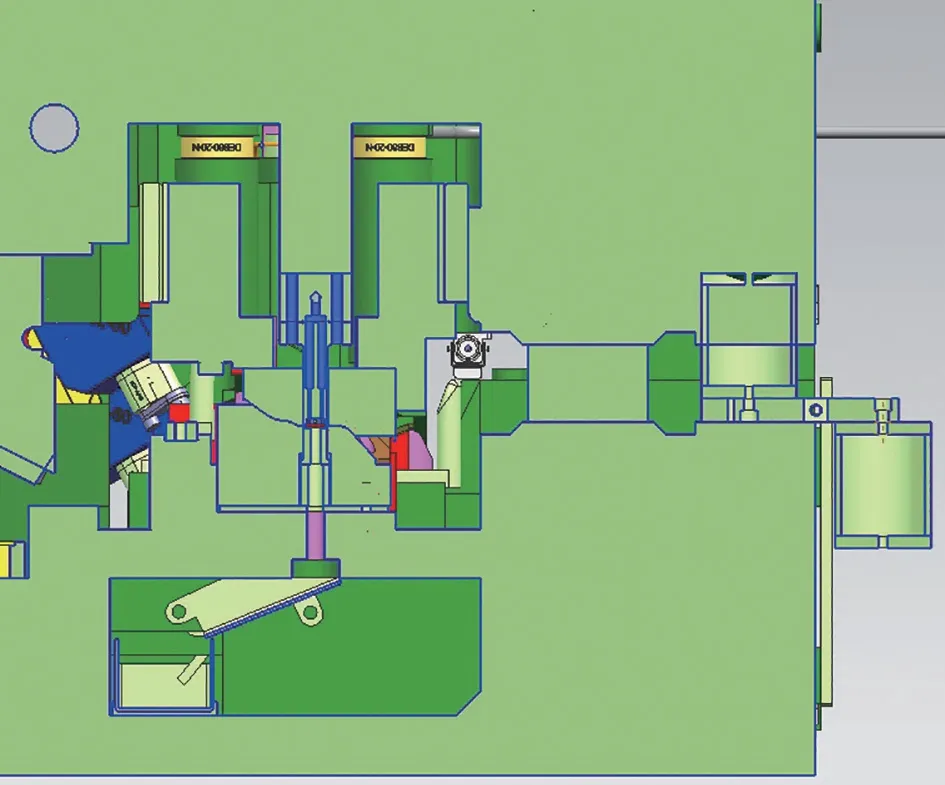
⑴模具结构设计。模具结构布局如图5、图6所示。
⑵电路、气路元件布局设置合理,避免其与板件干涉。
⑷铆接螺母投送机构工作原理。铆接螺母投送机构,包括枪体,枪体内部安装有弹簧,弹簧上部安装有顶料块,该处顶料块通过弹簧压缩提供动力,在弹簧压缩方向运动;所述顶料块上方设有活动块,活动块中部侧面设有推送杆,推送杆通过螺纹连接固定在活动块上,在枪体的侧面设置有推送杆限位孔,用于限制活动块的运动范围,如图10 所示。
根据上述工艺问题和结构梳理结果,设计一种铆冲机构,该铆冲机构有冲孔和铆接螺母的功能,通过合理布局和行程控制来解决上述问题。
例2 北京同仁堂是中药行业著名的老字号,创建于清康熙八年(1669),自雍正元年(1723)正式供奉清皇宫御药房用药,历经八代皇帝,长达188年。
取肌原纤维沉淀加入2倍体积的蒸馏水,用高速匀浆机匀浆15 min,4 ℃过夜。分别取肌浆蛋白和肌原纤维蛋白样品 400 μL,加入 100 μL 5×的 SDS-PAGE样品处理液(10 mL 0.06 mol/L Tris-HCl,pH 6.8,5 mL甘油,1 g SDS,2.5 mL β -巯基乙醇,0.05 mg溴酚蓝,加蒸馏水定容至50 mL),混匀,在沸水中煮沸5 min,冷藏备用,在使用前再加热2 min。


⑵铆冲机构的设计与分解。铆冲机构包括铆接凸模、垫块、铆接凹模、感应器组件、气路组件、密封圈等结构,具体情况如图7、图8 所示。

⑶铆冲机构工作原理。冲压模具上铆接机构,包括安装于上模体及下模体之间的铆接凸模垫块、铆接凸模、气路组件、密封圈、感应器组件、压料块、铆接螺母、铆接凹模和凹模垫圈,如图9 所示。其中铆接螺母置于铆接凸模内,感应器组件感应端安装于铆接凸模侧,另一端安装于设备端。铆接凸模与铆接凸模垫块之间设置密封圈,二者用螺栓、销钉固定于上模体,气路组件安装于铆接凸模垫块侧,另一端安装于设备端。

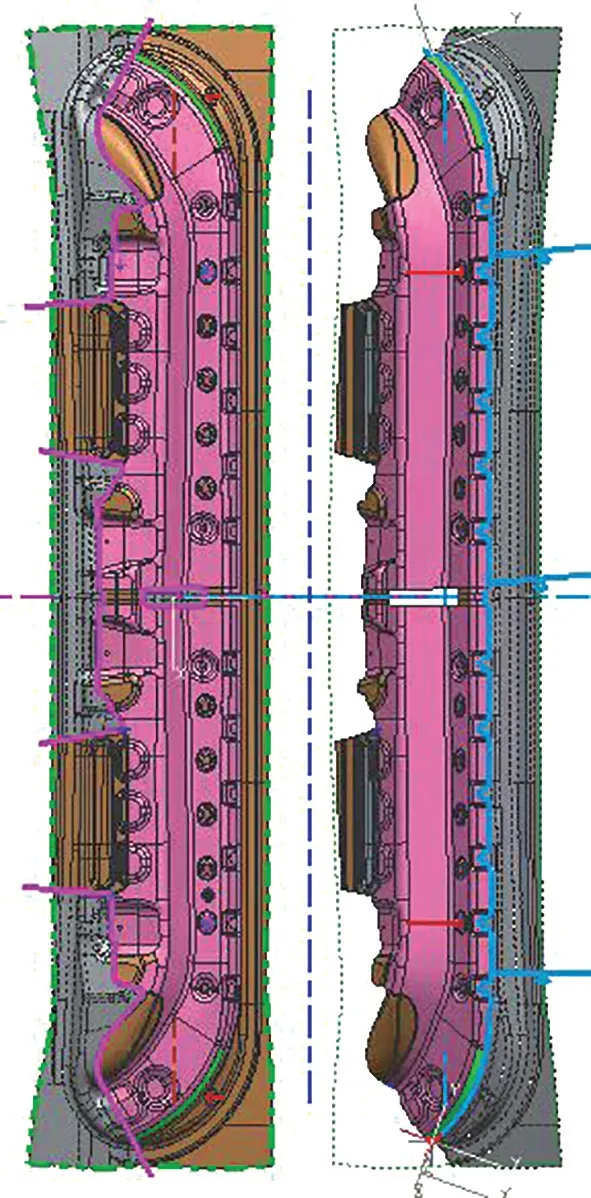
⑵根据OP10 拉延工艺造型进行后工序的工序布置,BY631 项目3SE_833_847_48 计划设置6 道冲压工序,分别为:OP10 拉延(DR)/OP20 修边(TR+PI)/OP30 修边(TR)/OP40 修边翻边(TR+FL)/OP50 修边侧修边冲孔分切(TR+CTR+PI+SEP)/OP60 冲孔侧冲孔铆冲(PI+CPI+Crimping),如图3、图4 所示。

手工作业时,首先把推送杆下拉至限位底部,把4 个铆接凸模放置到枪体内,然后手持枪体,大拇指推动推送杆把铆接螺母投送到模腔内,铆冲模具生产出来的产品如图11 所示。工作过程中工作人员不需要上下工作机床,肢体也不需要在模腔内工作,避免了常规手工作业带来的安全隐患。

铆冲模具优势分析
⑴通过行程控制,可实现同一部位先冲孔后铆接,即在一个模具上冲孔和铆接螺钉或螺母全部完成。
为分析车间调度过程中直接电能Edirect和间接能耗Eindirect对广义能耗Egeneralized的影响以及验证本文模型的有效性,设计以下方案进行调度。
⑵在铆冲机构上综合应用气路,可解决铆冲螺母吸附上模的技术难题。
颜晓晨和沈侯虽然在一个学院,可是专业不同,颜晓晨是游离在班级之外的人,沈侯也是游离在班级之外的人,两人完全无交集,就算有学院必修课,可全院两百多人,混到大学毕业,仍会有很多人叫不出名字。本来,他们的生活应该是两条平行线,可就是因为代写作业和论文,颜晓晨进入了沈侯的视线。从那之后,沈侯不想做的作业,要完成的论文,期末考试前复印笔记、勾重点……沈侯都会找颜晓晨,颜晓晨从来不拒绝,但只第一次收了他四千块钱,之后,无论如何,她都不要钱。因为颜晓晨不肯要钱,沈侯也不好意思总找她代写,只能变得勤快点,借了作业来抄,一来二去,有意无意地,变成了颜晓晨帮他辅导功课,沈侯也渐渐地不再玩游戏。
⑶在铆冲机构上综合应用电路元件(微型感应器等),可解决铆冲螺母安装感应与机床联动,实现自动化生产的技术难题。
⑷减少铆焊工序、降低工装开发成本,节省资源(工装开发、人力、物流等)。
⑸减小铆焊夹具存放占用大量场地问题,方便管理。
结论

猜你喜欢
教练机(2022年1期)2022-08-18
小猕猴智力画刊(2021年2期)2021-02-22
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
大经贸(2018年12期)2018-02-20
科技创新与应用(2017年9期)2017-04-26
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
科技视界(2016年24期)2016-10-11
