
食用菌袋栽液体接种机研发
2022-02-03 07:58陈长卿朱建锡
农业工程 2022年9期
陈长卿, 郑 涛, 刘 丹, 王 洁, 朱建锡
(金华市农业科学研究院(浙江省农业机械研究院),浙江 金华 321017)
0 引言
1 食用菌袋栽液体接种机械化技术研究现状
1.1 国外研究现状
目前,日韩和欧美在食用菌工厂化生产方面已基本实现混料、发酵、接种、覆土、喷水、采菇及清床全程机械化,并对光照、温度、湿度和肥料等主要环境因子实现了远程自动调控[4]。日本、韩国的食用菌工厂化生产已实现单机及生产线的高度智能化和系列化,整体生产技术水平较高[5-6]。日本较早开展食用菌菌种和栽培技术研究,北研株式会社、森产业株式会社和食用菌中也是其中3 个著名研究机构,日本生产的食用菌产品在全球市场认可度高,其食用菌栽培技术装备研究在国际上处于领先水平。韩国在引进并消化日本技术后,通过创新研发改进,形成了食用菌工业化设施生产栽培模式,拥有大兴农场年产量达10 万瓶的大型金针菇生产企业,食用菌生产规模逐渐扩大,相关技术装备水平处于国际前列[7]。液体菌种接种是工厂化食用菌生产中最重要环节之一,目前最具代表性的相关设备有日本田中技研工业株式会社研发的LSX 型自动液体菌种接种机,韩国D.M.S 公司、PQ 公司和MR公司研制的自动液体菌种接种机,但多应用于瓶栽液体菌接种,袋栽液体菌自动化接种还处于研究阶段[8]。
1.2 国内研究现状
我国对液体菌种工厂化生产技术和装备的研究起步较晚,而且之前整体食用菌工厂规模相对较小,研发资金投入不多,相关研究成果也较少。在菌种选用上以固体菌种为主,较先进的液体菌种则运用很少;在生产装备上,仍然使用半机械、半自动化的简易设备[4]。所以,我国在食用菌工厂化生产工艺和技术装备方面亟待进行研究和突破。生产模式方面,仍以菇棚种植为主,其接种环节采用人工手动气体喷枪把液体菌种注入培养基,存在菌种喷射量难控制、工作强度大、生产效率低的缺点,对我国食用菌产业高质量、标准化、规模化发展制约较大。近年来,我国食用菌工厂化生产接种设备研发也有了一定进展。如连云港国鑫食用菌成套设备有限公司研制了GXJZ-Y 型液体自动接种机,可实现开盖、接种、压盖等作业一次性完成,但还存在一些不足[9]。①开闭盖机构和菌种供给喷射机构联动协调性不够,开闭盖费时易造成瓶口、瓶盖损坏和浮游杂菌污染;②只适用于瓶栽类食用菌(金针菇)工厂化接种,无法满足袋栽类食用菌(杏鲍菇、海鲜菇)工厂化接种;③液体菌定量控制采用液压阀门,菌种经过控制阀门易感染杂菌,影响出菌质量;④设备有较大噪声和振动、接种效率低、菌种控量差。由此看来,现有机械还不适宜杏鲍菇、海鲜菇、蟹味菇等名优食用菌袋栽工厂自动化生产。
2 食用菌袋栽工厂化生产存在的主要问题
现在我国食用菌工厂化生产处于起步阶段,食用菌产业关键核心技术的菌种与其接种设备仍然较为缺乏,尤其是杏鲍菇、海鲜菇、香菇、黑木耳等食用菌袋栽的自动化接种装备和工艺技术研究偏少。目前的接种技术及其装备还无法达到食用菌工厂大规模生产的需求。国内食用菌袋栽液体菌及接种设备大部分依赖进口,尚未出现工厂化国产袋栽液体菌及其接种装备,市场上应用的菌种及其接种设备存在以下主要问题。
2.1 菌种与栽培模式选择
现有食用菌菌种仍然采用固体菌种为主,液体菌种的生产仅限应用于瓶栽,尤其是杏鲍菇、海鲜菇、香菇、黑木耳等名优食用菌液体菌种的袋栽工厂生产工艺技术研究较少。
2.2 袋栽食用菌液体菌种自动化接种设备短缺
袋栽食用菌液体菌种接种设备仍采用落后的人工气体喷枪或半自动喷射接种方式,将液体菌种定量打入培养基中,由人工进行菌种喷射,菌种喷射量不精确,造成喷射接种质量和均匀性差,单位时间内接种效率不高,菌种易被污染,并且劳动强度大,生产效率低。固体菌种的香菇、黑木耳等长棒式食用菌栽培的自动化接种装备和工艺技术也严重缺乏。
2.3 控制系统不可靠,接种精度不高
在国外,通常采用电子控制技术对液体接种过程实现实时监控,同时对接种的各个工序进行优化,在保障接种精确的前提下尽量减少接种周期。在国内,液体接种机自动化程度整体偏低,接种工序时间偏长,环境中的杂菌容易进入污染,降低了菌丝良性繁殖率,此外由于接种量控制不佳无法实现精确接种。
3 技术解决方案
目前国内外食用菌袋栽液体接种机只有人工和半自动的机型,效率低、精度低,距离食用菌袋栽规模化、工厂化生产要求还有较大研究空间。目前尚无袋栽液体菌种的全自动接种技术与装备。因此,国内亟待研究开发适宜工厂化食用菌袋栽液体菌种自动接种生产技术与装备。本文提出研究开发一种可实现自动运输、定位、夹紧、压瓶、开盖、喷射接种、压盖、检测、输送等食用菌袋栽液体机械化连续接种作业的技术与装备,可有效减少人工参与量,避免开闭盖时间过长引起的外界环境杂菌侵入污染,提高接种工作效率和出菇质量,实现袋栽食用菌液体菌种接种的自动化生产。
汉江是长江中下游最大支流,全长1577km,流域面积 15.9万km2。汉江中上游河谷开阔,水面较宽,泄洪能力较强,而下游受两岸堤防约束,河道上宽下窄呈漏斗状,泄洪能力上大下小,极不平衡,导致汉江中下游地区历史上洪涝灾害频繁而严重。据统计,1822—1948年的127年间有76年堤防溃决,尤其是1931—1948年的18年就有11年溃口。
3.1 袋栽液体菌种全自动接种机结构
为满足食用菌工厂化、规模化生产液体菌种接种的需求,针对市场上液体菌种接种机接种精度不够、均匀性差和效率低等问题,研究确定液体菌种自动接种生产线系统设计为菌袋框输送−稳袋定位−组合开盖−精量喷射接种−组合压盖−检测−自动输送。
袋栽液体菌种全自动接种机结构如图1 所示。考虑接种效率、精度和自控等问题,整机结构在保证实现功能的前提下尽量简单,同时具有整机控制自动化程度髙、稳定性好,简化传动结构、降低生产成本,优化设计可调定量喷射接种系统,实现接种量精确、均匀、可调的特点。
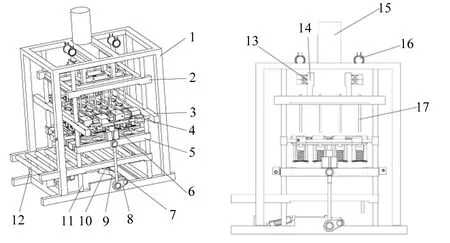
图1 袋栽液体菌种全自动接种机整机结构Fig. 1 Complete machine structure of full automatic inoculum machine for bagged liquid bacteria
3.2 接种生产线袋框输送机构
接种生产线袋框输送机构由电机提供动力,带动传动轴拖动链轮进行传动。由于接种过程需要输送装置频繁启停,并且运输加速度和速度较大,采用链传动结构。该结构对于频繁启动的工作环境较为适用,而且具有响应快、不打滑等特点。同时,设计水平均布的4 条输送链,实现菌袋框平稳运输。
袋框输送机构由入口、接种及输出位3 个相同的输送单元组成,每个单元由带制动电机、动力传送链、传动轴、运输链条、支撑板、从动轴组成。采用变频器和电机相配合,从而实现启停和变速运输功能。
3.3 接种生产线稳袋开闭盖驱动机构
在接种前,食用菌袋装培养基先进行闭盖杀菌冷却工序,使袋内处于无菌状态。为实现接种过程中开盖和压盖快速机械操作,降低外部环境浮游杂菌侵入的概率,设计开发了自动稳袋开闭盖驱动机构,整体结构如图2 所示。
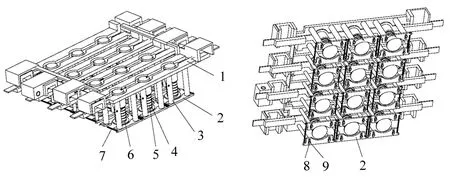
图2 自动稳袋开闭盖驱动机构结构Fig. 2 Structure of automatic bag stabilizing lid opening and closing driving mechanism
3.3.1 设计气动稳袋夹颈装置
稳袋夹颈装置采用气动夹紧4 杆机构,两夹颈弧板呈长条状,两夹颈弧板间根据菌袋直接设计可调缺口,夹颈弧板沿输送方向水平延伸,汽缸驱动带动两弧板相对运动靠近或远离,通过夹颈弧板围合靠近将菌袋袋口夹在缺口处,实现菌袋的定位、稳袋、夹紧。
3.3.2 袋栽开盖压盖装置
食用菌袋栽开盖装置采用圆弧导向双半圆4 弹簧夹紧结构,夹紧片根据瓶盖大小设计两片可调对称圆弧形缺口,夹紧片两端设计2 对弹簧柔性支持。夹紧片可以上下移动,也可以围绕弹簧支撑点转动。夹紧片圆弧形缺口处设计导向弧板,满足夹紧片在开盖菌包袋盖上下或左右偏差时能够准确卡入袋盖卡槽内,实现精确开盖。左右移动的开合通过气动机构联动实现。开盖机构中心设计压盖定位装置,当菌袋稳定到位后,压盖定位装置向下移动把袋盖压在菌袋上,防止袋盖左右移动,便于开盖机构向下移动准确卡入袋盖卡槽内。当接种完成后,压盖机构向下移动,完成压盖。压盖机构通过伺服电机带动,可以满足不同高度行程菌袋的压盖要求。该装置能可靠完成任意菌袋高度、袋盖不同角度的夹紧开盖、压盖功能,操作失误率低,极大提高接种效率和质量。
3.4 袋栽液体菌种接种系统
针对食用菌工厂化液体菌种接种效率及质量要求,开发设计了袋栽液体菌种接种系统,实现接种喷射同时到达接种工位,减少空行程时间,提高接种效率。
3.4.1 组合式空心锥喷头
喷嘴是流体最后通道,是控制雾化度、喷射射程、喷洒面积的关键部件,其性能的优劣,对喷射的效果有直接影响。为了喷射接种更加精确和均匀,采用组合式空心锥喷头,通过试验获得最佳的喷射锥角、喷孔直径与喷射域等参数,提高喷射质量。
3.4.2 定量可调液体接种喷射管路系统
液体接种喷射管路装置设计主要由气动导柱式往复机构、料液分配器、喷射电磁阀、支撑板等组成。设计的气动导柱式往复机构,其传递精度及承载能力较好,能对12 个菌袋同时完成定量喷射接种,而且接种喷射同一时间到达工位,有效提升接种效率和精度。传统的定量控制采用液体阀门,但液体菌种经过阀门易感染杂菌,影响出菌质量。该装置采用软管输送液体菌种,在软管外设计电机无级控制的开合结构,通过开合结构自由调节液体菌种喷射量,该机构在软管外,液体菌种不受污染,安全可靠。
3.5 接种气压驱动系统
接种气压驱动系统包括空压机、空气输送管道、分水滤气器、空气减压阀、油雾器、定位气缸和稳袋气缸。空压机提供动力,经输送管道,过气动3 联件(分水滤气器、减压阀、油雾器)后分为两条线。一条线驱动定位气缸及稳袋气缸。由定位气缸确定袋框在接种机的位置,稳袋气缸则用于稳定袋肩便于后续拧盖工序。由PLC 控制系统管理是否吸入空气,PLC 控制系统通过连接管路上的电磁阀通闭,实现袋框定位和菌袋固定。另一条线经空气无菌过滤器和空气压力调节阀,最后连到液体菌菌罐,为菌罐提供恒压无菌空气。
3.6 全自动接种机控制系统软件
根据工厂化食用菌袋栽液体菌种全自动接种机的工作原理及控制要求,控制软件采用程序监视及控制的工业组态软件开发的人机交互系统,设计有自动控制系统、手动控制系统、液体菌种接种量精确控制系统。
设计手动控制系统,用户能自选独立工作机构,并根据设定系统进行逻辑判断,检查待工作机构和其他机构是否产生干涉。手动模式下,需要设计接种生产线的顺序逻辑控制和试验调试要求。
自动控制系统设计满足接种机在各功能机构环节间的自动化生产。在接种过程中,全程实时监视各部件工作状态,当出现意外警报时可及时停止、复位,保证生产安全,能满足液体菌种接种量的精确、可调、监视功能,实现精准接种。
3.7 预期目标
预期目标为一次接种量12 袋(每筐),接种能力≥5 000袋/h,最大相对接种量误差≤10%,菌种感染率≤1%。
4 结束语
食用菌袋栽液体接种机可通过输送带自动输送至接种室,海鲜菇、杏鲍菇等短袋包可整框12 包同时完成拔盖−接种−压盖的接种工序,香菇、黑木耳等长袋包单包完成打孔−接种−覆膜的接种工序。接种工序全程自动化,可自主设定单次接种量,一般为15~30 mL,也可设定接种一定数量后对接种喷头自动灭菌,降低菌包污染风险。短袋包接种机效率为4 000~5 000 包/h,长袋包接种机效率为800~1 000 包/h。目前已应用于浙江广诚的海鲜菇工厂化生产线,日产海鲜菇1.5 万~2.0 万包,整机自动化程度高、稳定性好,接种量精准、均匀、可调节,实现了接种无人化,市场前景广阔。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
当代水产(2022年2期)2022-04-26
中国设备工程(2022年2期)2022-02-10
乡村科技(2021年17期)2021-12-05
当代水产(2019年8期)2019-10-12
中国科技纵横(2019年24期)2019-05-28
当代水产(2019年2期)2019-05-16
农家书屋(2018年6期)2018-07-03
科学种养(2018年5期)2018-06-21
中国公路(2017年15期)2017-10-16
