
不锈钢超薄板多步冲压成形仿真与试验研究
2022-02-14 12:07王宪东陈征兵
模具工业 2022年1期
0 引言
氢燃料电池在反应过程中只产生水,对环境没有污染,因此被国内外大量研究。近年来金属双极板凭借质量轻、厚度薄、塑性成形性能好、可批量生产等优势,正逐渐替代石墨双极板。金属材料在冲压成形过程中的受力和变形过程复杂,国内外众多研究人员对其冲压过程中材料流动、材料内部应力变化、材料强化等进行了大量研究
。20世纪60年代Keeler和Goodwin提出了成形极限图(FLD)的概念,成形极限图为研究板料成形极限和评价拉伸失稳理论提供了基础。目前应用较广泛的成形极限理论有Swift分散性失稳理论和Hill集中性失稳理论以及M-K理论
。V PATRICIA等
利用johnsoncook模型表征考虑应变速率和温度的材料行为,最后基于M-K凹槽失稳理论预测了材料的成形极限图。对于超薄金属板,板料厚向晶粒数减少,使变形的不均匀性增加,导致板料的延伸率和抗拉强度随板料的减薄而降低
,因此对于超薄不锈钢材料,拉深破裂成为制约其拉深深度的关键障碍,影响零件成形性能。成形极限不仅取决于材料特性,而且也取决于成形工艺、模具形状、摩擦等因素
。为了提高燃料电池的反应效率,要求金属双极板流道细密,且倾角和深度都达到一定要求,难以通过单步冲压实现这种大深宽比的细密结构。国内外学者对金属双极板的成形方法进行了大量研究,E MAJID等
通过橡胶垫成形的方式制备金属双极板,研究了不同硬度橡胶垫对成形倾角和深度的影响;K A GHOSH
研究发现较低的摩擦系数可以使板材的应变分布更加均匀,提高成形过程中的应变失效极限;李茂春
研究了304不锈钢双极板蛇形结构的单步冲压成形工艺;张金营等
运用级进模冲压成形工艺制备有8根平行流道的金属双极板。现通过对316L不锈钢材料特性的研究,进行多步成形有限元分析,建立最优成形深度在关键参数影响下的响应面方程,然后设计模具进行多步成形试验,并与仿真结果进行对比,为超薄金属板多步冲压成形制备提供依据。
1 试验部分
1.1 试验装置与设备
使用的超薄板多步成形试验装置主要由电子万能试验机、多步成形小模具、限位装置等组成。其中电子万能试验机最大载荷为30 kN,如图1所示。成形设备最大载荷约6 300 kN,如图2所示。
在上文中笔者提出了关于英语跨文化教学的部分问题,为了更好地推动英语跨文化教学目标的实现,帮助广大学生更好地掌握其他民族和国家的文化,必须在英语跨文化教学中采取对应的、可操作的具体策略,进而解决这些现实问题。


小模具采用模具钢SKD-11制作,保证其在冲压过程中细小的筋不会开裂或产生塑性变形,小模具两端的定位孔配合导柱标准件,既起到定位作用,又起到导向作用,如图3所示。

1.2 试验材料
在制备超薄不锈钢金属双极板时,采用的材料主要是奥氏体不锈钢,如SS304、SS316、SS316L等,这是由于奥氏体不锈钢具有良好的可成形性和耐腐蚀性,能适应所制备零件的成形及功能性要求,所使用的不锈钢材料为SS316L。
1.3 试验方案
实际应用过程中可知标准Kalman滤波在应对静态及恒定速率状态下可以起到比较明显的效果,当应对振动因素时就有些略显不足。因此,通过上诉实验表明,SHAKF滤波能有效抑制标准Kalman滤波器中因随机动态系统的结构参数和噪声统计特性参数不准确引起的误差,其滤波效果明显优于KF滤波。Aallan方差分析表明,零偏不稳定性经线性KF滤波后提升17.4%,经自适应SHAKF滤波后提升26.2%。SHAKF滤波能够有效提升MEMS陀螺精度,该方法更适合工程应用。
2 结果与讨论
2.1 材料属性
金属板料在轧制过程中由于晶体取向,导致材料呈现各向异性,如忽略面内的异性,则体现为厚向异性。使用的316L不锈钢板料厚度为0.1 mm,属于超薄不锈钢。对316L不锈钢进行取样测试,分别取与轧制方向呈0(水平方向)、45°、90°的试样进行拉伸测试,测试结果如图4所示。从图4可以看出,试验所用316L不锈钢存在一定的各向异性,0方向试样的延伸率略大于45°方向和90°方向试样。

通过试验和仿真证明,316L不锈钢的各向异性对拉深成形影响较小,因此可忽略,仅对其3个方向试样测得的塑性应力应变数据进行平均处理,用于有限元仿真计算。对3种测试样品的数据进行平均处理后得到材料的弹性模量为115 GPa、屈服强度为292 MPa、抗拉强度为820 MPa、延伸率约为36.6%。材料塑性应力应变如表1所示。
表1中的材料塑性应力应变数据是将弹性段去除,并经过数据处理后得到的塑性部分应力应变,反应材料塑性,用于在仿真中表征材料塑性变形。

2.2 仿真分析
在获取材料力学性能的基础上,通过有限元仿真软件进行塑性成形仿真。通过ABAQUS对0.1 mm厚316L不锈钢成形性进行仿真计算,所要成形的结构特征如图5所示。
此次中国艺术家代表团由中国《雕塑》杂志社社长范伟民先生率领23位成员出席,参加作品展出的艺术家有张英超(鲁迅美术学院教授)、李倩(美国克利夫兰大学教授)、武非(北京工业大学艺术设计学院副院长)、李永康(新疆艺术学院副教授)、李建国、朱林、罗泽仁、邓华山、张文山、鱼苗、罗彬文、胥文武、刘钦等著名立体造型艺术家和相关专业艺术同仁。

模具零件间隙的设计需要考虑板厚,因此最小间隙采用1.1倍板厚,模具零件圆角的设计则要考虑CNC设备的加工能力,圆角设计太小将导致CNC加工后的圆角部位趋向于斜角,不利于成形,因此通过加工试验确定该模具最小圆角为
0.08 mm。
直接通过单步成形难以实现图5所示结构的制备,因为较小的模具零件间隙和模具零件圆角会导致板料开裂,如图6所示。
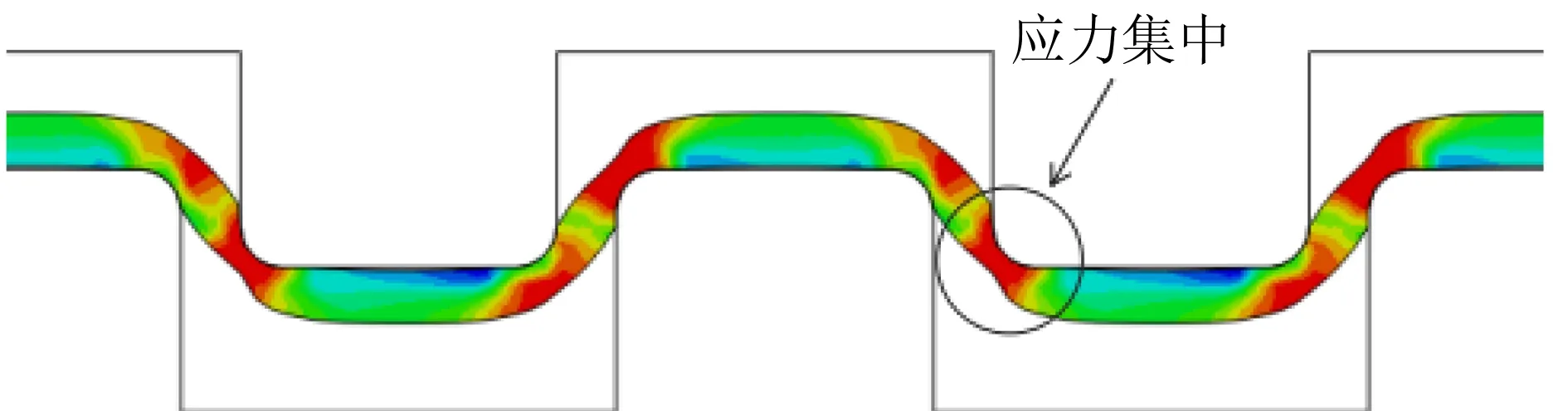
因此针对0.1 mm厚的超薄不锈钢板,通过三步成形的方式,逐步减小模具零件圆角和间隙,避免应力集中导致板料开裂,模具零件间隙与圆角分析后得到的较优结果如表2所示。

2.缺少多因素的耦合发展研究。多数植物文化文章是对其植物在当地的发展史、环境的关系详细研究,多因素的耦合深入研究较少。
采用电子万能试验机进行材料力学性能测试,将测得的材料性能输入有限元仿真软件ABAQUS进行三步冲压成形仿真,获得0.1 mm厚超薄316L不锈钢的极限成形响应面。然后制作波浪形周期1.4 mm的精密小模具进行试验验证,成形过程中使用塞尺进行深度控制。最后设计金属双极板成形模具,在大型液压机上进行冲压成形,用扫描仪测量成形结果,并与仿真结果对比。成形试验中未设置拉深筋,而将模具最边缘的波浪形结构作为拉深筋,不考虑压边力的影响,以期尽量减少成形质量的影响,仅对成形板料边缘的几根流道数据进行适当取舍。
根据实际生产中采用的波浪形流场周期及仿真结果,选取波浪形周期为1.4 mm的参数设计多步成形模具,模具参数设计依据仿真分析得到的最优参数如表3所示。
从图8可以看出,在不同波浪周期的极限成形深度都表现相同的变化特征,即在凸、凹模脊宽比为1时,达到最大极限成形深度,这将为后续的模具设计提供依据。
有限元模型如图7所示,其中板料厚度方向设置5层网格,以达到较精确的板厚结果。成形结果判定:通常减薄大于40%时认为存在开裂风险。

仿真得到极限成形深度在周期和凸、凹模脊宽比影响下的响应面如图8所示。

响应面拟合方程为:
针对不同的波浪形流场的周期长度与脊槽宽度进行仿真,获取满足结构要求的极限成形深度,得到响应面方程。根据实际生产中采用的零件结构尺寸进行参数设置,需要注意的是实际冲压得到的零件脊槽比不是精确数值,其由模具的脊槽比决定,而根据凸模或凹模的脊槽比与凸、凹模间隙,可以计算凸、凹模的脊宽比,因此为了更直观地体现凸、凹模的对比关系,采用凸凹模脊宽比作为变化参数。

在电子万能试验机上进行试验,利用限位块精确限制上压头的位移,通过定位柱以及波浪形流道进行定位。将成形后的试样用冷镶嵌液制备成金相试样,然后通过电子显微镜观察测量特征尺寸,测量结果表明,特征倾角以及所需求的脊槽宽度均达到较好效果,试验结果与仿真吻合,如图9所示。
(11)以多分类变量newsubgroup为反应变量,对各协变量建立多分类Logistic回归模型,并计算该模型判对率。
2.3 多步冲压试验
对肉牛饲料管理的合理性也会直接影响饲料利用率,如果未做好肉牛的饲养环境管理工作,也就容易出现温度不适宜的问题,导致饲料消耗量得到大幅度的提升,并且进一步提高了肉牛的饲养效益。除温度因素外,环境卫生以及日常的饲养管理方法等因素均会影响肉牛的饲料利用率,对于肉牛养殖的经济效益也会造成影响。因此养殖人员还需要做好对肉牛的养殖管理工作,进而获得良好的经济效益。

其中,
为极限成形深度;
为周期长度;
为凸、凹模脊宽比;
、
、
、
、
、
为方程参数,其值分别为0.071、0.319、0.021、0.114、-0.015、0.049。

接着在大型液压冲床上进行多流道金属极板成形制备,利用激光轮廓仪进行流道高度测量,并与仿真结果进行对比,如图10所示。从图10可以看出,除了最边缘两根流道的试验与仿真存在偏差外,流场区的实际成形高度与仿真基本一致。最边缘2根流道深度与仿真不一致的原因是实际的试验模具未设置拉深筋导致板料向里流动。

由上述分析可知,通过多步冲压成形,避免了单步成形时材料流动被模具零件圆角限制而导致的开裂。多步成形通过模具零件圆角和间隙的逐步减小,材料塑性流动更加均匀,板料各部位减薄均匀,有效避免了冲压成形中的应力集中导致的开裂现象。精确测得材料力学属性后,通过仿真对不同流道周期和脊槽比方案进行成形分析,可以预测板料的成形极限,试验结果与仿真的匹配度较高。在较大尺寸的金属极板冲压成形中,由于未设计拉深筋,会导致局部区域尺寸异常,舍弃板料边缘数根流道的测量数据。
3 结束语
为了研究燃料电池多步成形工艺,采用电子万能试验机进行316L不锈钢力学性能测试,利用有限元仿真方法进行多步成形仿真计算,获得316L不锈钢三步成形极限。通过不同尺寸规模的试验模具进行成形试验,得到以下结果。
(1)通过仿真,可以准确预测316L不锈钢在不同流道周期和脊槽比设计时的极限成形深度,缩短了模具设计周期,减少试模次数。
生物质吸附剂来源广泛、价格低廉,越来越多的研究表明生物质吸附剂可代替活性炭用于水环境污染治理领域。目前,生物质吸附剂的实验研究还有很大的拓展空间,未来关于农业生物质材料的研究应集中在以下几方面:
(2)凸、凹模脊宽比为1时的仿真结果最优,其极限深度最深,板料倾角的偏差最小。
(3)通过多步成形,可以得到流道截面尺寸较优的燃料电池金属双极板流道结构,避免出现开裂及尺寸精度差的现象。
(4)针对结构复杂的金属双极板,还要考虑回弹因素的影响,在模具设计中考虑补偿量。
[1]HOFFMANN H,HONG S.Tensile test of very thin sheet metal and determination of flow stress considering the scaling effect[J].Cirp Annals Manufacturing Technology,2006,55(1):417-423.
[2]李明星.SUS304不锈钢箔微冲裁尺寸效应研究[D].哈尔滨:哈尔滨工业大学,2011:34-43.
[3]MARCINIAK Z,KUCZYNSKI K.Limit strains in the processes of stretch-forming sheet metal[J].International Journal of Machanical Scienc,1967,9(9):609-612.
[4]PATRICIA V,PEIR J.Effect of strain rate on the forming behaviour of sheet metals[J].Journal of Materials Processing Technology,2011,211:1457-1464.
[5]孟庆当.304不锈钢薄板微冲压成形中尺寸效应的研究[D].上海:上海交通大学,2012:7-22.
[6]NARAYAN R L.Forming of ferritic stainless steel bipolar plates[D].Windsor:University of Windsor,2012:5-10.
[7]MAJID EGHADIKOLAEE H T,HOSSEINZADEH M.Fabrication of metallic bipolar plates in PEM fuel cell using semi-stamp rubber forming process[J].International Journal of Advanced Manufacturing Technology,2017,92:765-776.
[8]GHOSH K A.A method for determining the coefficient of friction in punch stretching of sheet metals[J].International Joural of Mechanical Sciences,1977(19):457-470.
[9]李茂春.PEM燃料电池流场板及其成形工艺研究[D].天津:天津大学,2004:33-44.
[10]张金营,宋满仓,吕 晶,等.PEMFC金属双极板成形工艺分析及数值模拟[J].模具工业,2010,36(12):18-21.