对半拼接的NCu30复合钢板封头高温压制工艺探讨
2022-01-07 07:34马险峰
化工装备技术 2021年6期
马险峰*
(广州广重企业集团有限公司)
0 前言
NCu30 镍铜合金是一种耐腐蚀合金,对应美国ASME 标准中的Monel 400(NS04400)牌号,具有优良的耐还原性介质腐蚀能力,被广泛应用于石油化工行业。而为了降低制造成本、提高产品的经济性,将NCu30 镍铜合金钢板与普通钢板(碳素结构钢、低合金高强度结构钢、优质碳素结构钢等)复合,使之同时具有两种不同钢种的特性,既有NCu30 的耐蚀性,又具有普通钢价格低廉、强度高等优点,复合板的成本性价比更具优势。
某卧式气液分离器,设计压力为3.1 MPa, 设计温度为120 ℃,内直径为3 400 mm,介质是氢气、油气(含H2S)和含硫水。考虑到液态介质是含硫水,成分复杂,但只存在于设备的下半部分,为了节省设备成本,设备中心线以下则选用NCu30+Q345R 复合钢板, 设备中心线以上选用Q345R(R-HIC)钢板。因此,与设备同一截面采用单一材料不同,本设备主体材料同一截面由碳钢和复合板两种材料对半拼接而成,并且复合板的覆层采用NCu30 镍铜合金。
主体结构和材料的特殊性提高了设备的制造难度。封头成型是该设备制造过程的关键过程,本文就封头的制造工艺进行了探讨。
1 封头特点
该封头为标准椭圆封头。使用的板材以设备中心线为界,下部为NCu30+Q345R 复合钢板,最小板厚要求为(3+35.7)mm,上部为Q345R(R-HIC)钢板,最小板厚要求为35.7 mm。其结构形式可见图1。
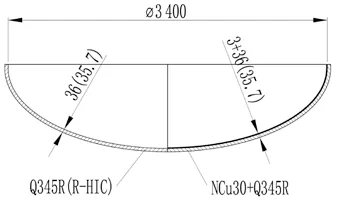
图1 封头截面图(单位:mm)
封头所用NCu30+Q345R 复合钢板的NCu30 镍铜合金覆层会和封头基层板材一起高温压制,在封头压制成型、热处理后NCu30 镍铜合金覆层应保持原有的耐腐蚀性能。
2 难点分析
封头的最小板厚要求为35.7 mm,考虑到压制过程中的板厚减薄因素,封头板基层的下料厚度应至少为40 mm,因此基层材料必须采用正火材料且只能采用高温冲压成型的压制工艺[1]。封头高温冲压成型的压制过程是将板材加热到950~980 ℃后进行压制,终压温度≥870 ℃,成型后再按基层材料进行正火热处理,热处理温度为(915±15)℃。复合钢板的NCu30 镍铜合金覆层以退火状态交货和使用,但随基层材料加热成型及随后的正火处理后,其热处理状态已发生变化[2]。覆层材料的热处理状态变化后,其原有的耐腐蚀性能能否保持,是封头制造工艺必须考虑的重要键因素[3]。
一般情况下,封头材料要么全部是同一种材料的非复合钢板,要么全部采用复合钢板。但该设备封头采用了NCu30+Q345R 复合钢板和Q345R(R-HIC)钢板两种材料。在基层厚度相同的情况下,封头壁厚结构将会与NCu30+Q345R 复合钢板厚度一致,而比Q345R(R-HIC)钢板多3 mm。这种壁厚不同的结构将使封头在冲压成型过程中难以形成圆滑内表面。
另外,封头采用两种板材,需要确定是基层Q345R(R-HIC)与Q345R 先拼接,再单边复合NCu30,还是基层Q345R 先与NCu30 复合,再与Q345R(R-HIC)钢板拼接的问题。
3 工艺方案设计
3.1 验证NCu30镍铜合金覆层在随基层板压制成型热处理后的耐腐蚀能力
为了保证NCu30 镍铜合金覆层材料在经历高温成型及热处理后依然具备耐腐蚀的能力,封头的制造工艺须保证覆层在经历高温成型及热处理后能通过氯离子应力腐蚀试验。
为了检测该封头高温冲压成型的压制工艺及热处理工艺对NCu30 镍铜合金覆层性能的影响,在工艺方案中提出制作三组NCu30 镍铜合金覆层高温模拟试件,采用YB/T 5362—2006《不锈钢在氯化镁溶液中应力腐蚀试验方法》标准进行试验检测,测试试验温度为155 ℃,试验溶液为45% MgCl(质量分数),加载方式为U 型弯。试验其进行两个周期,每个周期为96 h。为了模拟封头高温冲压后的热处理过程,试件NCu30 镍铜合金材料须先经900 ℃热处理。
3.2 调整封头基层板材厚度
原设计中,NCu30+Q345R 复合钢板下料厚度为(3+40)mm,Q345R(R-HIC)钢板下料厚度为40 mm,导致NCu30+Q345R 复合钢板厚度比Q345R(R-HIC)钢板厚度多3 mm。封头壁厚不同,会造成封头内壁不平整,在封头的冲压成型过程中使封头表面不圆滑。一种方案是压制时在Q345R(R-HIC)钢板表面垫一块3 mm 厚的钢板,来消除封头的壁厚差异。但实际情况是由于压制时板厚存在差异,且不同材料的变形延伸不同,所垫的3 mm 钢板会脱离封头内表面,影响封头压制后的成型质量。为了使封头压制后形状圆滑流畅,将Q345R(R-HIC)钢板下料厚度调整为43 mm,可换封头板内壁无形状突变。
3.3 封头板材拼接顺序
先将基层Q345R(R-HIC)与Q345R 板拼焊,再单边复合NCu30 覆层材料,这个工艺顺序可能存在爆炸复合后复合板达不到B1 级要求而使整块拼接板材作废的技术风险。
先将Q345R 基层板复合NCu30 覆层材料,可以保证复合板符合NB/T 47002.2—2009《压力容器用复合板 第2 部分:镍-钢复合板》标准的B1 级要求的基础上,再进入下个工序。故采用封头板先复合再拼接的工艺,然后将合格的NCu30+Q345R 复合钢板与Q345R(R-HIC)钢板进行拼接[4-6],拼接坡口可见图2。拼接时采取措施保证错边量不超过1 mm[7]。拼焊、冲压成型后对拼接焊缝进行100%射线+100%渗透(覆层)/100%磁粉(碳钢)无损检测。RT 射线探伤检测技术水平AB 级,符合NB/T 47013—2015 标准的II级为合格;磁粉及着色探伤符合NB/T47013-2015 标准的I 级为合格。
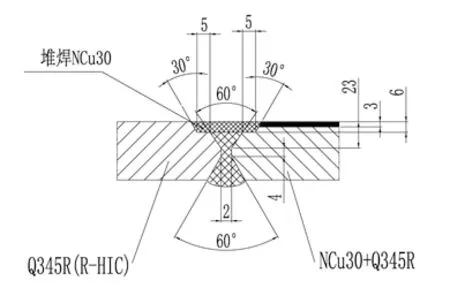
图2 封头板拼焊坡口图(单位:mm)
4 工艺方案实施
4.1 验证NCu30镍铜合金覆层的耐腐蚀情况
采用模拟试件进行试验,检测Ncu30 镍铜合金材料在随基层板压制成型热处理的耐腐蚀性能。三组试件的理检测结果分别如图3~图5 所示。
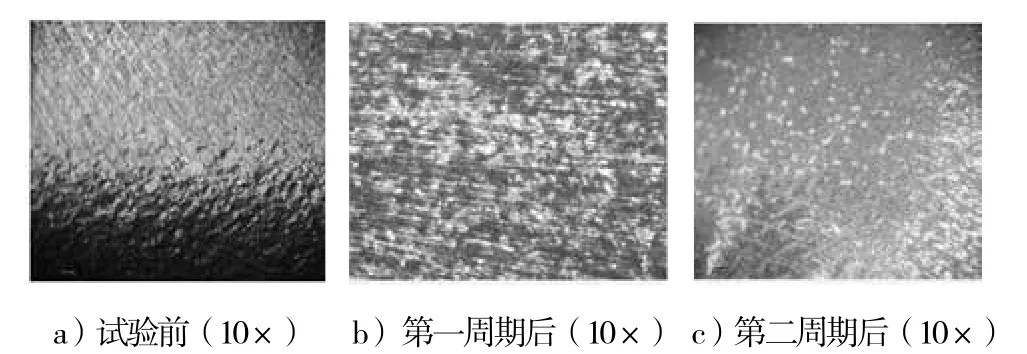
图3 第一组试件金相图
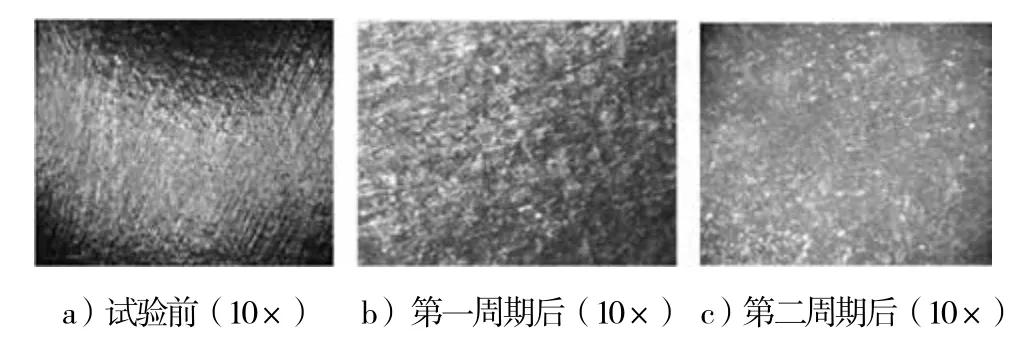
图4 第二组试件金相图
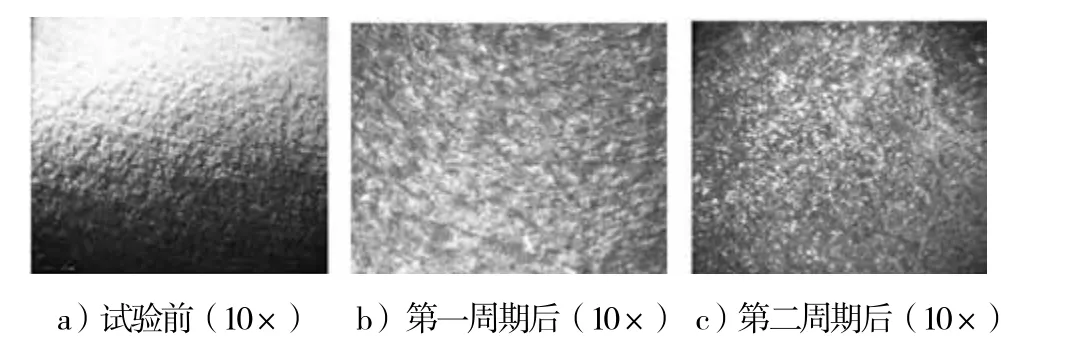
图5 第三组试件金相图
从三组试件的第二周期金相图来看,试件均没有出现裂纹。证明封头高温冲压成型的压制工艺及随后的热处理工艺不影响NCu30 镍铜合金材料的耐氯离子应力腐蚀能力。
4.2 封头压制成型
在确保NCu30 镍铜合金材料的耐氯离子应力腐蚀能力不受影响的基础上,通过采用调整封头板厚、将材料先复合后拼接的加工制作工艺,使得实际压制成型的封头尺寸符合规范要求,焊缝无损检测结果也满足设计要求。
5 结论
通过设计对半拼接的NCu30 复合钢板封头高温压制的制造工艺及其实施结果,可以得出以下结论:
(1)NCu30+Q345R 复合钢板经历封头成型过程中的高温加热及热处理后,NCu30 镍铜合金覆层的耐氯离子应力腐蚀能力没有受到影响。
(2)当封头板所用板材厚度不同时,为了保证封头的成型质量,应将板材调整至厚度相同,然后再压制成型。
(3)对于一些特殊介质的压力容器容器及其封头,同一截面采用一半复合板、一半碳钢的结构,在制造工艺上是可行的。而该结构较全复合板结构在经济性上更有优势。
猜你喜欢
石油和化工设备(2022年4期)2022-07-13
中国水运(2022年4期)2022-04-27
矿冶工程(2021年6期)2022-01-06
有色金属材料与工程(2021年2期)2021-11-28
粉末冶金技术(2021年1期)2021-03-29
石材(2020年11期)2021-01-08
中国金属通报(2020年7期)2020-11-04
热喷涂技术(2020年1期)2020-07-16
热喷涂技术(2019年3期)2019-11-14
模具制造(2019年3期)2019-06-06