UCT-MBR工艺在北京市某污水处理厂提标扩容改造中的设计及运行
2022-01-12 08:58李一龙
净水技术 2022年1期
李一龙,包 宇
(1.北控水务<中国>投资有限公司,北京 100102;2.中煤科工集团北京华宇工程有限公司,北京 100120)
随着经济和技术的发展,MBR工艺在污水处理厂的新建和提标改造中得到了一定范围的应用。传统MBR工艺常耦合活性污泥法、AO、AAO等,实际运行中存在TN、TP去除率受限的情况。根据研究,UCT工艺在实际应用中能最大程度地挖掘生物除磷的潜力,实现低磷排放[1]。同时,MBR可取代传统生物工艺中的二沉池[2],出水水质稳定。UCT-MBR的组合工艺适用于占地面积受限且高排放标准的污水处理厂。本文以北京市某污水处理厂提标扩容改造为例,在用地面积受限、冬季低水温、出水水质标准高的条件下应用UCT-MBR工艺,提出相应的工艺方案,并对其运行效果进行分析。
1 工程概况
北京市某污水处理厂一期设计规模为8×104m3/d,占地为66 900 m2,服务面积约为50 km2,采用Carrousel氧化沟工艺,出水水质达到《城镇污水处理厂污染物排放标准》(GB 18918—2002)中一级B标准。该厂于2007年正式运行,出水水质稳定。现状污水处理厂工艺流程如图1所示。
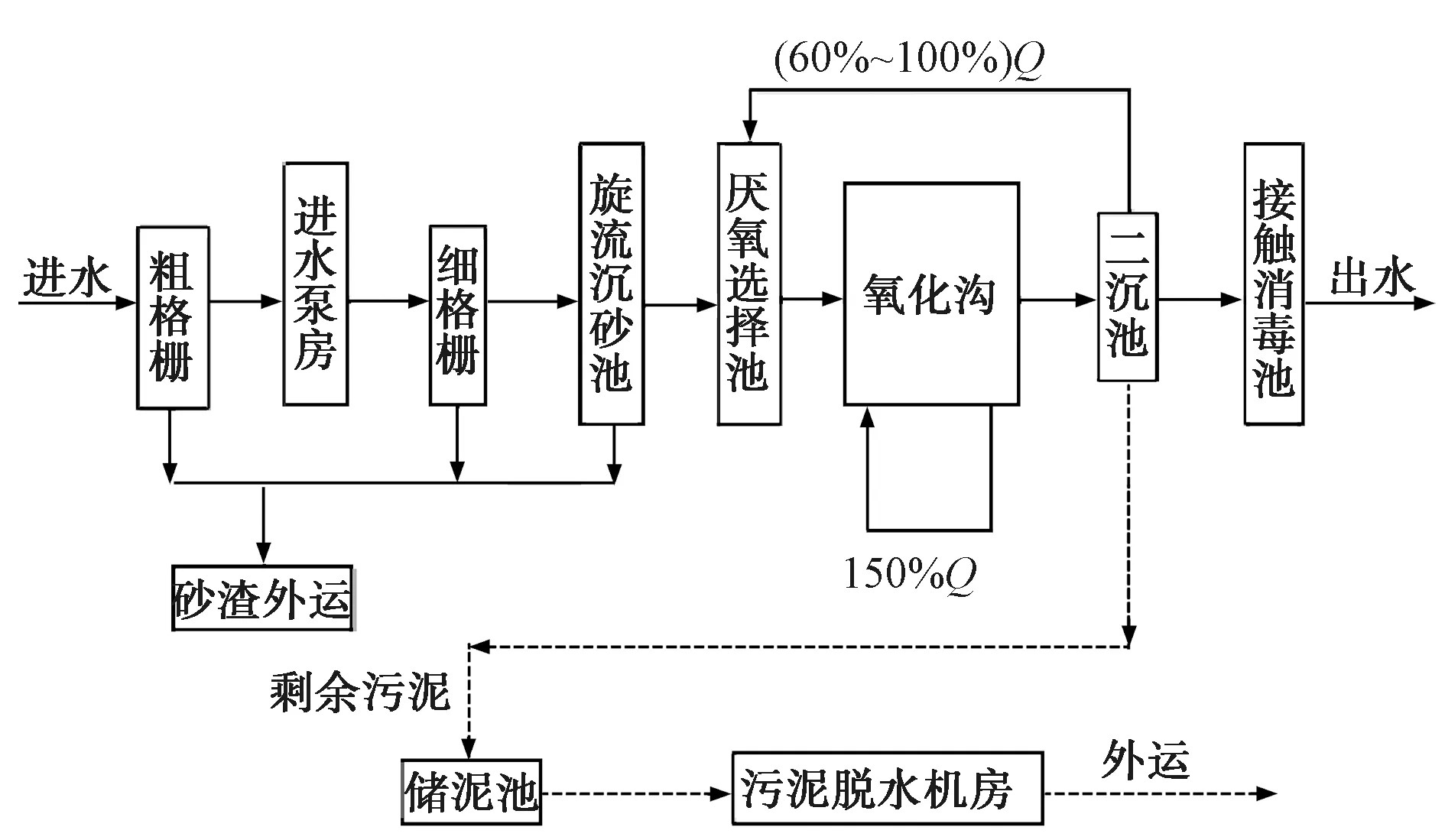
图1 改造前污水处理厂工艺流程Fig.1 Process Flow of WWTP before Reconstruction
2 现状问题
随着城镇经济的发展和排水管网的完善,污水处理厂处理能力不足,需进行扩容。根据2012年北京市政策要求,污水处理厂出水标准执行《城镇污水处理厂水污染物排放标准》(DB 11/890—2012)中的B标准,需进行提标改造。污水处理厂各类设备腐蚀损坏严重,池内溶解氧不足,有沉泥现象。运行中冬季进出水水质的CODCr、BOD5、氨氮及TN波动较大,进水水温约为15 ℃,硝化、反硝化反应均受到抑制,生物除磷效果不佳,加药量较大造成污泥增多,外运费用增加。
3 提标改造工程设计
3.1 主要设计思路
①根据污水处理厂历年进出水水量、水质数据进行统计分析[3],结合中远期规划,确定提标改造后的设计水量、进水水质。
②基于有限的场地,根据要求的出水水质,确定各阶段污染物去除率,选用占地面积适宜、运行可靠的工艺,确定工程设计方案。
③针对现有的运行情况,分析出水指标的达标情况,确定主要关注的指标为CODCr、氨氮、TN及TP。
3.2 设计水量、水质
污水处理厂根据规划数据、人口指标法及占地用水量指标法测算,确定提标改造设计规模为18×104m3/d,远期为30×104m3/d。2013年—2014年该厂进水水量大于设计水量,日均值达到9.5×104m3/d,其中5月—8月日均进水量约为10.8×104m3/d,处于超负荷运行状态。进水水质总体波动较大,其中CODCr(384~986 mg/L)、BOD5(124~520 mg/L)、SS(150~572 mg/L)及TP(6~14 mg/L)指标波动最为明显,氮素指标则相对平稳。改造采用频率统计法[4]对进水水质进行统计,选取90%涵盖率的进水水质作为改造后设计进水水质依据,并参考区域其他污水处理厂进水水质,确定改造后进水水质。出水水质执行《城镇污水处理厂水污染物排放标准》(DB 11/890—2012)中的B标准。改造前后的设计进出水水质及现状实际进出水水质如表1所示。
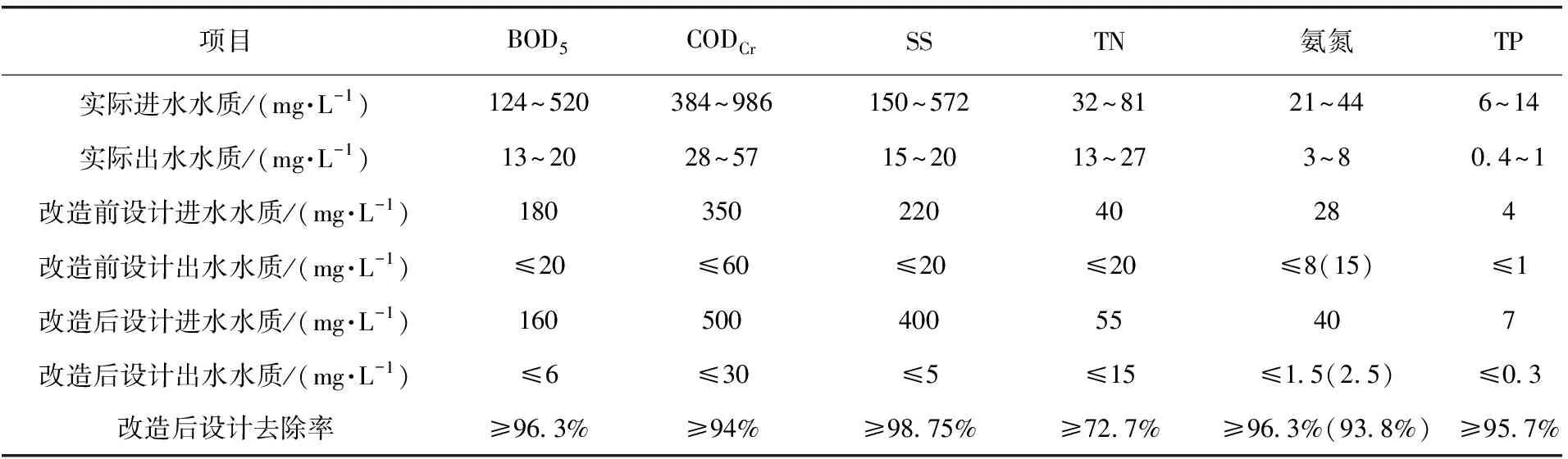
表1 改造前后的设计进出水水质及现状实际进出水水质Tab.1 Existing Influent and Effluent Water Quality and Design Water Quality before and after Reconstruction
3.3 工艺选择
国内污水处理厂的提标改造工艺繁多,主流思路为3类:(1)在二级生物处理段原位改造,增加污泥浓度,提高微生物活性,加强脱氮除磷效果,主要有MBBR工艺、MABR工艺等;(2)增加后续深度处理环节,强化去除污染物,比如各类高效沉淀池、反硝化滤池、高级氧化及其变形组合工艺;(3)应用MBR工艺,实现HRT和SRT的分离,提高污泥浓度并加强脱氮除磷效果。3种改造思路均有提标改造的实际案例,但单一应用某种方式,一般能稳定达到国标一级A排放标准,针对本项目的准IV类水排放标准,多应用多种方式串联的形式。浙江省某污水处理厂应用Bardenpho+MBBR+高效沉淀池+反硝化滤池工艺改造后达到准IV类水排放标准[5],而北京市、天津市地区污水处理厂的提标改造多以MBR+臭氧氧化为主[6]。3种类型的改造思路各有侧重,具体选择中工艺的主要限制因素为排放标准、占地面积和地区技术推广程度[7],导向因素则包括投资、运行费用、管理难度等。排放标准执行京标B类,规定为日均值达标即可,但实际监测执行过程中多以瞬时样为依据,对工艺的抗冲击性、稳定性提出了更严苛的要求。另外,占地面积也是选择工艺的决定性因素之一。厂区现占地约为53 395 m2, 用地面积远小于建设标准,且明确近期无可扩展用地,该因素直接限制了工艺选择的范围。一般MBR、MBBR、MABR等工艺处理市政污水,出水CODCr含量能达到30 mg/L左右。针对进水组分有一定比例的工业废水,进水CODCr波动较大的情况,设置紫外、臭氧催化联合氧化保证出水CODCr含量稳定低于30 mg/L,同时降低出水色度,提高再生水回用感官效果。
如图2所示,厂区右上为办公区,该区域不能利用,厂区实际工艺用地约为45 000 m2。处理规模扩大至18×104m3/d,增容2.25倍,预处理需要按远期30×104m3/d水量考虑,同时兼顾改造期间不停水,对工艺的集约化和模块化有更高要求。主体工艺选择应用比较广泛的MBR工艺和MBBR工艺进行比较分析。

图2 污水处理厂改造前平面布置Fig.2 Layout of WWTP before Reconstruction
原氧化沟污泥质量浓度在3~4 g/L,总停留时间约为16.5 h,通常MBR工艺运行良好时污泥质量浓度为8 g/L以上,按该数值核算,原氧化沟改造为MBR生物池需补充容积和停留时间。将南侧二沉池、紫外消毒拆除,建设好氧池、膜池和膜车间、深度处理等,组成UCT-MBR工艺。MBBR工艺为复合泥膜,污泥质量浓度按6 g/L计算,需补充建设二段缺氧、好氧生物池,组成五段Bardenpho+MBBR+双层矩形沉淀池+加砂混凝沉淀池。除原氧化沟外,其余可利用占地面积约为12 500 m2。具体工艺比较如表2所示。
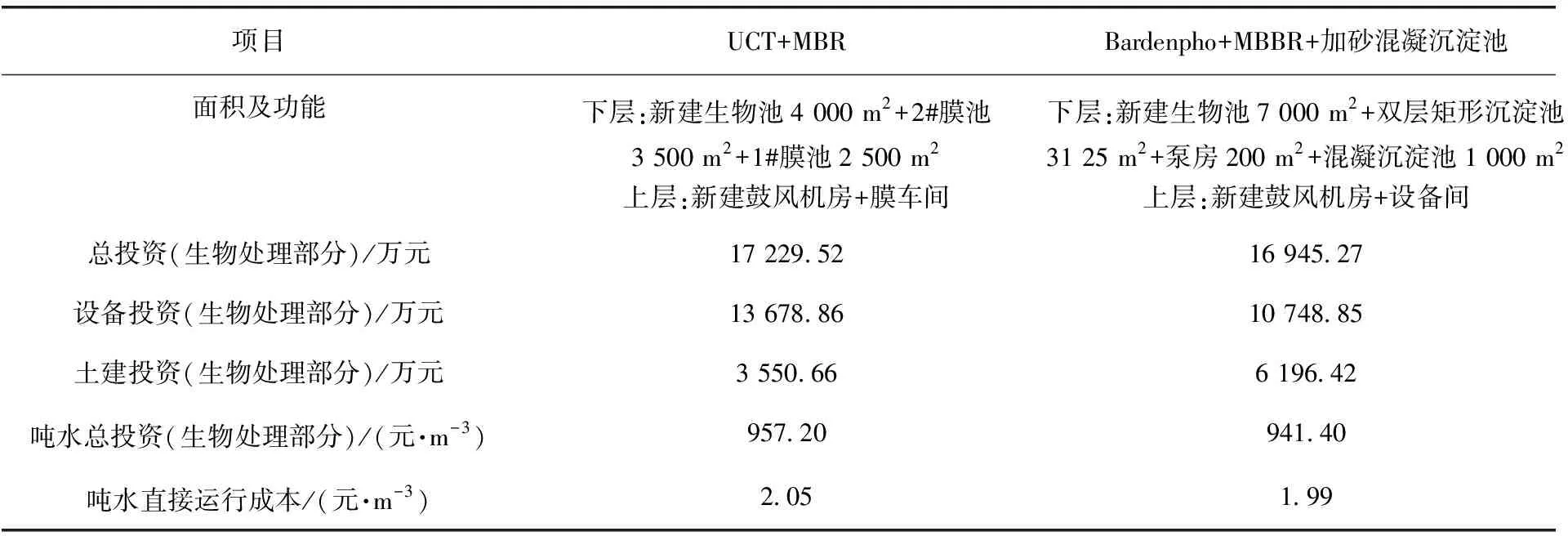
表2 工艺对比Tab.2 Processes Comparison
两种工艺在投资和运行成本上差别不大,占地面积及工艺集约化方面MBR均占优势。改造后的平面布置如图3所示。
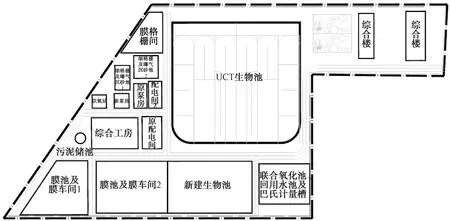
图3 污水处理厂改造后平面布置Fig.3 Layout of WWTP after Reconstruction
3.4 工艺流程
污水处理工艺选用预处理+UCT-MBR+臭氧紫外联合氧化消毒。工艺流程如图4所示。
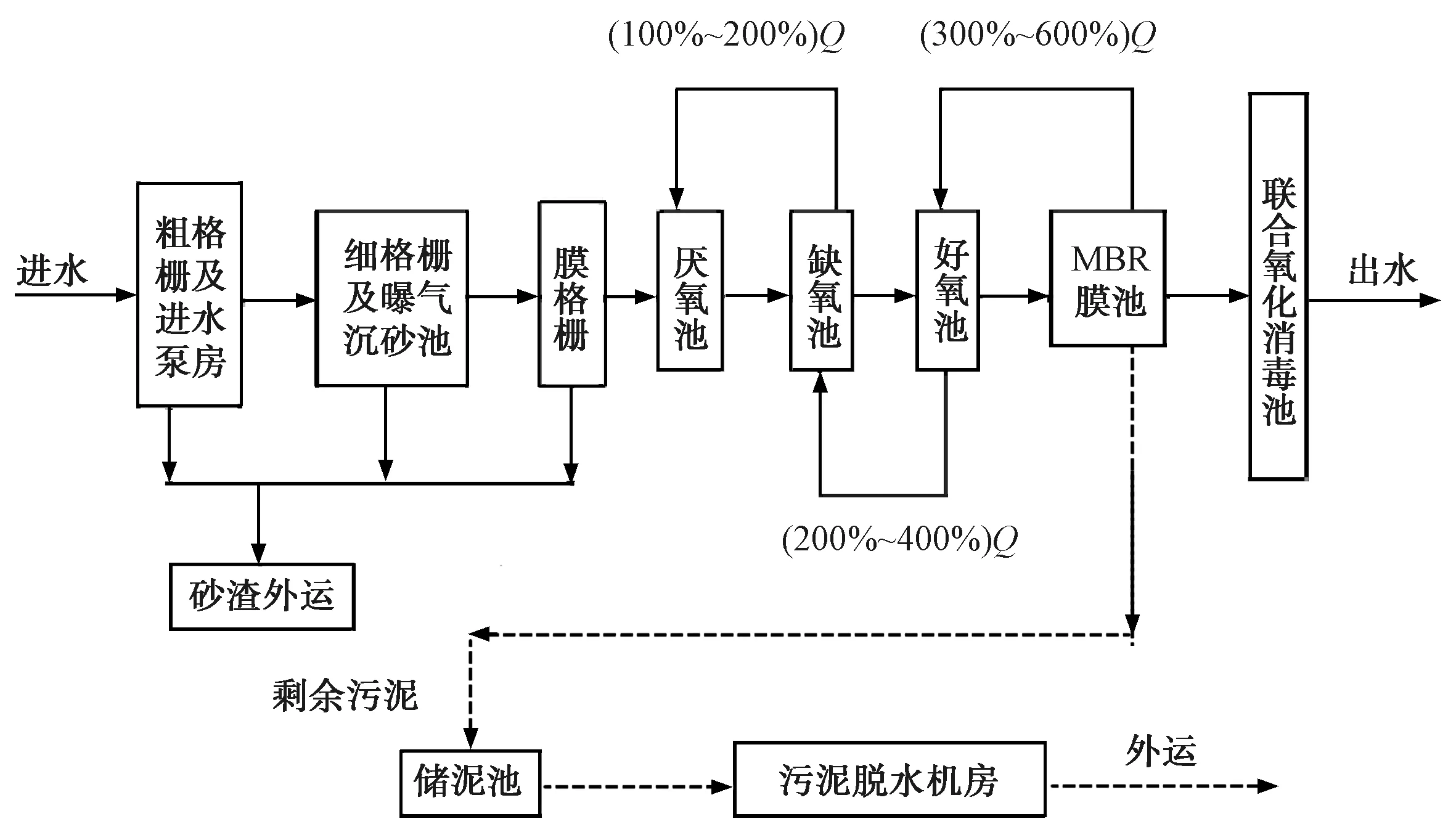
图4 改造后污水处理厂工艺流程Fig.4 Process Flow of WWTP after Reconstruction
3.5 工艺设计
3.5.1 预处理
预处理阶段设粗、细、超细3级格栅,格栅间隙分别为20、5、1 mm。保留原有的粗格栅和提升泵房,更换提升泵,使其规模达到10×104m3/d,另新建20×104m3/d的粗格栅和提升泵房。拆除原有效果不佳、占地过大的细格栅和旋流沉砂池,新增细格栅及曝气沉砂池两座,规模对应提升泵房。曝气沉砂池最大流量水平流速为0.1 m/s,对应停留时间为2.7 min。新建近期规模为18×104m3/d的膜格栅间,尺寸为31.8 m×21.95 m×8.1 m,使用转鼓式膜格栅,配套中压、高压冲洗泵进行阶段性清污,压力分别为0.8、15.0 MPa。
3.5.2 UCT生物池、膜池
原氧化沟尺寸为120.75 m×113.7 m×5.9 m,改为UCT生物池的厌氧区、缺氧区和部分好氧区,设计规模为18×104m3/d,总停留时间为11.7 h,其中厌氧池、缺氧池、好氧池的停留时间分别为1.6、3.2、6.9 h。改造前氧化沟局部池体污泥沉淀形成死区,整体充氧效果欠佳。拆除原有表曝机及推流器,原有厌氧区不变,原有氧化沟区域增加、拆除或改造隔墙,形成5段缺氧和好氧区。厌氧、缺氧池增设潜水搅拌机,好氧池增设管式微孔曝气器2 600组,并设置3段回流系统,其中膜池至好氧池回流、好氧池至缺氧池回流均设置在新建生物池,缺氧池至厌氧池回流设置在改造生物池。具体改造分区如图5所示。
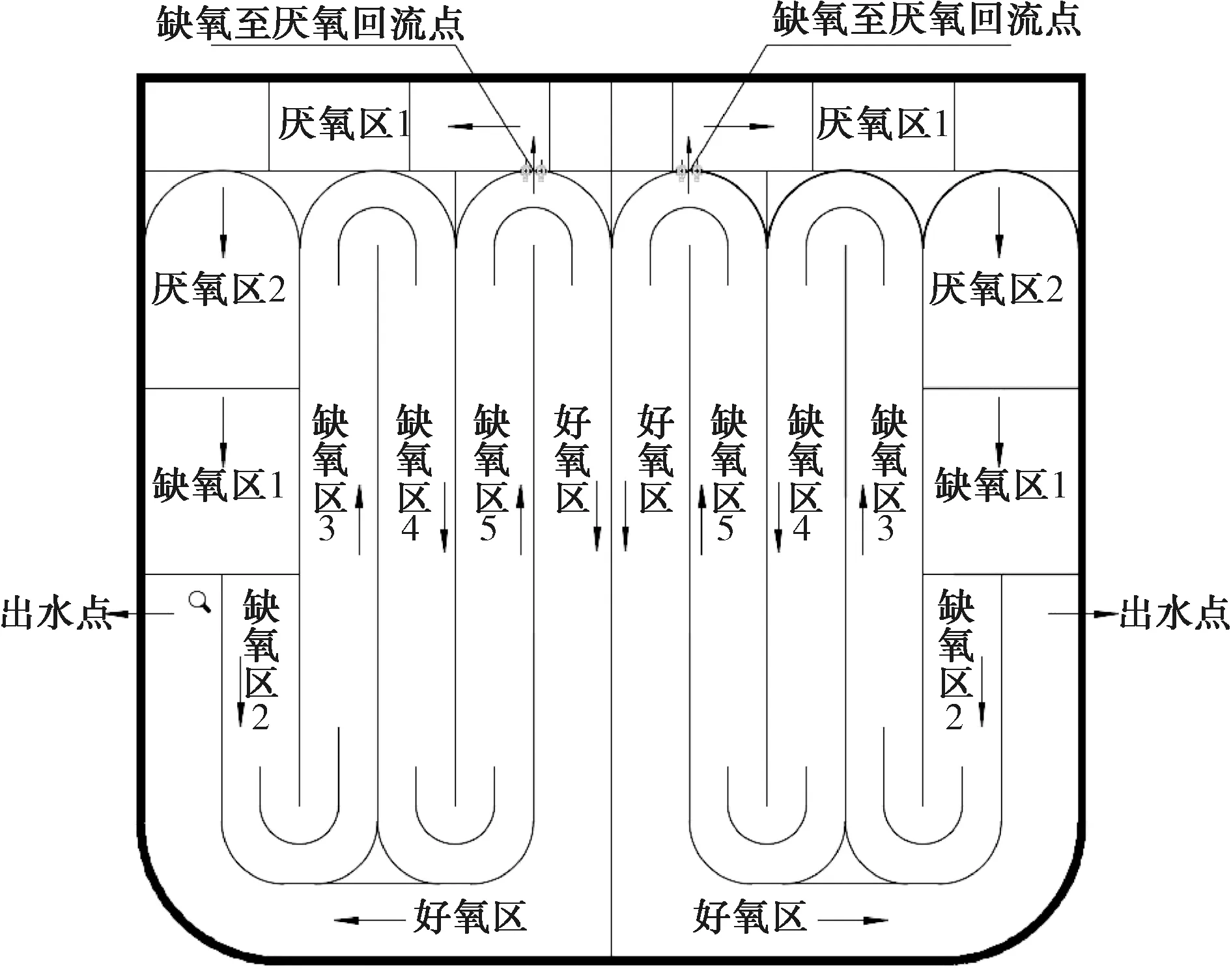
图5 生物池改造分区Fig.5 Reconstruction Partition of Biological Pond
新建扩容部分的生物池尺寸为79.9 m×48.6 m×8.0 m,膜池和新建生物池合建,尺寸为67.5 m×48.6 m×5.0 m,膜车间新建于池顶。生物池污泥质量浓度为5 000~8 000 mg/L,污泥负荷为0.05 kg BOD5/(kg MLSS·d)。膜池停留时间为2.4 h,平均膜通量为15 L/(m2·h),污泥质量浓度为8 000~12 000 mg/L,运行方式为过滤11 min、擦洗1 min。膜池至好氧池前端回流比为300%~600%,好氧池至缺氧池前端回流比为200%~400%,缺氧池末端混合液回流至厌氧池回流比为100%~200%。
3.5.3 联合氧化消毒池
MBR出水泵入联合氧化消毒池(含前臭氧接触池、封闭式紫外系统、后臭氧接触池及巴氏计量槽),按远期规模30×104m3/d设计,尺寸为37.5 m×24.2 m×7.50 m,池型为矩形,分为两个系列,每系列设1格前臭氧接触池和两格后臭氧接触池,设3段布气区,每段停留时间为10 min,臭氧投加量总计20 mg/L。紫外模块设置8套,远期增加4套,每套60只灯管。紫外系统前后两个臭氧投加量可以调节,臭氧发生器气源采用氧气源,臭氧系统设置纯钛金属曝气头440个,外径为150 mm,通气量为3 m3/h,氧利用率为18%~28%。配套建设供氧站,内设两套50 m3的液氧储罐、汽化器、减压装置和电加热装置。接触池出水经巴氏计量槽计量后可直接排至小中河,也可加余氯后进入回用水池。回用水池与联合氧化消毒池及巴氏计量槽合建。污水最终消毒后外排,部分水量补投次氯酸钠进行回用。
4 改造运行效果
项目于2018年开始稳定运行。2018年1月—2019年11月平均月进水量为382万t,进水水量较为平稳。进水水质波动较大,各项污染物均值对比2013年—2015年呈下降趋势,基本稳定在设计进水水质之内。实际出水各项污染物指标均稳定达到设计出水水质标准(表3)。

表3 改造后进出水水质Tab.3 Influent and Effluent Water Quality after Reconstruction
改造后出水CODCr质量浓度平均为15.10 mg/L,平均去除率从93.3%提升至95.4%。未使用臭氧催化氧化的出水CODCr质量浓度在30 mg/L左右,使用后出水CODCr质量浓度稳定在30 mg/L以下,说明工艺对有机物有良好的去除效果。出水TN质量浓度平均为11.10 mg/L,改造后平均去除率从69.3%提升至77.5%,在夏季均值为8.20 mg/L,在冬季均值较高,通过提高回流比、投加少量碳源的方式亦能稳定在15 mg/L以下。改造后出水TP质量浓度平均为0.25 mg/L,平均去除率从92.1%提升至96.6%。改造前采用幅流式沉淀池,存在漂泥现象,需投加大量药剂增强除磷效果。改造后去除率提高至95%以上,除磷效果显著好转。应用中UCT工艺采用多段回流,避免混合液中高溶解氧及硝态氮对厌氧释磷的影响,为聚磷菌提供了良好的环境。另外根据唐忠德等[8]研究表明,污泥中反硝化除磷菌(DPOs)富集强化了MBR的除磷效果。
运行中出水TP在冬季并未出现显著波动,去除率均值为96%,除磷加药量亦未显著增多。原因可能是冬季系统运行中污泥龄延长,适合世代周期较长、增长缓慢的反硝化除磷菌增殖,增强了低温下反硝化除磷的效果,增加了反硝化除磷的除磷占比。
5 技术经济指标
项目总投资为58 464.57万元,其中直接工程费用为41 063.64万元。项目直接运行成本主要包括电费、人工费、药剂费、污泥外运费用、设备维修费等,合计为2.05元/m3(测算值)。
6 结论
(1)采用UCT-MBR工艺对北京某污水处理厂进行提标改造,改造后出水指标CODCr、BOD5、SS、氨氮、TN、TP质量浓度均值为15.13、3.32、2.42、1.19、11.12、0.25 mg/L,出水水质满足北京市地标B标准。
(2)改造后系统具有较好的抗冲击负荷能力,冬季低温高负荷情况下,采取增大回流比、加强曝气、适当延长污泥龄等措施,在少量投加碳源的情况下,有效地增强系统脱除氮素的能力。
(3)UCT-MBR具有良好的脱氮除磷效果,工艺适用于占地受限、冬季低温、排放标准高、出水标准严格的污水处理厂新建或提标改造中应用。
猜你喜欢
今日农业(2022年4期)2022-11-16
中国资源综合利用(2022年9期)2022-10-13
科学家(2022年4期)2022-05-10
现代矿业(2022年3期)2022-04-09
煤气与热力(2021年10期)2021-12-02
建材发展导向(2021年7期)2021-07-16
科学大观园(2020年18期)2020-09-16
建材发展导向(2019年11期)2019-08-24
海峡科技与产业(2016年3期)2016-05-17
消费者报道(2015年7期)2015-12-05