
基于CAX的汽车线束卡扣注射模设计*
2022-01-25 03:39盘广林方迪成
模具制造 2021年12期
盘广林,方迪成,蒋 燕
(汕头职业技术学院,广东汕头 515078)
1 引言
在信息化、智能化不断发展的今天,CAD/CAE软件已经是进行模具开发不可或缺的重要工具。本文在完成对汽车线束卡扣塑件结构和注射成型工艺分析的基础上,先运用MoldFlow对塑件进行模流成型工艺分析,再运用NX12进行模具设计,可为从事相应注射模设计的技术人员提供借鉴。
2 塑件结构与材料分析
2.1 塑件结构分析
图1所示塑件为汽车线束卡扣,它是汽车线束系统的组成关键部分,是一种重要装配件,大批大量生产。汽车线束卡扣塑件的外形尺寸为40.98×22.1×20mm,塑件壁厚平均约1.1mm,最大厚度约为3.5mm,最薄处为卡接处叶片0.5mm,体积为1.6×103mm2。塑件的尺寸较小,但结构比较复杂。塑件成型后要求:表面光滑、无毛刺,卡扣无损伤、卡接力达到预定目标值,且要有良好的机械强度和韧性等特性,其它部位无明显缺陷痕迹。塑件卡接处有一周圈内倒勾结构特征,考虑到卡接叶片胶位薄及空间小、模具量产的结构稳定性及降低模具成本,可以考虑通过利用顶出力进行强行脱模来实现;塑件主体段因塑件结构需求无脱模角度,考虑到粘模问题,也考虑通过利用顶出力来进行脱模,因此模具采用型芯、型腔双边顶出结构来实现[1~3]。
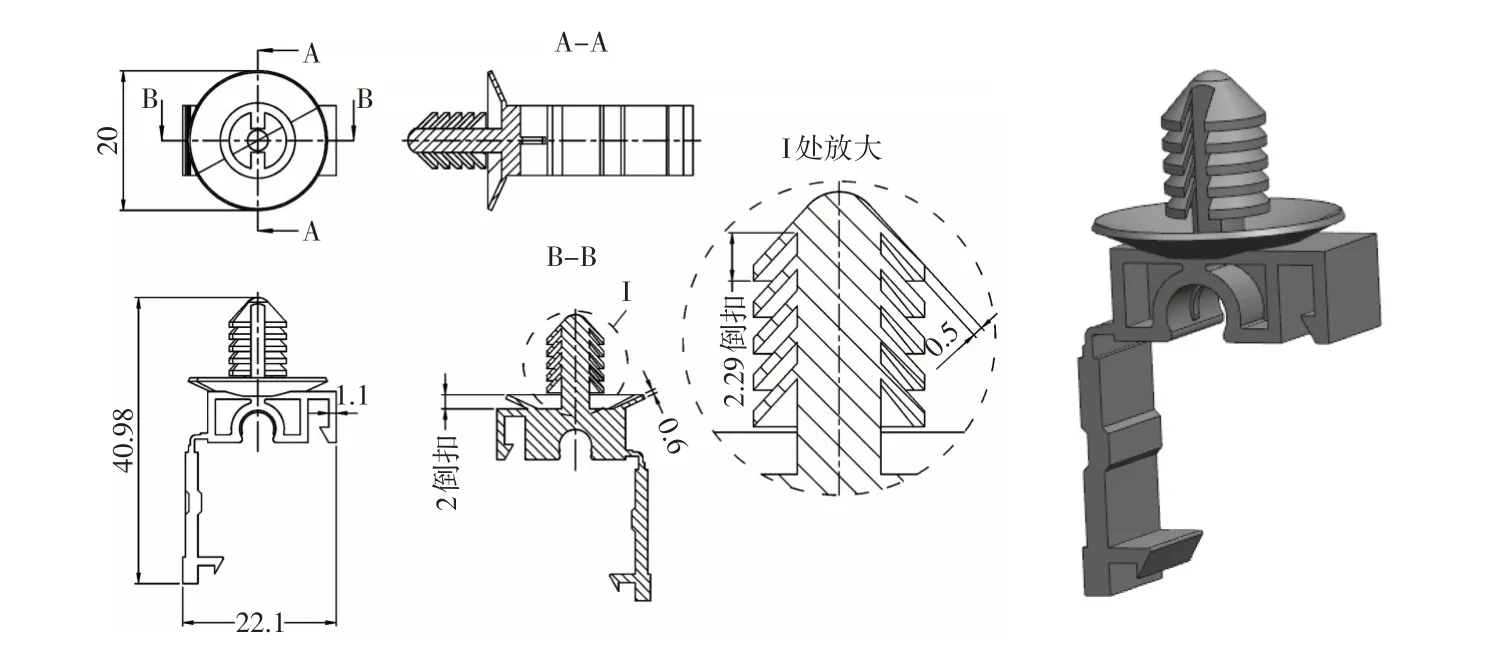
图1 汽车线束卡扣
2.2 成型材料分析
所选用的材料是PA66(BASF Ultramid A3K),该材料的密度为1.13g/cm3,收缩率为1%~2%,模具成型温度范围为40℃~60℃,熔体温度范围为280℃~300℃,具有高机械强度及硬度、耐热性高、良好的电绝缘性能,而且耐热及化学品、摩擦力低、急速运行能力好、耐磨、可降低噪声及震动,同时具有优良的加工性能[4]。材料的流变粘度曲线及PVT性能曲线如图2所示。

图2 PA66的流变粘度及PVT曲线a——流变粘度曲线 b——PVT曲线
3 模流成型工艺分析
3.1 网格划分
使用NX12软件对汽车线束卡扣进行实体建模,并对汽车线束卡扣3D数据中不会对分析结果造成影响的工艺倒角、圆角进行调整,将调整后的3D模型导入MoldFlow。因塑件壁厚相差较大,故对汽车线束卡扣模型进行3D网格划分,结果如图3所示。四面体网格实体为839,072,体积为1.594cm3,网格划分后最大纵横比99.4,平均纵横比4.98,最小纵横比1.04。网格的划分质量较高,能确保后续的分析结果具有高精确性[5]。

图3 汽车线束卡扣网格模型
3.2 塑件壁厚分析
从图4中可见,汽车线束卡扣塑件的主体壁厚分布比较均匀,厚度为1.1mm,因塑件结构及功能的需求,卡接处的厚度不一,最薄处为0.5mm,最厚处为3.45mm,为了使模流分析结果更精确,所以在此方案中将使用3D(四面体)网格方式进行分析。

图4 塑件壁厚分析
3.3 浇口位置与浇注系统
应用MFI浇注口位置的模拟分析,得了线束卡扣塑件理想“最佳浇注位置”如图5所示,即在塑件主体中间的位置。综合考虑塑件的结构特性、大批大量生产和模具实际结构与布局,设计如图5b所示的单点侧浇口的浇注系统。主流道采用冷流道系统,进料端直径为ϕ3mm,连接分流道端直径为ϕ6mm;分流道采用普通圆形截面流道,主分流道直径为ϕ5mm,次分流道直径为ϕ4mm,侧浇口端面直径为ϕ1.0mm[6~7]。
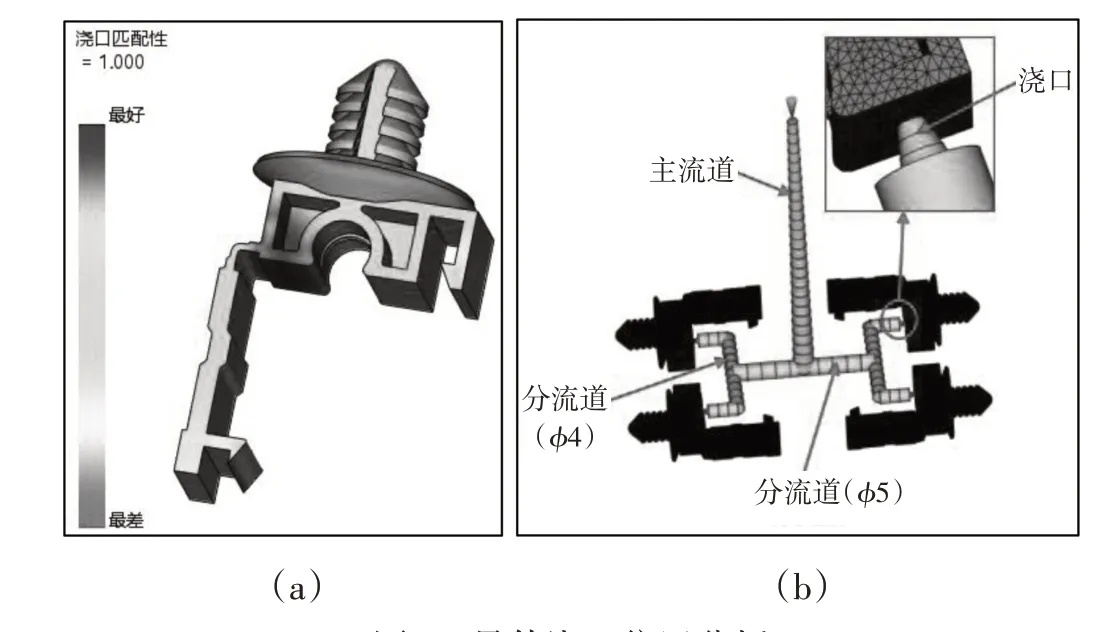
图5 最佳浇口位置分析a——浇口位置分析 b——拟定浇口位置
3.4 成型分析
依据前述浇注系统方案,在MFI软件中进行模拟注射,结果如图6所示。从所得数据看浇注方案可行。

图6 汽车线束卡扣模流仿真分析a——充填时间 b——流动前沿温度 c——速度/压力切换时的压力 d——冻结层因子 e——熔接线f——气穴 g——锁模力 h——缩痕 i——体积收缩率 j——冷却回路雷诺数 k——总变形 l——收缩不均变形
4 模具结构设计
4.1 分型面设计
针对汽车线束卡扣的形状结构,选择如图7中塑件的中心面为分型面,一分为二,红色为分型线。模具型腔采用1模4腔结构,使用NX12软件进行设计。
塑件分型面设计如图7所示,一方面可以通过模具配合面(包括定、动模配合面,各镶件、型芯与型腔的配合面)处的细微间隙来排气,另一方面便于塑件在模具中的放置和动、定模的安置,还为后续强行脱模的结构提供了便利,从而降低生产中塑件脱模难度和注射模的生产难度,利于注射模长期注射成型后塑件合模面塑件飞边的处理[8~9]。
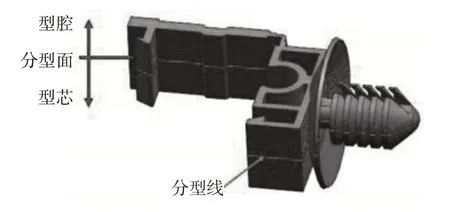
图7 分型面设计
4.2 型腔型芯结构设计
将成型汽车线束卡扣塑件的沿中心面分开,上半部分作定模,即型腔;下半部分作动模,即型芯,卡扣部分做镶件出模,模具结构如图8所示。

图8 汽车线束卡扣模具结构a——动模侧结构图 b——定模侧结构图 c——模具结构剖面图Ⅰ d——模具结构剖面图Ⅱ1.定模座板 2.导套 3.导柱 4.定模板 5.喉塞 6.定模型腔 7.动模型芯 8.动模板 9.模脚 10.支撑柱 11.限位块 12.顶杆固定板Ⅰ 13.顶杆垫板Ⅰ 14.动模座板 15.螺丝 16.顶杆垫板Ⅱ 17.顶杆固定板Ⅱ 18.快速水咀 19.防水胶圈 20.塑件 21.螺丝 22.定位圈 23.唧咀 24.顶杆Ⅰ 25.定模镶件Ⅰ 26.定模镶件Ⅱ 27.定模镶件Ⅲ 28.动模镶件Ⅰ 29.动模镶件Ⅱ 30.动模镶件Ⅲ 31.顶杆Ⅱ 32.顶杆Ⅲ 33.弹簧 34.复位杆Ⅰ 35.垃圾钉 36.复位杆Ⅱ 37.定模镶件Ⅳ 38.定位销 39.尼龙胶塞 40.动模镶件Ⅳ 41.导套 42.导套 43.锁模块
(1)型腔结构。
模具型腔部分由定模型腔6、定模镶件25、26、27、37及唧咀23组成,如图9所示。其中定模型腔6和定模镶件25、26、27、37成型塑件上半部分胶位,流道在定模镶件26及唧咀23上经过。定模镶件25、26、27、37固定在定模型腔6上,定模镶件26与定模型腔6之间采用定位销38进行精准定位,定模型腔6及唧咀23都固定在定模板4上。在定模型腔6和定模镶件25、26、27、37的选材上,采用预硬塑料模具钢ASSAB 718,它具有优秀的机械性能、可加工性、高的淬透性、良好的电加工性能、皮纹加工性和极佳的抛光性能,且特别适用于大批量生产的塑料模具,出厂硬度为290~310HB[10]。

图9 定模侧模具结构
(2)型芯结构。
模具型芯部分由动模型芯7、动模镶件28、29、30、40组成,如图10所示。其中动模型芯7、动模镶件28、29、30、40成型塑件下半部分胶位,流道在动模镶件29上经过。动模镶件28、29、30、40固定在动模型芯7上,动模镶件29与动模型芯7之间采用定位销38进行精准定位,动模型芯7固定在动模板8上。动模型芯7、动模镶件28、29、30、40同样选用各项性能优良的预硬塑料模具钢ASSAB 718。
4.3 导向与定位结构设计
由于汽车线束卡扣上下部分为对称式塑件,为了保证塑件的侧壁的一致性、卡扣处的同心度以及保证合模准确和模具长时间使用后的维修方便,本模具设计了由模架上采用导柱导套及模仁上采用原身虎口构成的定位与导向复合系统,如图9、图10所示。它既能实现模具在运行过程中的快速、精确导向,也能防止长期生产后因为模具磨损而造成错位。

图10 动模侧模具结构
4.4型芯、型腔双边顶出及倒扣强行脱模结构设计
因汽车线束卡扣是一个卡接处有一周圈内倒勾结构特征及塑件主体段因结构需求无脱模角度(见图1),卡接叶片胶位薄及空间小无法采用滑块式抽芯,而塑件主体段无脱模角度,如果直接开模,型腔部分会因粘模产生拉伤甚至无法脱模。在本设计中将创新设计一种由型芯、型腔双边顶出及倒扣强行脱模的卧式注射模结构,如图8、图11所示。

图11 卧式注射模结构
其原理就是型芯与型腔两侧都设计顶出机构,开模后利用顶出力的作用以及PA66材料本身的高机械强度(卡接叶片胶位薄,只有0.5~0.6mm厚)及高硬度,塑件不会因强行脱模而产生损伤。
型芯、型腔双边顶出结构主要由顶杆板12、13、16、17、顶杆24、32、镶件25、26、27、28、29、30、37、40、顶杆24、32、复位杆34、36、弹簧33及尼龙胶塞39组成,尼龙胶塞39固定在复位杆36上,复位杆36固定在顶杆板16、17上,尼龙胶塞39头部与动模板8过盈配合;顶杆板16、17通过间隙配合置于固定板1及定模板4之间。顶杆24穿过定模镶件25、26、27、37、定模型腔6及定模板4固定在顶杆板16、17上;顶杆31、32穿过动模镶件28、29、30、40、动模型芯7及动模板8固定在顶杆板12、13上,如图8、图12、图13、图14及图15所示。

图12 抽芯与顶出各关键部件

图13 定模侧顶出结构
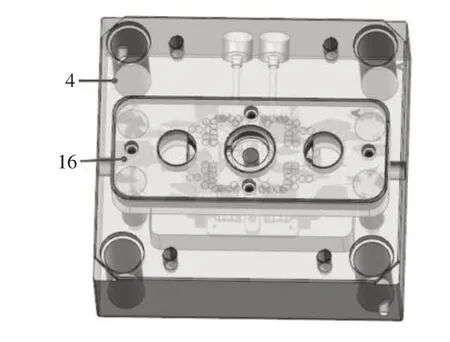
图14 定模侧顶出结构背面

图15 动模侧顶出结构
4.5 其它结构设计
(1)复位机构。
为保证开合模顺序的准确无误及顶出机构的动作灵活顺畅,本模具在设计时使用在导柱导套附近安置4根直径为ϕ15mm的复位杆34进行合模复位。复位杆34固定于上顶杆板12上,并在复位杆34上加装4支弹簧33,如图10、图16所示。
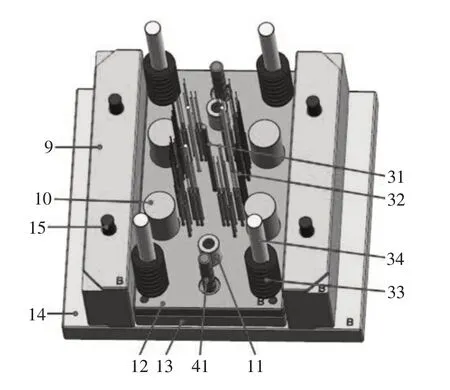
图16 动模顶出、复位装配结构
(2)冷却系统。
为保证模温在生产中一直处于注射成型工艺要求的温度区间,本模具在定模板4与定模型腔6、动模型芯7与动模板8上采用循环冷却水路布置,如图8所示。本模冷却系统能确保型腔各处均匀冷却,成形周期较短,塑件质量符合设计要求。
5 模具工作过程
模具在使用时,先拆除锁模块43,将模具冷却系统与外部冷却源连接好。
开模时:模具在注塑机的开模力的作用下,图8中定动模4、6、7、8分开,尼龙胶塞39在摩擦力的作用下带动复位杆36随着动模板8向下运动,固定在顶杆板16、17上的顶杆24在复位杆36的作用力下随着产生往下顶的动作,塑件20会跟随向下脱离定模型腔6及定模镶件25、26、27、37(注:此动作就是利用顶出力的作用:①消除塑件20因无脱模角度而产生的粘模力;②让塑件20上的倒勾从定模镶件25、27、37中强行脱离),继续开模,尼龙胶塞39在开模力的作用下脱离动模板8;开模动作完成后,接着顶杆板12、13在注塑机的顶棍的作用力下向上运动,在顶杆板12、13上的顶杆31、32开始向上运动,套在复位杆34上的弹簧33在顶出力的作用下向上压缩,继续顶出,直到在限位块11的限制下完成顶出,然后取出塑件20。
合模时:在开模状态下,注塑机上的顶棍回收,压缩状态下的弹簧33释放回弹,顶杆板12、13跟随回位,并带动固定在其上的复位杆34、顶杆31、32等部件回位。继续合模,直到复位杆34开始与定模板4端面接触闭合;与此同时尼龙胶塞39插入动模板8,复位杆36也开始与动模板8端面接触闭合,顶杆板16、17及固定在其上的顶杆24也跟随回位,最终实现分型面闭合。
6 结论
在进行汽车线束卡扣注射成型工艺模拟分析与注射模设计过程中,通过对汽车线束卡扣塑件结构、注射材料特性和塑件壁厚分析,利于MoldFlow软件,对线束卡扣完成了模流仿真分析。全面考虑“最佳浇口位置”、大批大量生产和特殊塑件结构等因素,设计了应用侧浇口的浇注方案。在注射成型模拟仿真中对影响线束卡扣表面质量和尺寸精度的因素进行了分析与探讨。在NX12软件中完成了以下内容的设计:分型面选择,型芯、型腔结构,定位与导向机构、顶出机构、复位机构以及冷却系统等,围绕汽车线束卡扣注射模设计要点及难点进行了详细阐述。在此过程中,采用了由导柱导套及原身虎口组成的定位与导向复合系统,使用了由型芯、型腔双边顶出及倒扣强行脱模的卧式注射模结构等,使塑件成型品质得到保证。
该案例具有比较强的实用性,解决了塑件无脱模角度、胶位薄且空间小的倒扣强行脱模问题,不但可以提高大批大量生产过程中的良品率,节约模具设计制造成本,对类似塑件生产具有一定参考价值。
猜你喜欢
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
模具制造(2022年2期)2022-03-25
河南科技(2021年2期)2021-04-21
装备维修技术(2020年8期)2020-11-20
数字技术与应用(2018年1期)2018-03-29
江苏农业科学(2016年9期)2016-11-28
卷宗(2013年10期)2013-10-14
现代企业文化·理论版(2009年3期)2009-04-21
