船用螺旋桨的平衡检验方法
2022-01-21 09:45:42孙赫应于霄雷王红嵩
机电设备 2021年6期
朱 晶,孙赫应,于霄雷,王红嵩
(大连船用推进器有限公司,辽宁大连 116021)
0 引言
船用螺旋桨位于船舶最末端,其主要作用是将船舶主机所发出的功率转变为推动船舶运动的推力,是驱使船舶前进的重要部件[1-3]。船用螺旋桨本身为复杂曲面回转体结构,在其整个制造过程中,通常要经过铸造、机械加工和铲磨等多道工序。在铸造工序中,为了保证螺旋桨的尺寸能够达到图纸要求,在工艺设计时人为给定了加工余量,因而浇注后获得的螺旋桨铸件均为铸造毛坯件。到机械加工工序时,在允许存在制造公差的前提下,加工完成的螺旋桨产品在会在螺旋桨螺距、每个桨叶叶片截面厚度、每个桨叶截面外形、每个桨叶截面长度、每个桨叶位置和基准线及相邻桨叶间角度等方面存在偏差,致使成品螺旋桨重心会偏离轴线,从而产生偏心距,造成螺旋桨自身不平衡,螺旋桨在水中做旋转运动推动船舶前进的过程中就会引起噪声或振动,最终将导致严重的后果[4-7]。鉴于此,成品螺旋桨在出厂前或者是受损的螺旋桨经过修理后,一般均需要使用平衡检验来确定存在偏差桨叶的重量和具体位置,通过合理而有效的处理方法,准确地控制螺旋桨的不平衡重量,以满足船级社规范要求的允许偏差质量范围[8-10]。本文对螺旋桨主要使用的平衡检验方法进行了归纳并系统地介绍每种方法的特点。
1 螺旋桨的平衡
1.1 螺旋桨的平衡检验的必要性
铸造毛坯螺旋桨经过机械加工和人工打磨后,由于桨叶外轮廓差异、单叶片质量偏差、桨叶与桨叶之间夹角不均和螺距偏移等因素,造成了螺旋桨重心与转动轴线不重合,即螺旋桨重心位置与每个叶片之间的净质量不完全相同,导致螺旋桨产生不平衡。
船舶在水中航行时,位于船舶尾部的螺旋桨围绕轴线做旋转运动推动船舶前进。当船舶行驶至浅滩水域或是旋转的桨叶碰到水面漂浮的物体,将会导致桨叶边缘发生卷边、变形、翘曲或锯齿状损伤,严重时桨叶会发生断裂,亦会造成螺旋桨完全失去平衡。
在海水中高速旋转的螺旋桨有时也会因金属材料成分不均匀或内部存在小缺陷而发生除了电化学腐蚀,加之长期工作受到的空泡剥蚀及海水冲刷腐蚀,致使各桨叶之间发生质量偏差,最终造成螺旋桨的不平衡。
鉴于上述原因,出厂前的成品螺旋桨或者受损修补后的螺旋桨均需要进行平衡检验。
1.2 螺旋桨的平衡检验理论
施加外力旋转的螺旋桨不受时间和位置变化的影响最终都可静止不动,静止后处于最高位置和最低位置的桨叶均随机,这样达到的平衡称为随遇平衡。船用螺旋桨平衡检验的基础即为随遇平衡。
1.2.1 静平衡
1)定距螺旋桨平衡检验理论
中国船级社规范及ISO484/1规定[4,11-12],检验螺旋桨静平衡装置的芯轴的摩擦力矩应遵循式(1)要求。

式中:G为计算挂重,kg;R为螺旋桨半径,m。
当螺旋桨直径D>1.5 m时,挂重为

式中:m为螺旋桨质量,kg;n为螺旋桨转速,r/min;C和p均为系数,根据转速n及螺旋桨级别系数K进行选择,不同级别螺旋桨对应的K与p值见表1。
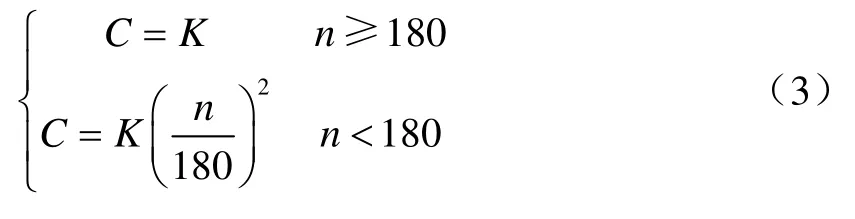
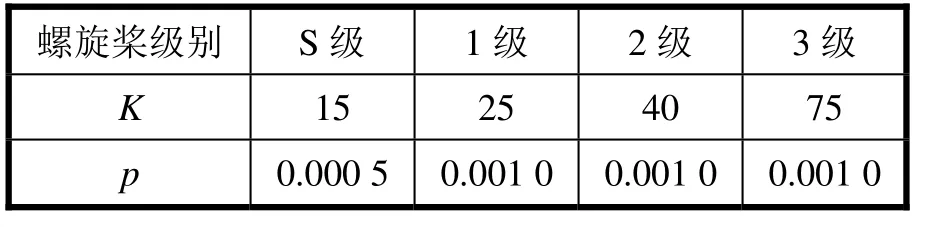
表1 不同级别螺旋桨的K和p值
当螺旋桨直径D≤1.5 m时,计算挂重根据式(4)计算。

式中:D为螺旋桨半径,m。
2)调距螺旋桨平衡检验理论
对于组合式螺旋桨(如可调距桨)部件而言,若船级社或订货方不要求对螺旋桨整桨做静平衡检验时,需要对单个叶片进行力矩平衡检验,分别确定各个桨叶重心对于螺旋桨轴线的平衡力矩。例如,四叶可调螺距螺旋桨每片叶片对于螺旋桨轴线的平衡力矩应满足式(5)要求

式中:Wi为序号为i的桨叶的重量;Xi为序号为i的桨叶重心距螺旋桨轴线的距离;N为螺旋桨转速;Δmi为序号为i的桨叶的平衡力矩;f为系数,不同级别螺旋桨对应的系数f值见表2。

表2 不同级别螺旋桨的f值
陶先荣[13]在研究螺旋桨不平衡时指出,临时支撑工装的精度对螺旋桨的静平衡有很大的影响。而贯穿轴两端轴承的实际滚动阻力Fr是影响其精度的主要因素。考虑到影响Fr的诸多因素,他采用了试验方法求Fr。通过试验可知,理论的滚动阻力Fr'可随着法向力F法的加大或螺旋桨半径R的减小而增大,如式(6)所示。

式中:k为滚轴客服滚动阻力时法向力的位移。
陶先荣在经过数次试验后获知,只有在实际滚动阻力Fr'<0.02G/R时,临时支撑工装的精度才满足要求。此外,在研究螺旋桨静平衡时,影响临时支撑工装精度还应考虑贯穿轴的垂直度、强度及与找正工装的配合间隙度等因素。
沈昌炎[6]提出了1种新的螺旋桨静平衡试验方法。在给出新方法前,他通过2种传统螺旋桨静平衡试验方法的举例,明确指出摩擦力矩的数值是影响静平衡试验结果的直接因素。随后针对上述问题,他先运用积分及线性代数计算确定了螺旋桨不平衡质量中心的几何位置及不平衡度的值。之后,经过一系列的公式推导证明,在他的平衡试验方法中,挂重值可以不受严格限制,但要通过试验计算得出确定的质量偏心距,才可以确定桨的不平衡的许可值。最后,他基于某测量叶片中心线与偏心距半径的夹角和计算的质量偏心距,借助于正弦定律的相关计算,找出处理螺旋桨较重叶片上需要削掉的位置及消掉质量。
龙旭平[14]提到螺旋桨静不平衡的主要影响因素有2点:1)螺旋桨的每个桨叶之间存在质量差;2)测试螺旋桨静平衡的设备或装置的精度存在问题。他围绕测试装置的内摩擦阻力矩Mf对螺旋桨静平衡的影响做了重点讨论。他通过严谨的科学分析后得出,在螺旋桨静平衡试验中,为了使内摩擦阻力矩在任何情况下都符合要求,可采用“2次挂重法”测量某次螺旋桨静平衡测试时试验装置的内摩擦阻力矩。由计算公式推导,他获知Mf<GR/2,这时的螺旋桨静平衡检测装置的Mf合格,国家标准GB 12916—91规定两者相等时亦可[8]。由此可知,在螺旋桨静平衡测试中,所选装置的内摩擦阻力矩Mf≤GR/2符合规定。
周洪喆[15]指出螺旋桨等速旋转时,其重心偏离转动轴线,因重量不均衡会导致离心力的产生;通过合成力偶和合成离心力不同的情况,分析了静力不平衡和动不平衡分别会在什么条件下出现。在指出了螺旋桨不平衡产生的原因及会引发的后果后,他给出了其他国家在进行螺旋桨平衡检测时经过计算推导出的允许不平衡重量,见表3。
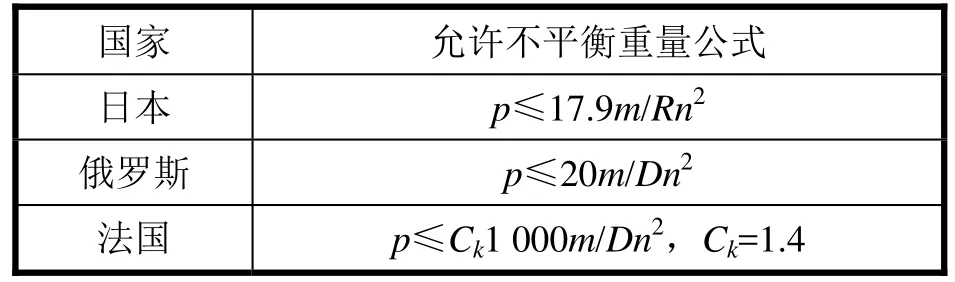
表3 国外船规常用允许不平衡重量
1.2.2 螺旋桨动平衡检验理论
中国船级社规范规定[11],设计转速在500 r/min及以上的螺旋桨一般要求做动平衡检验,允许的不平衡力矩要符合该社批准图纸的要求。若图纸对动平衡无明确要求时,则要求螺旋桨的剩余不平衡质量不得超过按以下公式进行计算得出的衡准值uper。

式中:uper为许用不平衡质量;G’为平衡品质等级,根据ISO 1940,此处G'为16 mm/s;m为螺旋桨质量;r为平衡半径,r=0.8R;n为螺旋桨转速。
华汉金等[16]针对船用螺旋桨动平衡检测问题,提出了自己的一种检验方法,主要用于发现和排除螺旋桨入水前高速旋转时自身引起的振动,可避免与螺旋桨空泡噪声混淆。他的方法以假设某转速条件下,螺旋桨动不平衡质量力矩与其引起的振动振幅变化趋势相同为前提条件,在计算出螺旋桨外加一个不平衡配重而产生的不平衡力矩导致的振动的振幅A配重后,再计算该螺旋桨最初动不平衡力矩m初与y初的乘积。他通过4次测试振动的试验,分别得出了最初动不平衡振幅、外加一个配重于螺旋桨桨毂某位置后的动不平衡振幅、第2次试验中的配重加于前次试验轴对称位置后的动不平衡振幅和A配重与m初和y初的乘积。通过第4次试验的验证可知,在排除螺旋桨振动后,可判断出加配重桨叶的轻重,经过进一步的构图结合计算,最终可得出螺旋桨动不平衡的位置及重量。
螺旋桨平衡的理论一般以中国船级社规范或ISO 484/1为依据。综上可知,在螺旋桨平衡检验方法的研究中,研究者们更多考虑的是静平衡检验设备的精度,如贯穿轴的两端轴承的滚动阻力及设备的内摩擦力矩的值都会对平衡检验结果有一定的影响。未来的静平衡检验研究,应该多以实测为主,反复试验,不断积累检验数据,从而逐步排除检验设备对平衡结果的影响,只针对螺旋桨自身而言,使静平衡检验结果更精准。对于动平衡检验方法的研究,因为螺旋桨在旋转的动态条件下试验,可以考虑与螺旋桨振动和螺旋桨噪声结合研究,通过大量的试验数据排除不相关
猜你喜欢
火控雷达技术(2023年2期)2023-07-15 14:00:06
航空发动机(2020年3期)2020-07-24 09:03:16
固体火箭技术(2018年6期)2019-01-18 10:56:26
中国修船(2017年6期)2017-12-22 00:45:01
上海大中型电机(2017年3期)2017-11-13 03:38:54
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:07
振动工程学报(2015年2期)2015-03-01 01:16:07
广东造船(2015年6期)2015-02-27 10:52:46
上海大中型电机(2014年4期)2014-07-24 19:00:30
中国舰船研究(2014年1期)2014-05-14 06:40:47