
直流无刷电机反向运动控制异常故障分析
2022-02-04 11:21关震国营长虹机械厂
航空维修与工程 2022年12期
■ 关震/国营长虹机械厂
0 引言
一件直流无刷电机和伺服板在联合测试过程中出现伺服板通道3无法控制电机反向运动的故障现象。为了确定故障部位,对直流无刷电机伺服电路进行检查,发现伺服电路无反向控制信号输出。通过对测试设备、直流无刷电机、伺服板进行深入分析,结合故障器件失效分析结果,查找故障发生原因,更换故障器件,最终排除故障。
1 技术分析
1.1 故障树分析
针对直流无刷电机无法反向控制故障,以“直流无刷电机无法反向控制”为顶事件建立故障树,如图1所示,对各种可能的故障分支和底事件逐项进行分析。
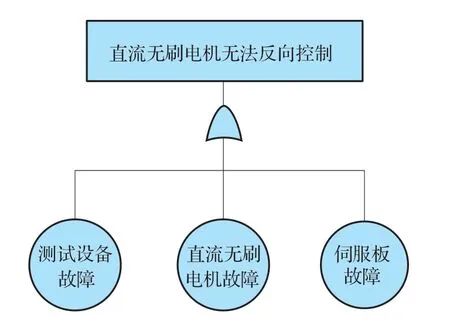
图1 故障树
1.2 故障定位
1)测试设备故障
2)伺服板故障
直流无刷电机伺服板的主要功能是由外部输入模拟量,对直流无刷电机进行控制,同时设置4路独立通道的电机驱动电路。出现直流无刷电机控制异常故障时,采用的是伺服板通道3对直流无刷电机进行伺服控制,因此对伺服板进行独立测试,发现伺服板通道3输出的电机驱动信号异常,说明伺服板通道3存在器件故障。
3)直流无刷电机故障
直流无刷电机是伺服板的负载部件,与伺服板直接连接,使用检测设备对直流无刷电机进行检测,检测指标合格,但是直流无刷电机连接伺服板后,运动无法实现反向控制。对直流无刷电机进行修理,拆解直流无刷电机,未发现电机内部油脂变干、传感器失效等问题。对直流无刷电机进行独立测试,检测合格。因此可以排除直流无刷电机故障的可能。
1.3 原理分析
如图2所示,测试时直流无刷电机直接与电机伺服板相连,直流无刷电机的传感器反馈信号由外部信号源提供的7V/2400Hz的正弦信号以及外部+27V直流电源进行驱动。伺服板测试过程中,由设备发送D/A输出信号、电机角度反馈信号RVDT和霍尔传感器信号,通过相位检测、误差放大、幅值检测等电路转换,得到直流无刷电机驱动芯片MC33035的3路控制信号(运动方向、相位误差、制动开关)。输出的3路PWM调制信号经光耦隔离和功率放大电路,输出至直流无刷电机,直流无刷电机内部霍尔传感器和RVDT信号反馈至伺服板,构成闭环控制电路。伺服板与直流无刷电机的连接关系如图3所示。由于测试过程中伺服板通道3出现无法控制直流无刷电机反向运动,因此对伺服板通道3涉及的运动方向控制电路进行分析。
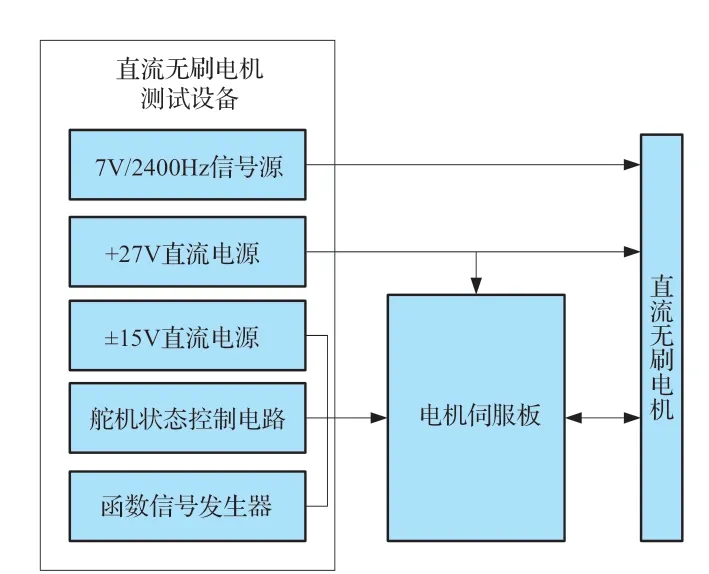
图2 测试连接关系图
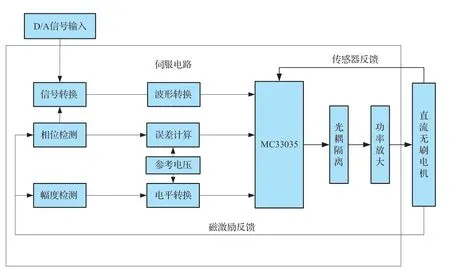
图3 直流无刷电机伺服控制电路
D/A信号转换电路如图4所示。伺服板电路U1A和U1B运算放大器组成的积分电路对D/A输入信号进行滤波和波形转换。对幅值变化的D/A输入信号转换成方波信号,对电压稳定的D/A输入信号进行滤波和保持。U1C及外围器件构成滤波和限幅,将输入信号转换成幅值为±10V的方波信号,再经过LM111电压比较器与对0V电位比较后,形成运动方向控制信号,输出至MC33035。其中,LM111电压比较器输出端接入MC33035输出的参考电压6.25V,因此正向运动状态为高电平6.25V,反向运动状态为低电平0V。
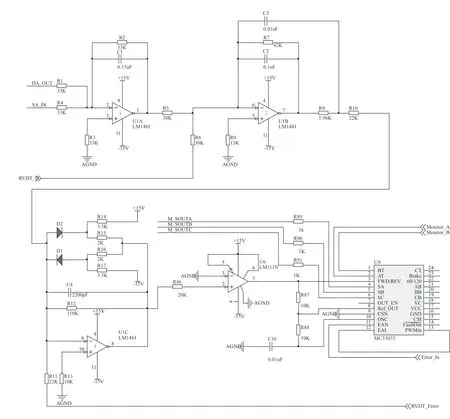
图4 D/A输入信号转换电路
实际测试过程中,在输入不同测试信号的情况下,伺服板电路U1A、U1B和U1C器件输出信号正常,在LM111电压比较器输入端均存在电平变化过程。但是在电压比较器输出端一直保持低电平状态,当断开MC33035第3引脚后,电压比较器输出电压比较结果,说明MC33035器件损坏。
钟情日本清酒而又修毕“清酒侍酒师协会”(SSA)一、二级的同学敬请留意,由“亚洲侍酒及教育中心”(AWSEC)举办的“清酒高级侍酒师课程”将于2019年1月21日(星期一)至26日(星期六)与参加者走访日本各大种植稻米及酿造清酒重镇,包括新舄、长野、山梨、神奈川及东京,身体力行深度认识酿造清酒的各种细节及过程,而AWSEC导师更会带领同学们参观数家精挑细选的清酒酒造,行程丰富。
1.4 问题分析
MC33035是一种常用的直流无刷电机控制芯片,可通过片上电路控制端实现直流无刷电机闭环调速,与直流无刷电机霍尔传感器构成闭环控制,实现三相直流无刷电机控制。在伺服板上,MC33035使用第3、11、23引脚实现直流无刷电机控制。
实际测试过程中,发现MC33035第3脚没有正/反转信号变化,直流无刷电机上电后直接向一个方向运动,没有反向运动的迹象。使用数字万用表直流电压档测量,测量数值为0V,正常状态下信号应出现0~6.25V的电压交替变化。针对上述出现问题的伺服板,取下故障MC33035芯片,对信号异常的第3引脚进行测试,发现第3引脚对模拟地之间的阻值为50.3Ω,而性能正常的MC33035第3引脚对模拟地的电阻测量值应为16.3kΩ,两者阻值完全不符,说明测试的伺服板MC33035器件故障。
1.5 电路分析
根据图4所示电路情况,考虑到MC33035第3引脚受到LM111输出的电压和MC33035第8引脚输出的参考电压影响,因此通过实际电路对两型器件输入输出信号进行功能分析,找出可能导致故障发生的直接原因。
1)LM111电压比较器
LM111作为一种宽范围工作电压的逻辑控制输出器件,采用OC(Open Collection,集电极开路)结构,输出的信号由输出端上拉电阻及电压决定,输出电平兼容TTL、CMOS电平,输出电流最大可达到50mA。通过伺服板电路连接可知,MC33035第8引脚输出的参考电压经10kΩ上拉电阻与LM111输出端相接,局部电路图如图5所示。
2)MC33035电机驱动芯片
由 图5可 知,MC33035第8脚 作为参考电压输出端为电压比较器提供6.25V电压,当LM111输入信号高于参考电位时,输出端受第8脚上拉电阻作用,高电平为6.25V,低电平为0V。由于第8脚可以向外部提供20mA电流,在接入10kΩ上拉电阻后,可为第3脚提供大约2mA电流。接入电压比较器输出端信号后,可出现两路电流叠加情况。
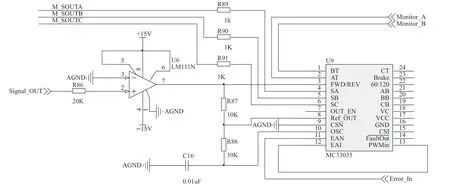
图5 LM111与MC33035连接局部电路图
1.6 器件失效分析
通过电路分析,初步认定MC33035第3脚可能受到前级电路影响。为进一步掌握MC33035故障发生原因,对MC33035芯片开展失效分析。
1)X射线检查
利用X射线检测系统对失效器件进行X射线检查,结果如图6所示,失效芯片内部第3针键合丝可见断开形貌。

图6 MC33035第3脚X射线下的形貌
2)声学扫描显微镜检查
利用扫描声学显微镜对失效芯片进行声学微区成像分析,发现芯片区域可见大面积分层(见图7),说明器件经历了较长时间的贮存。
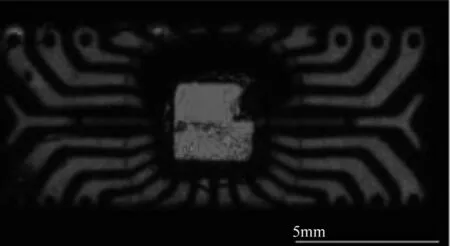
图7 MC33035声学正面扫描形貌
3)内部目检
失效芯片第3脚键合附近区域烧毁,第3引脚键合丝烧毁、熔断,键合焊盘表面金属热熔、变色,表面碳化物附着,整体呈现长时间、大电流烧毁特征(见图8)。
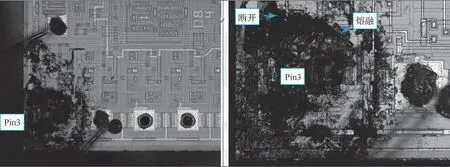
图8 内部检查第3脚烧毁情况
4)芯片失效分析结论
经器件失效分析确认,MC33035的第3引脚对模拟地短路,第3引脚键合区域严重烧毁,键合丝烧毁、熔断,表明第3引脚曾经流经大电流。芯片表面与第3引脚相连的金属热熔、变色,表面碳化物附着,第3引脚端口整体呈现长时间、大电流烧毁特征。因此,认为第3引脚端口引入了异常电压,诱发端口大电流烧毁失效。
2 分析结论
根据电路组成功能和元器件失效分析情况,导致MC33035大电流烧毁失效原因分为三方面:
1)通过器件失效分析可知,失效的芯片内部存在大面积分层现象,说明器件经历了长期贮存,内部结构存在性能退化。
2)外部D/A输入信号发生变化时,伺服板LM111的输出电压逻辑状态发生变化,输出端电流发生阶跃性跳变(即从电流输入转为电流输出),与MC33035第8脚通过上拉电阻对第3脚的电流叠加,导致第3脚输入电流较大,在器件烧毁瞬间实际电流远远超出第3脚允许的最大电流。
3)在实际测试和使用过程中,伺服板控制直流无刷电机运动时间较长,在MC33035芯片性能退化情况下,第3引脚通入较大电流,最终导致大电流烧毁。
3 制定措施和落实情况
3.1 纠正情况
1)更换伺服板上故障的MC33035,对伺服板和直流无刷电机进行联合测试,性能合格,故障排除。
2)为保证修理后的伺服板质量稳定,排除潜在故障,在伺服板测试过程中对D/A输入信号由直流信号变更为交变周期信号,以考察伺服板电机转向控制回路的性能。
3.2 预防措施
为了避免后续测试过程中出现因为电机控制器失效而发生直流无刷电机转向无法控制的情况,对伺服板进行定期检测与维护,控制伺服板工作时间,避免长时间通电造成驱动电路影响;对控制信号出现电压下降的电机控制驱动芯片进行及时更换,确保伺服板性能工作正常。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
机电信息(2022年9期)2022-05-07
宁夏电力(2022年1期)2022-04-29
计算机仿真(2021年11期)2021-12-10
电子制作(2019年10期)2019-06-17
通信电源技术(2018年3期)2018-06-26
海峡科技与产业(2016年3期)2016-05-17
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
中国光学(2015年1期)2015-06-06
中国交通信息化(2015年2期)2015-06-05
