钢制容器椭圆形封头接管开孔技术研究
2022-02-22 09:57肖德明赵晓磊肖易萍王立坤关萍
石油和化工设备 2022年1期
肖德明,赵晓磊,肖易萍,王立坤,关萍
(海洋石油工程股份有限公司 天津塘沽 300452)
1 引言
随着海洋石油工业的迅猛发展,海洋工程钢制工艺容器建造中存在大量的接管开孔结构,如支管(即接管)在筒体开孔、支管在平板开孔、支管在椭圆形封头开孔、支管在锥体开孔等相贯焊接结构。根据石油天然气行业标准(SY/T4802-92)/美国石油协会标准(API PI 2A),相贯线上每一点的焊接坡口取决于该点的局部两面角,不同形式的相贯线,每一点的局部两面角不同,即局部两面角沿相贯线不断变化[1]。由于开孔结构的不规则性及体积上的限制,相贯线及焊接坡口线也难以在数控切割机上完成,目前对这类带坡口的相贯线大多采用手工放样、制样板,划线、手工切割,最后经人工打磨来进行加工。而手工放样、制样板的过程耗时、费力,需要懂得放样、展开基本原理,对工程技术人员职业技能的要求较高。同时通过描点法制作的样板由于取点数量的限制,存在一定的偏差,进而加重了现场打磨的工作量,降低了工效。而在上述几种相贯结构中,支管在椭圆形封头开孔是最为复杂的一种,因为椭圆形封头本身是一个曲面,理论上无展开图,采用各种近似展开放样的样板均无法完全贴合在封头曲面上。本文尝试使用坐标变换的方式对支管在椭圆形封头开孔的放样、展开算法进行研究,根据空间解析几何及高等代数的相关理论,结合放样、展开的基本原理建立了相贯线的展开公式、局部两面角公式,焊接坡口线的展开公式等,并在此基础上编制放样、展开软件,进而取代手工放样的工作量。通过与传统的“椭圆面近似为椭圆柱面”、“椭圆形封头曲面等分成若干等分再取点”等算法进行对比及验证,本算法更接近实际工况,对于提高效率及精度有着重要的理论意义和实际应用价值。
2 参考平面及参数定义
为分析问题的方便,需要定义一些参考平面及参数,参考管端相贯的平面定义及参数定义[1][2],将支管与椭圆形封头相贯的参考平面进行定义,如图1所示。

图1 参考平面定义图
(l)支轴剖面:相贯线上任选点的支轴剖面是过该点并包含支管轴线的平面;
(2)主切面:相贯线上任选点的主切面是过该点并切于封头表面的平面;
(3)支切面:相贯线上任选点的支切面是过该点并切于支管内表面的平面;
(4)法剖面:相贯线上任选点的法剖面是过该点并垂直于相贯线的平面。
在建立数学模型的过程中,需要用到的几个参数定义如下:
(l)坡口角Φω:相贯线上任选点的坡口角是过该点的法剖面与坡口曲面的交线之间的夹角;
(2)局部两面角αω:根据标准SY/T 4802-92(等效采用API 2A,美国国家标准学会/美国焊接学会:钢结构焊接规范)管状结构物局部两面角(Local dihedral angle)αω指在垂直于相贯线(两管相交外表面的连接线)、焊缝中心线的平面内量得的,两相贯表面的切线间的夹角。由空间解析几何学可知,相贯线上任选点的局部两面角是主切面与支切面在支管以外的夹角;
(3)理论切割角βω:在法剖面内的割炬倾角;
(4)轴交角θ:支管轴线与椭圆形封头回转轴线之间的夹角,本文为了简化计算,仅选取二者轴线平行的工况进行研究;
(5)偏心E:支管轴线与椭圆形封头回转轴线之间的垂直距离;
(6)相位角ω:支管横截面(即截面圆)内的任选点与在支管横截面上的投影的圆心角,逆时针为正。
3 数学模型的建立
3.1 坐标变换法放样、展开原理简介
在生产实际中,支管的回转轴线与椭圆形封头外皮的交点被广泛用于支管的划线定位,也是放样、展开图的基准点,因此本文也选取此交点作为新坐标系的原点,然后将原始坐标系中计算的相关数据向uO′ w面内投影,即可得到近似的放样、展开图。
如图2所示,假设投影坐标系原点O′在Oxyz坐标系内的坐标 (xcen,ycen,zcen),则原始坐标系某点(x,y,z)在O uvw坐标系内的坐标为:

图2 坐标变换示意图

其中,θ为O′ uvw坐标系的u轴的正向和Oxyz坐标系的x轴正向之间的夹角。
3.2 相贯线数学模型的建立
图3为过椭圆形封头回转轴的截面图。其中,O′为支管轴线与椭圆形封头外皮的交点,亦即新坐标系的原点;a1、a2分别为内、外球皮长半轴长;b1、b2分别为内、外球皮短半轴长;T为椭圆形封头壁厚;a2=a1+T;b2=b1+T; R为支管外径。
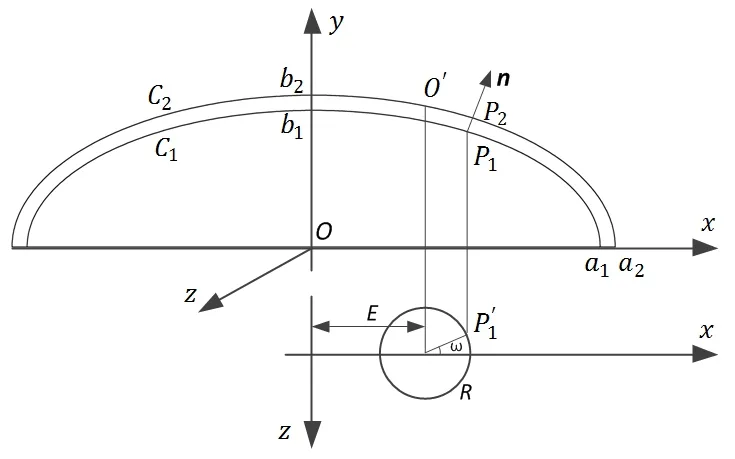
图3 主管与椭圆形封头旋转轴线平行相贯示意图


将式(10)代入式(1)即可得到坡口线在新坐标系下的投影坐标,此处不再详述。
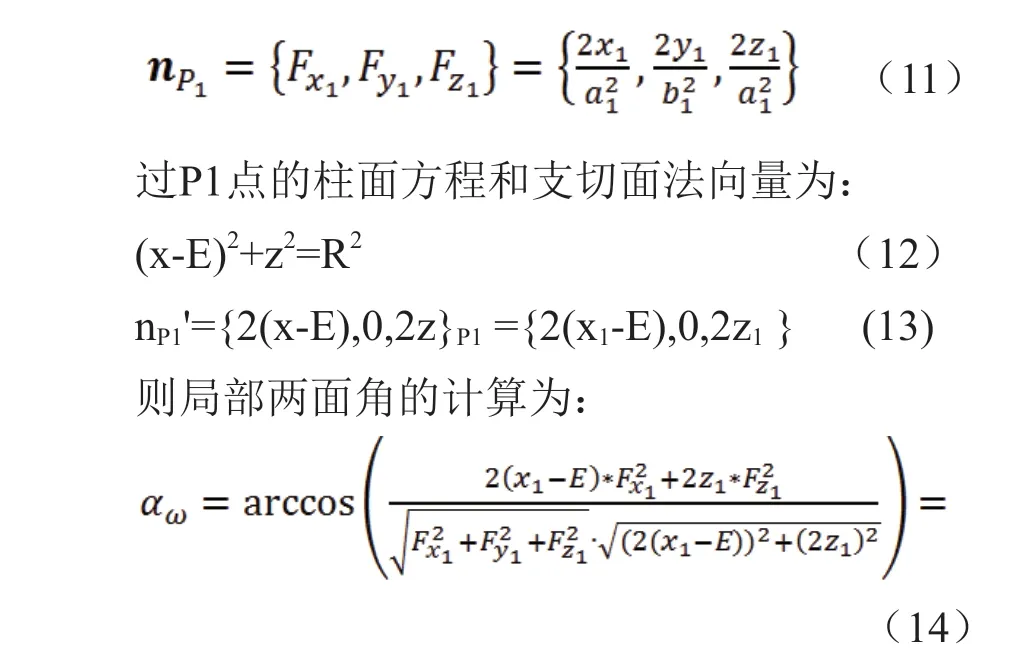
3.3 局部两面角的计算
根据局部两面角的定义,结合解析几何学,相贯线上任意点的局部两面角可以通过主切面与支切面的法向量求得。如前所述,过P1点的主切面法向量:
3.4 坡口线数学模型的建立
根据焊接工艺要求,为保证构件的强度和避免较大的角焊缝尺寸,中厚板接头都要开坡口,而坡口角的取值根据局部两面角的大小决定。
根据石油天然气行业标准(SY/T 4802-92)/美石油协会标准(API PI 2A)确定坡口角。按API标准,当αω≥90°,Φω=45°;当αω<90°,Φω=αω/2。
理论切割角由局部两面角和坡口角确定,如图4示,则


图4 局部两面角、坡口角和理论切割角
3.5 纵向补偿的建立
实际切割过程是在完成相贯线切割的基础上进行的,坡口角是由实际切割角来保证,实际切割角是由手把割炬绕椭圆形封头被切割部分法向量在法剖面内偏转实现,其偏转结果不应使已经切割的相贯线偏离原来的位置。假设坡口附件的曲面是平面,如图5所示,即可得到割炬沿外表面的纵向偏移补偿,纵向补偿量为:

图5 板材切割纵向补偿

4 用户界面设计及结果显示
采用AutoCAD自带的VBA语言编写,在Auto CAD中,适用于Auto CAD 2004及以上版本,设计的对话窗体如图6所示。在对话窗口中输入相应参数,进行相贯线、坡口线及十字线的计算,并且在Auto CAD模型窗口中显示出来,同时显示原始输入数据的基本信息,这给用户的展开图管理提供方便。

图6 程序主界面
相贯模式选择,该值包括“正交”、“平交”两种模式,对应上一步相贯模式选择,图形显示区域即可预览,此时参考文本框前的说明文字进行输入。此时,单击“图形输出”按钮,输出的图形在Auto CAD模型窗口中显示出来。图7即为“正交”模式下输出的图形,其中的十字线用于定位,十字线旁的字符串则给出了创建该图形时的基本信息。最后,在Auto CAD中,将输出的图形按1:1打印出来即可直接指导现场施工。

图7 “正交”模式下输出的图形
5 结论
本文推导了支管在椭圆形封头开孔的数学模型,并通过Auto CAD二次开发的方式编制软件,使设计周期缩短,可靠性大大提高,进而取代手工放样、展开的工作量。而且操作简便,对工程技术人员的要求降低了。目前,该系统正在不断完善中和提高中,同时为后续的其它形式的开孔技术研究做些基础性研究工作。
猜你喜欢
大型铸锻件(2022年1期)2022-02-12
考试与评价·高二版(2021年4期)2021-09-10
化工设备与管道(2021年1期)2021-05-19
火箭推进(2020年6期)2021-01-05
实用口腔医学杂志(2020年6期)2020-12-04
百姓生活(2019年5期)2019-06-13
故事林(2018年21期)2018-11-20
作文周刊·小学二年级版(2016年8期)2016-04-15
文理导航·科普童话(2015年10期)2015-11-28
城市建设理论研究(2014年37期)2014-12-25