
纠偏装置在制丝车间输送带上的应用研究
2022-02-21 00:59司维鹏周功建杜方杰刘洋李忠民
科技信息 2022年4期
司维鹏 周功建 杜方杰 刘洋 李忠民
摘要:为了解决青州卷烟厂制丝车间物料流量不稳的问题,对影响流量稳定性的各因素进行了各工序的分析,并进行了问卷调查,从问卷调查结果中发现输送带跑偏是亟需解决的难题。通过设计一种自动纠偏装置,完美的解决了输送带跑偏问题,使制丝车间物料流量稳定性得到显著的提高。
关键词:输送带;跑偏;纠偏装置
1.引言
青州卷烟厂制丝车间包括一条梗线和一条叶线,梗线包括梗预处理、水洗梗、压梗、切梗、梗加料、烘梗和梗丝加香等工序;叶线采用“两头两身一尾”的技术加工路径,包括开包切块、松散回潮、真空回潮、一次加料、新一次加料、气流切丝、薄板切丝、气流烘丝、薄板烘丝以及混丝加香等工序,各牌号不同,加工路径也不尽相同。
制丝车间是烟丝生产加工车间,其加工质量的稳定性直接影响着成品烟的品质,而物料流量稳定性是烟丝生产的基础和保障,物料流量的不稳会对烟丝水分、烟丝温度、烟丝消耗带来不利影响。
2.影响因素分析
在青州卷烟厂的生产过程中,物料流量不稳的因素有很多,本文从各个主要工序出发,设计了《影响制丝物料流量稳定调查问卷》,发放调查问卷92份,涵盖了制丝车间包括松散回潮、新松散回潮、一次加料、新一次加料、压梗、梗加料、梗丝加香以及五丝掺配8个工序在内的维修工、生产操作工、替岗备工、工艺员、班组长等。对影响制丝物料流量稳定的因素进行了梳理,从人、机、料、法、环五个方面进行了分类汇总。
人的影响因素包括:替岗人员技能不熟练、外协人员责任感不强、操作工中控室沟通不到位;机的影响因素包括:开包机超限超程、拖箱机超限超程、烟叶遮挡切块机光电管、松散回朝振动输送机输送能力不足、真空回潮输送带跑偏、压梗机振动输送机物料跑偏、梗加料输送带跑偏、梗丝加香输送带跑偏、真空箱体卡滞、一次加料缓存柜布料车堵料、轨道输送机光电管故障、计量管计量不准确、烘丝前输送带跑偏、、翻箱机夹紧丝杆松动;料的影响因素包括:来料烟包尺寸大小不同、切丝机切丝质量不稳定、物料水分不稳定、五丝掺配来料结团;法的影响因素包括缓存柜的布料方式不合适、松散回朝并线生产时通道被占用;环的影响因素包括动力停电、换牌时卫生清理不彻底,环境温湿度不合适。
从汇总的结果中可以发现,影响物料稳定性的因素主要存在于输送带跑偏和来料跑偏。针对来料跑偏的问题,青州卷烟厂制丝车间设计了各种样式的导流板进行解决,目前已经得到了较好的改善,但是输送带跑偏的问题一直是制丝车间亟需解决的难题。
3.设计自动纠偏装置
3.1自动纠偏装置的组成
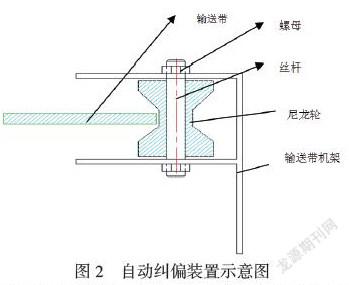
输送带是烟叶制丝生产线上物料运输的主要设备,在实际的烟叶生产过程中,由于输送带的运行速度较快,烟叶在经过加水湿润后具有一定的粘度,部分烟叶粘沾在输送带上,造成输送带经常出现跑偏的现象。此时,需要人工手动调节输送带的张紧丝杆来解决这一问题,效率低,精度不足,同时存在一定的安全隐患。针对输送带跑偏调节困难的问题,本文设计了一种烟叶制丝输送带的自动纠偏装置,在设备不停止运行的情况下,自动调节输送带的跑偏现象,如图2所示。
自动纠偏装置包括螺母、丝杆、尼龙轮、固定支架。固定支架通过螺丝固定在输送带机架上,尼龙轮中间开圆孔,丝杆穿过尼龙轮通过两个螺母将尼龙轮固定在固定支架上,尼龙轮与丝杆之间保持一定的间隙,尼龙轮上下两端与固定支架保持一定的间隙,当输送带跑偏时,碰触尼龙轮,尼龙轮转动,阻挡输送带跑偏。
3.1自动纠偏装置的实施效果
该装置簡单实用,安全可靠。通过自动纠偏装置阻挡输送带的跑偏,一方面解决了输送带以往跑偏时手动调节张紧丝杆时存在效率低下、精度不准的问题,该装置安装方便,调节精度高,降低了传统手动调节张紧丝杆带来的安全隐患;另一方面通过在输送带机架上安装纠偏装置可以在设备不停止运行时自动调节输送带跑偏,保证了生产效率,维修工无需停车进行调整,便可达到纠偏的效果。
4.结论
本文在对分析青州卷烟厂制丝车间物料流量稳定的基础上,对松散回潮、新松散回潮、一次加料、新一次加料、压梗、梗加料、梗丝加香以及五丝掺配8个工序,进行了广泛的调查,从人、机、料、法、环的视角查找到输送带跑偏是影响青州卷烟厂制丝车间物料流量稳定的关键因素,通过设计一种输送带自动纠偏装置,完美的解决了跑偏的问题,同时降低了以往手动调节张紧丝杆带来的安全隐患,提高了生产效率。
参考文献:
[1]丁钺宗. 烟机设备修理工(制丝)专业知识[M]. 郑州:河南科学技术出版社, 2013.4
[2]甄继霞. 输送带的安装与维修探讨[ J ]. 南方论坛, 2019 , 34-35.
[3]田志刚. 输送带的可靠性维修及其维修决策[ J ]. 工业技术, 2016( 34): 93-94.
[4]李之学. 浅析输送带故障及维护措施[ J ]. 机械加工与应用, 2018, 57-59.
通讯作者:司维鹏,370302198909177713,山东中烟工业有限责任公司青州卷烟厂,助理工程师。
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
科技创新导报(2019年16期)2019-11-13
绿色包装(2019年4期)2019-09-10
世界家苑(2018年6期)2018-07-23
中国新技术新产品(2016年23期)2016-12-26
佛山陶瓷(2016年11期)2016-12-23
财经国家周刊(2016年13期)2016-07-01
瞭望东方周刊(2016年21期)2016-06-15
城市建设理论研究(2014年37期)2014-12-25
