小曲米酒负压蒸馏工艺研究
2022-01-31 02:45:28张振坤金绍武唐群勇陈柱伟吴建峰
酿酒科技 2022年1期
张振坤,季 方,孙 莹,金绍武,唐群勇,陈柱伟,吴建峰
(江苏今世缘酒业股份有限公司,江苏 涟水 223400)
小曲米酒是以大米为原料,以小曲为糖化发酵剂,经过固态培菌糖化,液态发酵,液态蒸馏得到的一种蒸馏酒。具有生产周期短、出酒率高、蜜香清雅,柔绵甘洌,回味怡畅等特点。小曲米酒多采用间歇的釜式蒸馏工艺,将发酵醪泵入蒸馏釜内,通过蒸汽加热使发酵醪沸腾,酒汽在冷凝器内冷却成酒液。有些白酒企业开展了精馏塔应用研究,但精馏塔多用于酒精行业,在白酒企业未普遍应用。杨生智等研究了固态法白酒的减压蒸馏技术,认为减压蒸馏可以优化原酒中风味成分的提取率,提升感官质量。冯华芳等采用减压蒸馏技术对白酒风味成分进行了拆分,通过改变蒸馏及冷凝条件,可针对性地调整浓香型白酒风味成分,为原酒风味拆分与重构提供可能。郭波等研究了减压蒸馏对豉香型白酒斋酒风味的影响,通过选定不同的真空度、加热温度,得到的酒液具有清雅、醇和、爽净的风格。夏虹对小曲米酒蒸馏设备的分类、结构及性能特点等进行了总结,指出釜式蒸馏能够较好保持米酒风味,但能耗高,设备利用率低,塔式蒸馏生产效率高,但酒质欠佳,失去了小曲米酒的风味;指出系列化、规范化,以及节能技术的应用为蒸馏设备发展方向。蒸馏工序的能耗高,大约占到整个液态法酒精生产总能耗的60 %以上,采用差压蒸馏工艺是降低能源消耗的途径之一。本试验研究小曲米酒负压蒸馏工艺,探究小曲米酒在不同负压下的蒸馏规律,以及在能源消耗、风味变化方面的特点,为提升小曲米酒等液态法蒸馏酒的蒸馏技术水平,探索酒尾、黄水等的高值化利用途径提供参考。
1 材料与方法
1.1 材料、仪器
原料:小曲米酒发酵醪由本公司小曲米酒实验班组提供。
仪器设备:减压蒸馏釜(佛山市丰川节能科技有限公司),配套快速酒精测算仪(安东帕),电子台秤(梅特勒托利多),Agilent 7890A 型气相色谱仪(美国安捷伦公司)。
1.2 实验方法
1.2.1 负压蒸馏工艺方法
通过减压蒸馏釜自动控制系统进行操作。向釜内泵入小曲米酒发酵醪,至液位显示2.00 m 时停止进料,对应发酵醪5.1 kL。蒸馏开启后,真空泵连续抽真空至设定的负压值,然后通蒸汽经过盘管加热发酵醪。发酵醪温度上升到某一温度值时开始有酒汽逸出,经过冷凝器、快速酒精测算仪,进入储酒罐。
本实验程序设定酒头接取25 kg,酒中接取300 kg,酒尾接取至酒精浓度3 %vol,分别接入相应的储酒罐。系统带有釜内真空度、发酵醪温度、馏酒时长、蒸汽消耗量等数据记录功能,每次实验结束导出系统数据记录,绘制流酒曲线图、真空度变化图、酒温变化图等。
1.2.2 各馏分重量及酒精度的测量
蒸馏结束后,分别将酒头、酒中、酒尾3 种馏分排至接酒罐中,搅拌均匀后测量三段酒的酒精度、温度,查表折算成20 ℃下的标准酒精度。然后,分别过磅,记录3 种馏分的重量。检测发酵醪的酒精度,计算发酵醪所含纯酒精的量,最后计算出每种真空度条件下的原酒回收率。
1.2.3 中段酒的理化指标及感官检测
分别取不同真空度条件下蒸馏得到的中段酒酒样进行总酸、总酯的测定,以及气相色谱检测。邀请本公司国家级白酒评委进行酒样的品评。

图1 负压蒸馏釜自动控制界面
2 结果与分析
2.1 不同真空度条件下蒸馏参数的差别
由表1 可知,随着蒸馏釜内真空度的增加,发酵醪的沸点越来越低,当釜内真空度降至-86.3 kPa时,发酵醪的沸点降到49.4 ℃。负压状态下,馏酒速率明显变快,尤其是在馏酒的酒头阶段,-90 kPa馏酒速率大约是常压状态下馏酒速率的3.6倍;从总的馏酒时长来看,负压-90 kPa蒸馏耗时279 min,常压蒸馏耗时309 min,缩短30 min。总的耗汽量随着真空度增大而逐渐降低,-90 kPa 负压蒸馏耗汽量比常压蒸馏减少20.2 %,冷却用水消耗量降低10%以上。

表1 不同真空度条件下蒸馏参数的差别
2.2 不同真空度条件下的蒸馏效率
经检测发酵醪的酒精度为10.5%vol,5.1 kL发酵醪中含有纯酒精的量为428.4 kg。4 个不同真空度条件下的蒸馏效率均在95 %以上,其中常压下蒸馏效率最高,达到98.4 %;其次为-90 kPa 负压蒸馏,为97.7 %,-30 kPa 负压蒸馏为95.4 %,是本次实验4个真空度下蒸馏效率的最低值。
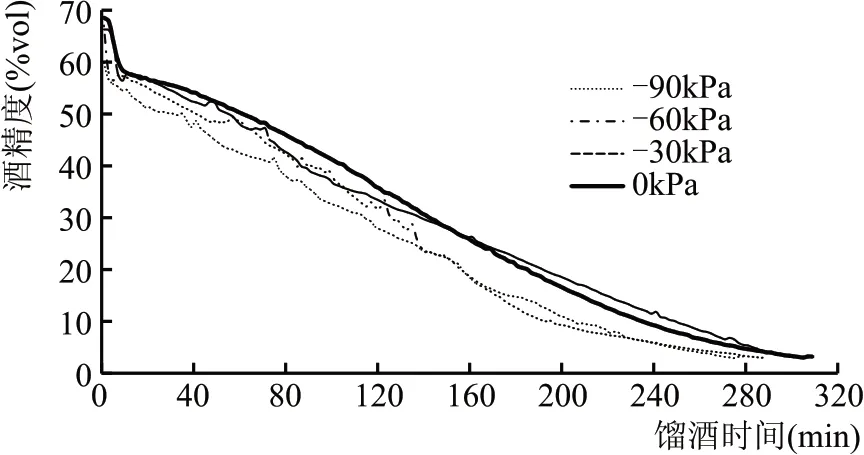
图2 不同真空度下的馏酒曲线
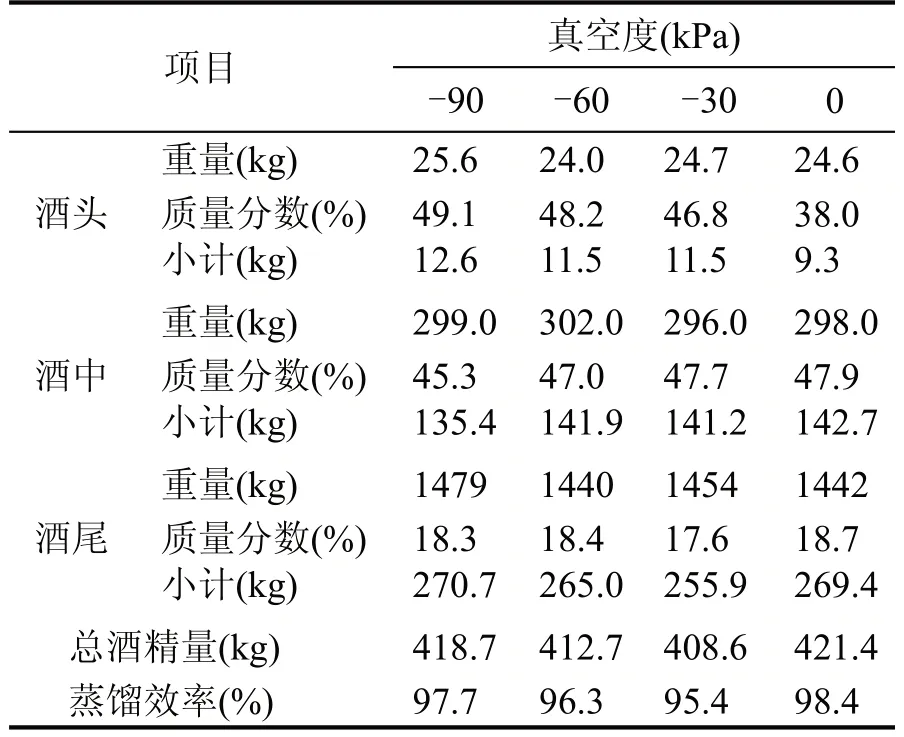
表2 不同真空度条件下的酒精回收量
通过对馏酒温度的变化曲线进行分析可以看出,造成-30 kPa 蒸馏效率偏低的主要原因是,在蒸馏进行到60~80 min 时,出现了馏酒温度突然升高现象,馏酒温度一度接近50 ℃,见图3。有部分酒精蒸汽没有冷凝下来而被真空泵抽走,造成总的酒精收率下降。
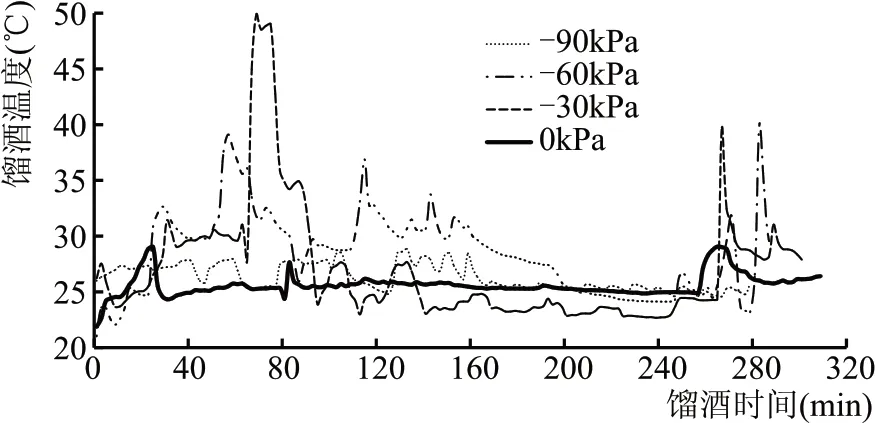
图3 不同真空度下的馏酒温度变化曲线
2.3 真空度与馏酒温度的关联性分析
按照本设备程序,在蒸馏起始阶段,由真空泵连续抽真空至设定的负压值,而整个馏酒过程蒸馏釜内的负压主要由冷凝器控制。蒸馏釜内热的酒汽进入冷凝器后,迅速冷凝成酒液,在冷凝器及与之联通的蒸馏釜内形成负压。此时的真空泵按照设定频率启动、关闭,只起辅助作用。
当设定的真空度值较低的时候,例如本实验设定的-30 kPa,仅需要少量的冷凝水即可达到所需要的真空度,而冷凝水量的减少会造成馏酒温度的升高,甚至可能会出现部分酒汽冷凝、部分酒汽被抽走的现象。从图4 四个真空度值的变化曲线可以看到,常压蒸馏(真空度为0)时真空度起伏变化最小;负压蒸馏时,随着真空度的增大,蒸馏釜内真空度的稳定性提高;同时,如图5 所示,真空度的波动会引起发酵醪温度的波动。常压下发酵醪温度稳定性最高,而负压状态下随着真空度的增大,发酵醪温度的稳定性也提高。
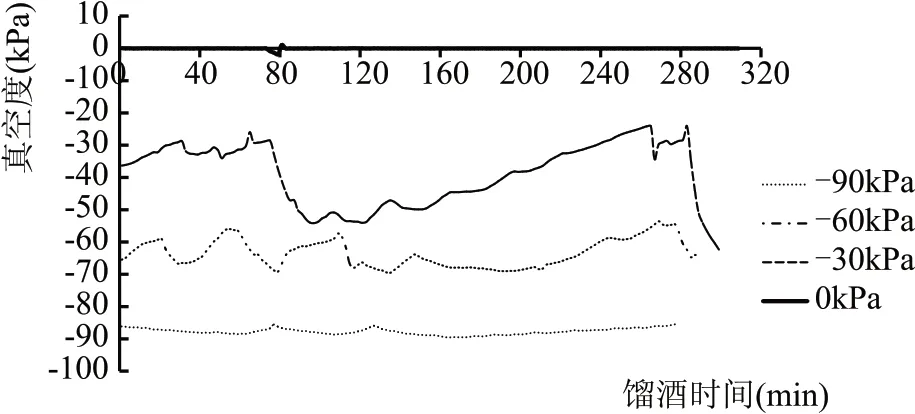
图4 蒸馏釜内真空度值的变化曲线
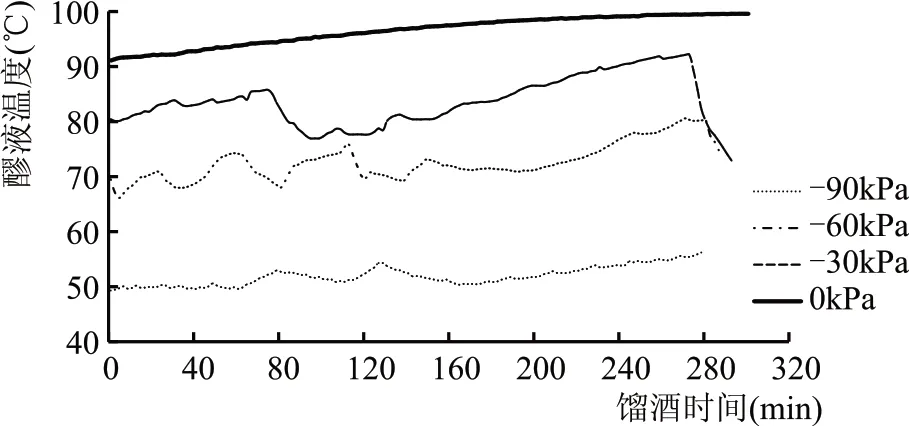
图5 不同真空度下蒸馏釜内发酵醪的温度
2.4 不同真空度条件下酒样的理化指标

表3 不同真空度条件下酒样的理化指标
负压蒸馏的酒样总酸、总酯含量均比常压酒样低。乳酸乙酯、β-苯乙醇同属于高沸点、亲水性成分,分子带羟基,与水分子结合紧密,温度是影响此类物质挥发性的主要因素,提高真空度之后发酵醪沸腾温度降低,此类物质的相对挥发度反而降低。感官品评发现,低温蒸馏可以减少发酵醪中一些物质因受热而产生的不良风味,保留了一种米酒特有的发酵香气口感特征,这与柔和、轻快甘爽的日本米烧酒有异曲同工之妙。综合考虑理化及感官指标、能耗及稳定性情况,最终选择-70 kPa~-80 kPa条件蒸馏。
3 结论
本实验采用自动化负压蒸馏釜进行了小曲米酒的蒸馏,负压蒸馏能够使发酵醪在较低温度下沸腾,大幅降低蒸汽、冷却水的消耗;负压蒸馏获得的原酒,没有发酵醪经过高温蒸煮而产生的特殊的气味,香气更加自然清纯、口感更柔和舒适;负压蒸馏对于提升液态发酵酒蒸馏技术水平、开发新酒体均具有重要意义。
猜你喜欢
山西化工(2022年2期)2023-01-14 05:20:05
中学生学习报(2022年23期)2022-05-18 21:47:47
中国特种设备安全(2021年5期)2021-11-06 05:09:24
云南化工(2020年11期)2021-01-14 00:50:44
中国生物医学工程学报(2019年4期)2019-07-16 08:04:20
山东冶金(2018年6期)2019-01-28 08:14:52
机械设计与制造工程(2018年8期)2018-09-01 03:00:22
材料科学与工程学报(2016年4期)2017-01-15 13:35:55
黄河之声(2016年12期)2016-11-07 01:02:19
新作文·初中版(2016年10期)2016-11-05 00:10:37