幕墙镀膜玻璃颜色不均匀案例分析
2022-01-25 09:33朱明杰上海建科检验有限公司上海201108
建筑科技 2021年5期
朱明杰(上海建科检验有限公司,上海 201108)
随着人类对居住环境舒适性的要求越来越高,建筑围护结构从最初的穴居式、茅草屋、木架结构、石材围护、玻璃门窗到而今的全玻璃幕墙结构,建筑围护不再简单的只追求安全、坚固、遮风挡雨等性能,更注重采光和对太阳光能量的合理利用和调控。
如今,不管是商务综合体还是住宅,都趋于使用大面积通透的全玻璃幕墙。而普通透明玻璃因其几乎无遮挡的太阳能透过性,夏季通过玻璃辐射入室内的热量增加了室内空调制冷费用;冬季随室外温度降低,通过普通玻璃室内热量又加速散失,与人类追求的冬暖夏凉的居室环境完全相悖。一种既能在夏季阻挡太阳热能,又能在冬季减弱室内热量散失的低辐射(LOW-E)镀膜中空夹层玻璃,成功解决了建筑采光和节能难以兼顾的矛盾。镀膜中空夹层玻璃生产技术发展了 20 余年,在国内中、高档建筑玻璃市场上仍占据着主导地位。
而在低辐射镀膜玻璃生产和使用过程中,也出现了很多质量问题。影响镀膜玻璃产品质量的因素很多,如镀膜玻璃阳光控制性、玻璃机械强度、膜层耐磨性、耐酸碱性、颜色均匀性等。其中,颜色均匀性问题,涉及到玻璃安装上墙后实际使用中的整体外观效果,对镀膜玻璃生产和使用提出了更高的加工技术和安装要求。下面通过引入工程实际中遇到的颜色均匀性问题,分析镀膜玻璃产生色差的原因,采用试验室和现场检测法定量分析镀膜玻璃色差值,并提出生产加工和使用中减小色差的措施。
1 项目概况
2016 年 12 月由国内知名科技研发公司自主开发建设的集成电路研发设计培训基地在长江中游经济区—武汉落户。该项目总投资 5000 万美元,规划打造一座以武汉为中心的电子信息产业园,进行行业急需的世界级 IP 产品和 CPU 核的研发,同时还将进一步加强面向本地化的软件信息安全产品的开发力度,以期为全球市场提供服务。
本次投建的产业园项目总建筑面积 69176.43 m2,其中地上计容建筑面积 51434.35 m2。 1号试验车间为 18 层的单元式玻璃幕墙,总高 91.2 m。幕墙面积为 30480 m2,主要采用 8 LOW-E+12A+8(mm)双钢化中空玻璃和6 LOW-E+12A+6(mm)双弯钢中空玻璃。本工程原计划于 2019 年年底前完工并正式启用。
2 问题描述
2019 年 8 月施工单位在幕墙玻璃安装进程中,发现 1号试验车间建筑已安装上墙的 14 层(含)以上部分与 14层以下的幕墙玻璃存在明显色差。幕墙玻璃安装施工前,业主方曾与玻璃生产企业进行过选样比对工作,选中偏浅蓝的钢化镀膜中空玻璃作为标样。标样玻璃的厚度规格为8 LOW-E+12A+8(mm)。
施工单位认为 14 层以下已经安装的幕墙玻璃与标样颜色接近,但 14 层(含)以上的幕墙玻璃颜色偏深蓝,幕墙外立面整体形象成渐变色,极度不协调,严重影响建筑外观。
施工单位怀疑临近交工期,工程进度加快,玻璃生产企业有偷工减料、以次充好、使用劣质浮法原片、调整镀膜参数及更换钢化生产线等嫌疑。而玻璃生产企业项目对接人一直坚持 14 层(含)以上幕墙玻璃和 14 层以下幕墙玻璃是采用同一原片生产企业的浮法原片,在同一镀膜产线上完成镀膜,按照标样颜色实施镀膜生产及深加工的。鉴于双方争执不下,施工单位特请第三方检测机构通过技术手段对相关玻璃产品进行检测鉴定。
3 原因分析
3.1 玻璃产品颜色不均匀性问题发生的可能性原因
常规的色差超标是指人眼目测观察一片镀膜玻璃的反射颜色同标准样片或与同批次其他玻璃,对比发现有明显的亮度和色度方面的差异。色差可以表现为一片玻璃的色差和一批玻璃的色差。国际上一般采用 CIELAB 色度空间值的色差值 △Eab* 定量说明这种色差的程度:

国标 GB/T 18915.2—2013《镀膜玻璃 第2部分:低辐射镀膜玻璃》就规定了低辐射镀膜玻璃的 △Eab*≤2.5 为合格。
一般镀膜玻璃产生色差的原因可能有两种:一是浮法玻璃原片差异。不同厂家或不同浮法线生产的的浮法原片,所用原材料和配比及加工工艺条件的变化都会导致原片厚度和透光率不同,进而导致原片颜色差异;或者原片存储时间长,存储环境不达标,导致原片表面发霉或与包装材料之间发生反应,产生纸纹,退火时表面沾油、水等,浮法原片的品级不达标,不仅会使原片产生颜色不均匀性,镀膜后膜层与原片附着力差,会演化成更严重的色差。二是膜层差异。低辐射镀膜玻璃是采用真空磁控溅射法在建筑级浮法玻璃原片上溅射一层或多层金属或金属化合物,降低玻璃表面辐射率,获得阳光控制性能的镀膜玻璃产品,满足现代建筑绿色节能的需求。镀膜生产过程中阴极磁场大小、靶材材质和靶材纯度、靶材和玻璃表面温度、靶材溅射率、真空溅射室气体浓度和气体分布、阴极靶材与阳极玻璃坯之间间距及膜层结构等因素均会影响膜层厚度的均匀性,膜层厚度决定了镀膜玻璃的可见光透射比和颜色的均匀性。
另外,钢化、热弯等深加工过程中钢化应力不均产生应力斑点或斑纹等,在镀膜后颜色不均匀性更易于呈现。
3.2 针对本项目中所使用的玻璃产品存在颜色不均匀性问题的试验验证分析
为确认幕墙玻璃的颜色均匀性,施工单位于 2019 年 9月联系到上海建科检验公司玻璃组(以下简称玻璃组),委托检测工程师对该项目存在色差问题的幕墙玻璃进行检测评估。玻璃组针对本项目,制定了试验室送检和现场检测方案。
按照方案,施工单位分别将尺寸为 300×300(mm)的标样、已安装上墙(14 层以上)拆卸下来的 1650×704(mm)、1250×901(mm)现场样,共计3块,配置均是 8 LOW-E+12A+8(mm)的玻璃送至上海建科检验有限公司(以下简称检验公司)玻璃试验室进行镀膜玻璃颜色均匀性的检测。
玻璃组接到客户委托,按照国标GB/T 18091—2015《玻璃幕墙光热性能》、GB/T 18915.1—2013《镀膜玻璃第1部分:阳光控制镀膜玻璃》、GB/T 18915.2—2013 中低辐射镀膜玻璃颜色均匀性检测方法,考量送检试样数量和批次不满足标准要求,玻璃组检测工程师制定了特定的检测方案,分别对三块试样进行了三组检测:以标样为基准,测试另两块试样的色差;以 1650 mm×704(mm)为基准,测试1250 mm×901(mm)的色差。且均取每片试样的中心部位100 mm×100 mm 的区域为测试区域,如图 1 所示,提供实际检测结果,如表 1、表 2 所示。

图1 测试区域

表1 送检试样玻璃色差计算结果

表2 送检试样玻璃色差计算结果
按照标准 GB/T 18915.2—2013 中“低辐射镀膜玻璃室外面的反射色差 △Eab* 不应大于 2.5”的规定,两块现场样与标样的色差值均不符合 GB/T 18915.2-2013。
工程送检样品的试验室检测结果证实了施工单位的猜测,玻璃组检测工程师到施工工地对其他存在色差问题的幕墙玻璃实施现场检测。工地实际勘验后检测人员进一步了解到存在争议且需要确认的玻璃配置是 8 LOW-E+12A+8(mm),有标样样品(送检那块 300 mm×300 mm的试样)、在武汉市某产业园工地内已安装上墙的样品(14 层及以上的绝大部分幕墙玻璃已敲碎更换中)和在武汉市某玻璃门窗厂房内堆放的未安装的样品 3 种。
在武汉市某产业园工地内,从施工单位确认的东立面8层未更换的玻璃中随机抽取1块,尺寸为 1246×913(mm),编号为 1-1;从武汉市某玻璃门窗厂房内未安装的玻璃中随机抽取 5 块,尺寸和数量分别为 1194×1161.5(mm)2 块、1244×910.5(mm)2 块、1244×1161.5(mm)1 块,编号分别为 2-1、2-2、2-3、2-4、2-5;加上现场施工单位提供的 300×300(mm)的标样,编号为 0;共计 7 块玻璃,作为检测的样品进行现场检测。
检测人员参照标准 GB/T 18915.2—2013,对现场抽取的样品及标样进行了现场检测,检测色差为中空玻璃外侧反射色差。照明与观测条件:采用 10° 视场标准照明体 D65,漫射照明/垂直接受,玻璃试样的背面用黑色绒布遮挡,测试过程背景保持一致。分三组展开测试:以 0 号试样为基准,分别测试 5 块未安装试样(2-1~2-5)和安装上墙拆卸下来的试样(1-1)的色差;以1-1试样为基准,测试 5 块未安装试样(2-1~2-5)的色差。从分光测色仪中读取每一组每一块测试样的L*、a*、b*值,计算色差值,结果见表 3~表 5。
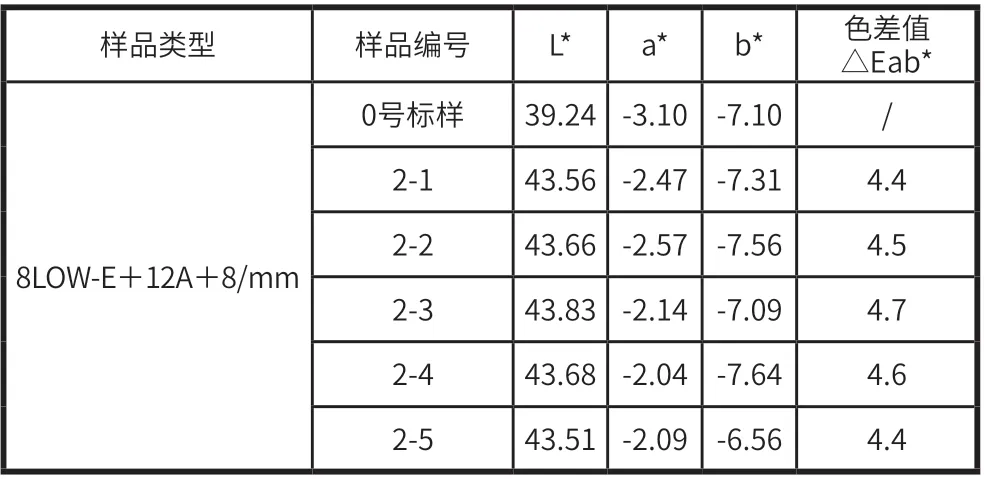
表3 未安装玻璃与标样的色差计算结果

表4 安装上墙玻璃与标样的色差计算结果
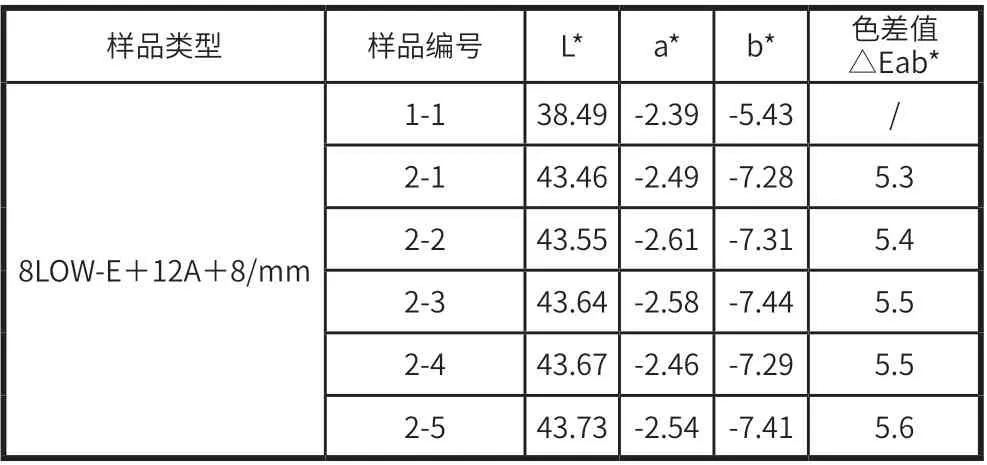
表5 安装上墙玻璃与未安装的玻璃的色差计算结果
按照标准 GB/T 18915.2—2013 中“低辐射镀膜玻璃室外面的反射色差 △Eab*≤2.5”的规定,从项目 8 层东立面取下的玻璃与标样色差满足标准要求,5 块未安装试样与标样的色差值均不符合 GB/T 18915.2—2013 的要求。
结合试验室送检检测结果和现场样(8 层东立面已上墙玻璃拆卸下来的和未安装上墙的样品)检测结果:已上墙的 8 LOW-E+12A+8(mm)双钢化中空玻璃中,8 层玻璃样品与14层(含)以上幕墙玻璃样品之间的色差不符合GB/T 18915.2—2013;14 层(含)以上幕墙玻璃样品与标样之间的色差不符合 GB/T 18915.2—2013;从武汉市某玻璃门窗厂房内未安装的玻璃中随机抽取的 5 块 8 LOW-E+12A+8(mm)双钢化中空玻璃与标样之间的色差不符合 GB/T 18915.2—2013。
4 解决措施
4.1 针对本项目问题的具体措施
根据试验室送检和现场勘检结果,鉴于本项目所用幕墙镀膜玻璃存在的色差问题,影响了工程进度,严重拖延了工期,增加了项目安装和拆卸成本。建议施工单位向玻璃生产企业索求更换存在色差问题的玻璃。
在补样生产中,施工单位应派专人驻厂,确认浮法玻璃原片来源,查验玻璃原片品级,督促玻璃生产企业调整镀膜产线工艺生产参数,做到在生产线上随时监测镀膜玻璃产品的L*、a*、b*值。在玻璃生产企业成品区对待出货成品进行色差检测。
4.2 针对该问题的预防措施
玻璃生产企业应高度重视镀膜玻璃色差问题。生产时应严格把控玻璃生产车间温湿度环境和整洁度,减少玻璃产品的污染;严格把控镀膜玻璃原片质量,采用镀膜级玻璃原片,从源头上减少色差的发生;确保钢化、镀膜等深加工工艺中每一台设备运行良好和参数设置准确,在生产线上设置小样片的颜色测试,随时监测小样片的颜色与标样颜色进行比对,发现问题及时调整,减小不合格产品的大批量生产,降低成本损耗;对每批次产品做好出厂前的性能检测检查工作,以防存在问题的产品流入市场。
玻璃施工单位在采购玻璃时,应综合考察生产厂商的生产车间环境、生产设备等深加工生产能力和产品质量信誉;有必要在采购协议中注明原片厂家,在交接玻璃产品时对每批次产品进行抽样检测,发现问题及时反馈,及时处理,减少不必要的安装拆卸成本和工期延误。
各地政府市场监管部门等应定期对玻璃深加工企业的产品进行抽样监督检查,对不合格生产企业实行一定的惩罚,管控玻璃产品质量,规范市场秩序,提高行业品质。
应有如资质齐全、检测规范,检测能力强,市场认可度高的第三方权威检测机构,以公平、公正、标准、准确的原则对玻璃生产企业送检的或施工现场的镀膜玻璃产品实施检测,采用有效的检测方法,实事求是,做好第三方技术把关。
猜你喜欢
材料保护(2022年9期)2022-12-07
理化检验-化学分册(2022年11期)2022-11-27
建材发展导向(2021年18期)2021-11-05
化工管理(2021年4期)2021-02-27
建材世界(2020年5期)2020-11-05
影像视觉(2020年5期)2020-06-30
企业科技与发展(2019年8期)2019-09-10
上海建材(2018年4期)2018-11-13
传媒(2015年12期)2015-03-20
北京汽车(2015年2期)2015-03-13