
微波消解-原子吸收光谱法检测渣油加氢尾油中钼金属含量
2022-02-16 08:57:30张腊梅黄红琴
精细石油化工 2022年1期
张腊梅,苟 鼎,黄红琴,李 敏
(达州中医药职业学院,四川 达州 635000)
渣油浆态床加氢裂化技术是一种重劣质油轻质化的技术,其使用的催化剂中二硫化钼催化剂活性最高。在反应前钼系催化剂与重劣质油均匀混合进入反应器进行反应,被焦炭包裹而失活的催化剂以固体的形式存在于反应产物中的加氢尾油(以下简称,尾油)当中[1-3]。回收尾油中的钼金属,实现其资源化利用是提高渣油浆态床加氢裂化技术经济效益的重要方法[4-5]。尾油中钼金属的含量多寡是评价其资源化利用效率的重要评价指标。所以,快速、准确的检测尾油中钼金属含量是研究基础。
由于尾油中除了含有催化剂以外,还含有大量的高馏分重质油、沥青质、杂原子芳香环等复杂的烃类物质。因此,在测量前需要对尾油进行预处理,方法有湿法酸法消解、高温灰化、微波消解等[6-9]。其中高温灰化处理过程中,试样长时间保持高温并与空气直接接触,使得金属元素损失严重,严重影响检测结果的准确性。微波消解技术在封闭的消解罐中采用强酸对试样进行预处理,兼具了二次污染少、金属损失少,空白值低等特点,已经逐渐取代了高温灰化的预处理技术[10-15]。尾油中含有大量的烃类物质,其他领域微波消解工艺对尾油消解效果具有一定偏差。因此,本工作研究了不同的微波消解预处理工艺,并采用石墨炉原子吸收光谱法检测不同的微波消解工艺条件下尾油钼金属的含量,为渣油浆态床加氢裂化钼系催化剂回收利用提供理论依据。
1 实 验
1.1 试剂与仪器
65%浓硝酸、30%过氧化氢、硫酸,分析纯;邻苯二甲酸氢钾、无水碳酸钠、碳酸氢钠、氢氧化钠,优级纯,国药集团;四硼酸钠缓冲溶液(pH=9.18)、邻苯二甲酸缓冲溶液(pH=4.00)、钼标准溶液(100 mg/L,以钼质量计量,下同。编号BW20630),国家标准物质中心;超纯水,实验室自制。尾油(>525 ℃馏分),中海油青岛重质油加工工程技术研究中心浆态床中试装置。根据不同钼系金属添加量的工艺条件,将尾油定义为1#、2#、3#尾油。
上海寰熙公司MD7/MD6型微波消解仪;上海雷磁PHSJ-3F型实验室pH计;美国利曼Lotix型总有机碳分析仪。美国赛默飞ICE 3300GF AA型石墨炉原子吸收光谱仪,工作条件:钼空心阴极灯,分析线为313.3 nm,灯电流为5 mA,进样量为10 μL,狭缝宽度0.5nm,终端原子化温度为2 500 ℃,停留时间为10 s,载气为99.999%氩气,载气流量为0.25 L/min,背景扣除采用氘灯。
1.2 实验方法
准确称取0.200 0 g 1#尾油试样,分别加入10.0 mL不同浓度的HNO3,并添加不同比例的30%H2O2,搅拌均匀后一同放入50 mL聚四氟乙烯消解罐中分解一定时间,消解温度为200 ℃。消解结束后,消解液分为两份试样:一份进行残留总有机碳和残留酸度检测,另一份定容稀释后进行石墨炉原子吸收光谱检测。
1.3 消解效果评价方法
残留总有机碳检测:参考HJ 501—2009方法测定消解液残留总有机碳(RTC)。
残留酸度检测:参考GB/T 9724—2007方法测定消解液残留酸度(RA)。
钼含量检测:采用石墨炉原子吸收光谱仪,钼标准溶液配置0、1.00、5.00、10.00、15.00、20.00、25.00 μg/L,建立标准曲线,空白样及消解试样检测。
检测残留酸度可以避免消解试样对仪器造成腐蚀以及残留酸对反应结果的影响。残留总有机碳(RTC)和残留酸度(RA)分别按式(1)和式(2)计算。
(1)
(2)
式中:m1为消解后消解液质量,g;m2为尾油试样质量,g;w1为消解液残留总有机碳质量分数,%;w2为尾油中碳质量分数,%;c1为初始消解液氢离子浓度;c2为消解后消解液氢离子浓度。
2 结果与讨论
2.1 HNO3浓度对消解效果影响
在不添加H2O2、消解时间30 min条件下,考察HNO3浓度对消解液RTC和RA的影响,结果如图1所示。
从图1可以看出,随着HNO3浓度的增加,消解后RTC不断降低。在HNO3浓度增加到12 mol/L以后,RTC变化趋于稳定,此时RTC约为18.2%。这是因为:尾油在消解过程中,尾油中烃类物质与HNO3之间发生强氧化反应生成氮氧化物和二氧化碳[16]。随着烃类物质不断反应,消解液中RTC越低则代表烃类物质被分解的越彻底;但是,由于消解罐体系为密闭容器,随着HNO3不断反应,消解液中的HNO3浓度不断降低,当浓度降低到一定程度后,消解液中的HNO3无法再继续氧化,导致烃类物质无法充分消解。另外,在低浓度范围内,随着HNO3浓度逐渐增加,RA变化趋势不大,但是当HNO3浓度超过12 mol/L时,RA迅速增加。综合考虑,选择HNO3浓度为12 mol/L的消解液对尾油试样进行消解。
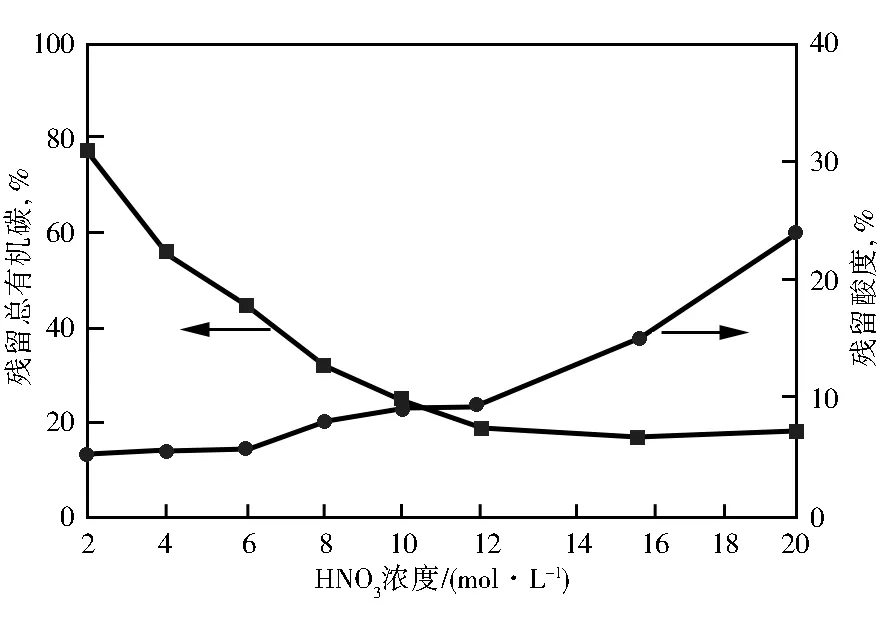
图1 HNO3浓度对消解液残留总有机碳和残留酸度的影响
2.2 H2O2添加量对消解效果影响
固定HNO3浓度为12 mol/L、消解时间30 min不变,考察H2O2添加量对消解液RTC和RA的影响,结果如图2所示。
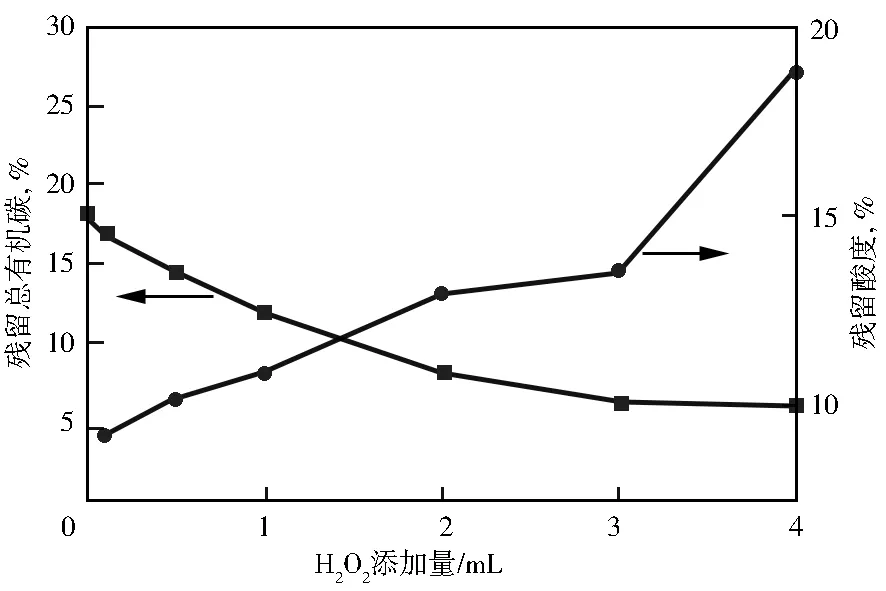
图2 H2O2添加量对消解液残留总有机碳和残留酸度的影响
从图2可以看出,未添加H2O2时,消解液RTC约为18.2%,尾油中仍有大量的烃类物质尚未被消解。随着H2O2添加量的增加,消解液RTC逐渐降低并稳定在6.04%左右,说明H2O2的加入可以进一步提高HNO3对尾油烃类物质的氧化消解作用。这是因为:H2O2在烃类物质消解过程中并未直接作用于烃类物质,而是起到间接作用[17]。当向反应体系中添加H2O2时,H2O2分解产生的O2可以及时地将HNO3氧化生成的氮氧化物重新转化为HNO3。通过O2对HNO3的再生作用,一方面可以减少HNO3的使用量,另一方面可以保持消解液的强氧化作用不随反应进行而快速降低。H2O2添加量越多,其分解产生的O2越多,弥补的HNO3量越多,最终消解液中RTC越低。
由图2还可见,当添加量较低时,随着H2O2添加量逐渐增加,RA变化幅度不大,而当H2O2添加量超过3.0 mL时,RA迅速增加;这说明在低添加量范围,H2O2再生的HNO3可以较充分的参与反应,而当H2O2过量时再生的HNO3无法继续将尾油中残留的总有机碳继续消解。
2.3 消解时间对消解效果影响
由于尾油所含烃类物质复杂,完全借鉴食品、药品等试样的消解时间不能保证尾油完全消解。因此,在消解液HNO3浓度为12 mol/L、H2O2添加量为3.0 mL条件下,考察消解时间对消解液RTC和RA的影响,结果如图3所示。
从图3可知,当消解时间超过30 min后,尾油消解的较为彻底,此时消解液中RTC为6.04%,继续延长消解时间RTC变化不明显。此时,消解液RA为13.56%。
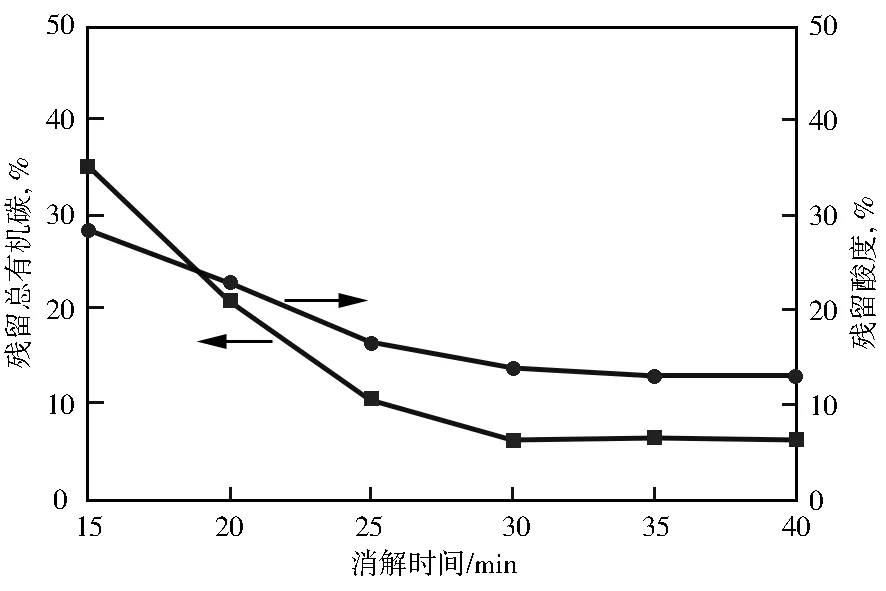
图3 消解时间对消解液残留总有机碳和残留酸度的影响
2.4 尾油中钼含量原子吸收光谱法检测结果
2.4.1 标准曲线及检出限
依次检测配置的钼标准溶液,以浓度为横坐标、检测荧光强度值为纵坐标建立标准曲线。对空白试样进行连续11次检测,计算检测方法的检出限。结果表明:标准曲线方程为y=0.012 5x-0.003,相关系数为0.999 9,检出限为0.12 mg/kg。
2.4.2 不同尾油试样检测结果
分别称取0.500 0 g尾油,在HNO3浓度为12 mol/L、H2O2添加量为3.0 mL、消解时间为30 min条件下对3组尾油进行微波消解,然后检测钼金属含量,进行6次平行检测,结果见表2。

表2 不同尾油试样检测结果
从表2可知,3组尾油试样的钼金属含量平均值分别为503.5、1 002.1、1 500.6 mg/kg,试样检测结果相对标准偏差均在1%左右。3组尾油试样的加工工艺不同,浆态床反应过程中添加不同浓度的钼系催化剂,反应后绝大多数钼金属富集在尾油当中,表现为3组尾油钼金属检测结果的差异性。
2.4.3 加标回收率
使用钼标准溶液进行加标回收实验。分别称取3组尾油0.500 0 g,对3组尾油试样分别进行低、中、高3个浓度的加标实验,每组加标实验进行6次平行测试并计算平均值,结合表2检测结果计算不同加标量下的回收率,结果如表3所示。从表3可知,3组尾油试样在不同加标量下检测钼金属含量的加标回收率稳定在93.6~106.4%,检测结果可靠性高。
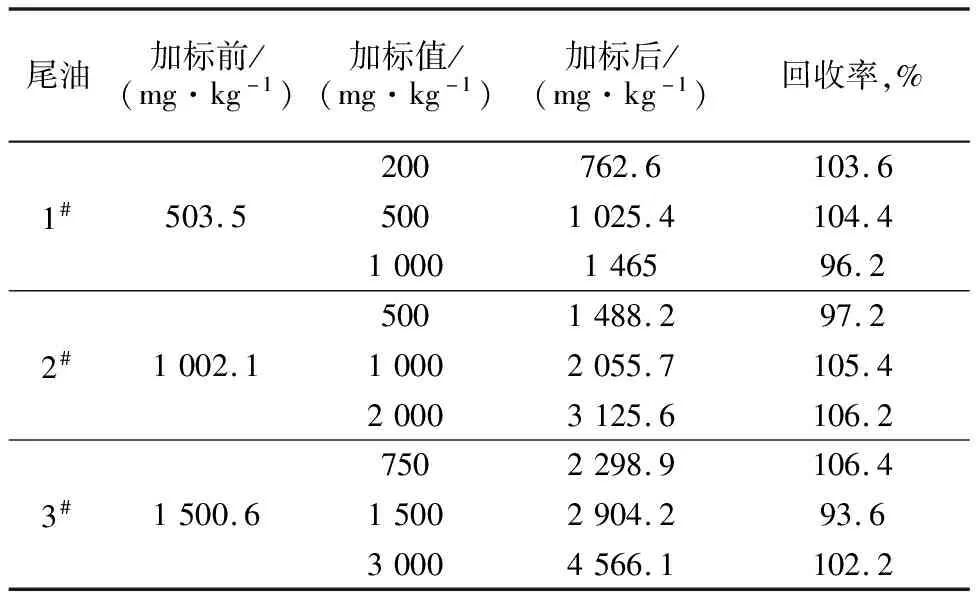
表3 加标回收实验结果
3 结 论
a.微波消解对渣油浆态床加氢裂化尾油优化预处理工艺:消解时间为30 min,H2O2添加量为3.0 mL,HNO3浓度为12 mol/L。在此条件下,加氢尾油消解后具有高消解度(6.04%)和低残留酸度(13.56%)。
b.石墨炉原子吸收光谱仪检测的3组尾油试样钼金属含量分别为503.5、1 002.1、1 500.6 mg/kg,相对标准偏差在1.08%~1.17%,加标回收率在93.6%~106.4%。该法适用于渣油浆态床加氢裂化尾油钼金属含量检测,同时也可以扩展到加氢尾油其他重金属含量检测。
猜你喜欢
云南化工(2021年5期)2021-12-21 07:41:18
云南化工(2020年11期)2021-01-14 00:50:56
石油化工(2020年3期)2020-04-28 13:04:00
化工管理(2020年9期)2020-04-22 09:13:56
石油化工技术与经济(2018年5期)2018-11-15 09:55:08
中国科技博览(2018年32期)2018-09-10 09:07:56
河北地质(2017年2期)2017-08-16 03:17:15
中学生数理化·高二版(2017年3期)2017-07-07 12:17:51
中学生数理化·高二版(2016年2期)2016-05-30 07:50:39
地质找矿论丛(2014年2期)2014-02-27 09:31:35
