底吹炼铜熔池液面波动数值模拟
2022-01-07 02:36戴志海张斌彭金鹏李明周葛诗怡袁启盛
有色金属科学与工程 2021年6期
戴志海, 张斌, 彭金鹏, 李明周, 葛诗怡, 袁启盛
(1. 江西理工大学材料冶金化学学部,江西 赣州341000; 2. 中南大学冶金与环境学院,长沙410083)
0 引 言
富氧底吹炼铜炉是一种卧式圆筒形熔池熔炼炉,广泛用于铜、铅、锑等金属的冶炼,其结构如图1 所示。 富氧空气从熔池底部鼓入,铜精矿颗粒在强烈搅动的熔池中发生氧化反应,生成的物质快速循环迁移后上浮进行造渣反应和造锍反应[1]。 从熔池底部进入的富氧空气对熔池的强烈搅拌能够显著改善熔池中的传质和传热条件,加快熔炼进程。此外,铜的底吹熔炼工艺对原料适应性强,能耗低,环境污染小,冶炼成本低,近年来得到了快速发展[2]。
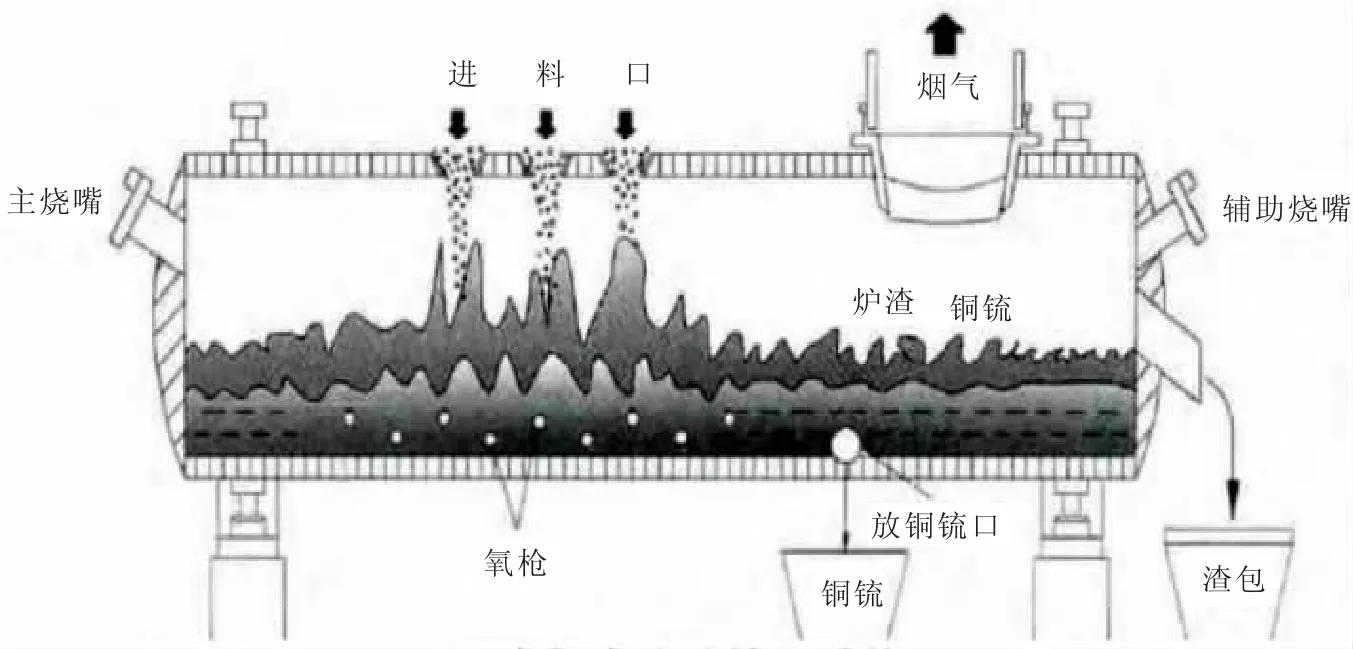
图1 富氧底吹熔炼炉结构Fig. 1 Structure of oxygen bottom-blowing furnace
数值模拟方法可以快速、 准确得到冶金炉内的多物理场分布信息, 结合物理模型可以使得模拟结果准确度得到显著性提高[3-5]。 很多学者使用数值模拟结合实验的方法对底吹炼铜过程进行了研究。Tang 等用CFD 研究了底吹熔炼炉内气-液相互作用,包括混匀时间,气泡在熔体中的停留时间以及喷溅等[6]。 张振扬等运用数值模拟的方法对底吹熔炼炉内氧气-铜锍两相流动进行三维瞬态模拟,研究了炉内气泡主要参数、气含率分布规律、氧枪出口附近压力变化以及液面波动情况,借助高速摄像仪设备,对水模型实验中气泡形成、合并、变形及破碎过程进行了分析[7]。 郭学益等运用数值模拟的方法研究了氧气底吹炉氧枪布置方式对熔池气液两相分布、 熔体喷溅高度、熔池气含率、熔池速度场和熔池流线分布等影响[8]。 LI 等采用VOF 多相流模型和标准湍流模型对底吹熔炼炉内气-渣-铜锍三相流动过程进行仿真模拟,对炉内气液两相流动规律、炉内各相速度场、熔炼炉喷溅机理进行分析, 获得了炉内各流动区域特征[9]。 罗谦等采用水-石蜡油冷态模型实验对底吹炉沉降区内的液面波动行为进行了研究,发现适当增大氧枪直径和倾角、减小气体流量和降低液面高度,可有效减缓沉降区液面波动的剧烈程度,但氧枪倾角过大会导致沉降区出现位置后移, 不利于渣-金属分离[10]。 穆亮照等模拟研究了底吹炉内气-锍-渣多相流场,计算结果表明,改变靠近排渣端氧枪数量对延长澄清区长度、降低渣含铜具有显著的积极影响[11]。
熔池液面在高压气流作用下产生的波动会不断冲刷炉壁耐火材料表面, 加剧已经与炉内渣和铜锍发生了高温反应的耐火材料的侵蚀导致其剥落,从而迫使炉子频繁停产维修,严重影响生产的连续性[12]。铜底吹熔炼炉的耐火材料内衬主要为昂贵的镁铬质材料, 具有较好的抗化学腐蚀和热腐蚀性能, 因此熔体对炉衬的冲刷造成的机械侵蚀是主要侵蚀方式[13]。本文使用数值模拟软件对铜底吹熔池熔炼炉的流动过程进行数值模拟, 分析熔池内的流动规律及液面波动特性, 并对流动参数进行优化。
1 数学模型
1.1 基本控制方程
基本控制方程包括质量守恒方程和动量守恒方程。 质量守恒方程即连续性方程,其表达式为[14]:

式(1)中:ρ 为密度,kg/m3;t为时间,s;→U是流场中任一点的流速,m/s。
动量守恒方程即Navier-Stokes 方程:

式(2)中:f为单位质量流体所受到的质量力,N;p为压力,Pa;μ 是流体的动力黏度,Pa·s;ui,uj为速度→U在i,j方向上的分量,m/s。
1.2 多相流模型
熔池熔炼过程中的气-液两相流动需要使用恰当的多相流模型。本文使用ANSYS-FLUENT 软件中的VOF 模型,控制方程如下

式(3)中:g为重力加速度,N/kg;v为流体速度,m/s;μ为有效黏度,Pa·s;F为体积力,N。
1.3 湍流模型
底吹熔池熔炼过程是典型的湍流流动, 选择正确的湍流模型对数值模拟过程非常重要。 由于熔池内存在大量气泡和漩涡,使用标准k-ε 模型误差较大, 而Realizablek-ε 模型能更好地描述气泡尺寸的变化[15]。 本文应用Realizable k-ε 模型进行模拟计算。
1.4 几何模型与边界条件
根据水模型试验台结构[16-18],圆筒直径为330 mm,喷枪直径为5 mm。 选取喷口处二维横截面作为计算区域,并对计算区域进行网格划分。 为了分析气泡在熔池内的运动过程以及熔池内的液体波动,对熔池气液两相区域进行加密处理,如图2所示。 以熔池最低位置为基准, 设置液面高度为y=110 mm。
喷枪的入口设为速度入口(velocity-inlet),烟气出口设为自由出流(outflow),喷枪出口和炉体相交的面设为交界面 (interface), 其他面均设定为壁面(wall)边界条件。
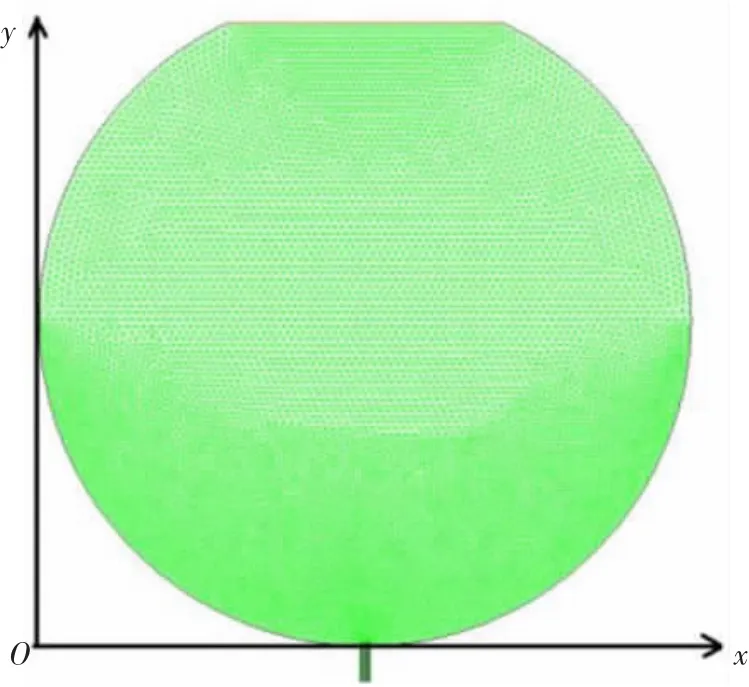
图2 计算区域网格划分Fig. 2 Mesh of calculation region
2 模型求解及验证
2.1 数学模型的求解
使用数值模拟软件ANSYS-FLUENT 对建立的非稳态模型进行求解。 速度耦合采用PISO 算法,压力基分离器用PRESTO 格式, 动量方程用一阶迎风格式,时间步长为0.001 s。
2.2 模拟结果验证
2.2.1 网格独立性验证
计算得到熔池内氧枪附近的气液两相图和速度矢量图,如图3 和图4 所示。
从图3 和图4 可以看出氧枪喷口附近区域(图3中黑色圆圈)内液体流速较小,卷吸气泡较少,受漩涡的影响较小,因此对氧枪底部一固定点的速度进行监测。

图3 熔池底部气液相分布Fig. 3 Contour of gas and liquid volume fraction at the end of smelting furnace
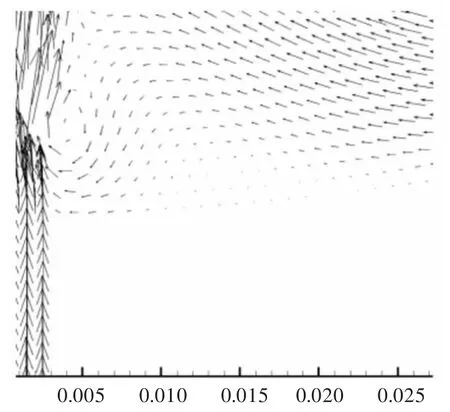
图4 熔池底部速度矢量分布Fig. 4 Vector diagram at the end of smelting furnace
对计算区域进行网格划分, 网格数量分别为20 000、25 000 和30 000。 计算不同网格数下监测点流速随时间的变化,如图5 所示。
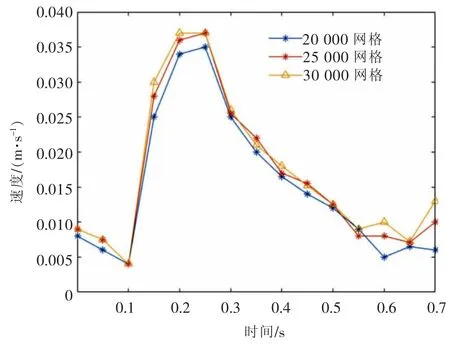
图5 不同网格数量下流动速度Fig. 5 Velocity under different mesh number
由图5 可见网格数为25 000 与30 000 时监测点的液相流速值较为接近, 而网格数为20 000 时流速与25 000 网格和30 000 网格有较大的偏差。因此采用数量为25 000 的网格进行模拟计算。
2.2.2 模型验证
利用搭建水模型试验台对底吹过程的气液两相流动进行研究。 当高压氧枪角度为7°时试验台内气泡流动过程如图6(a)所示[16]。 采用相同几何结构和流动参数模拟计算得出的气液相分布如图6(b)所示。
通过模拟计算可以得到熔池内的气液相分布、气泡流形状、气泡尺寸、液面波动等参数。对比实际流动过程和模拟结果可以看出, 计算得出的气泡流位置、形状、液面波动高度等参数与实验值吻合较好。 因此所建立的模型能够正确反映熔池内流动特性。
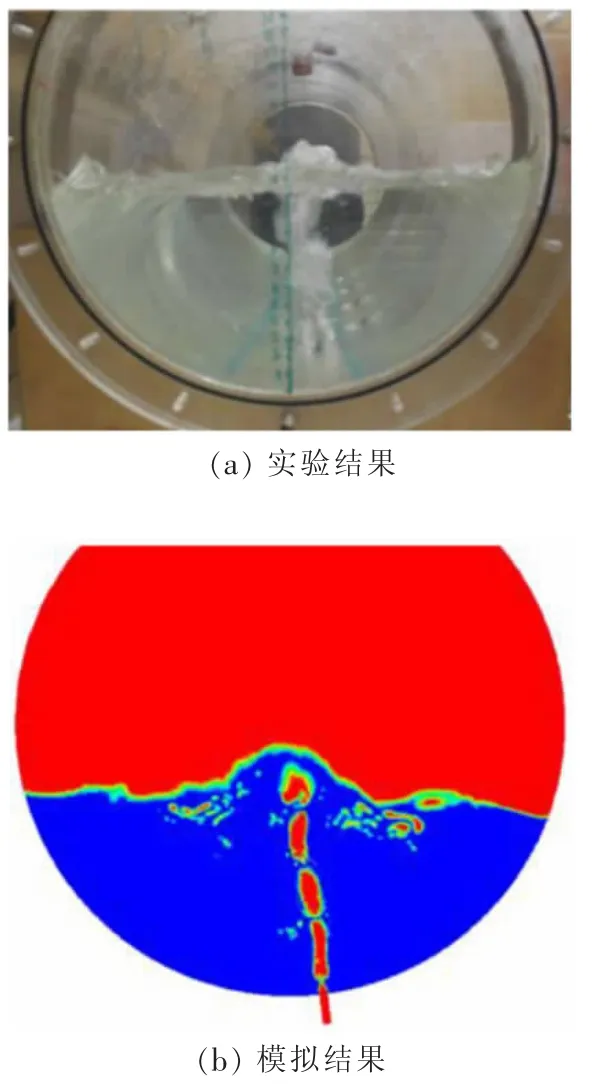
图6 喷枪角度为7°时模拟结果与实验结果对比Fig. 6 Comparison of simulation and experimental results
3 熔池流场特性分析
3.1 液面波动特性分析
计算得出不同时刻富氧空气进入熔池并在液面产生波动的体积分数分布,如图7 所示。
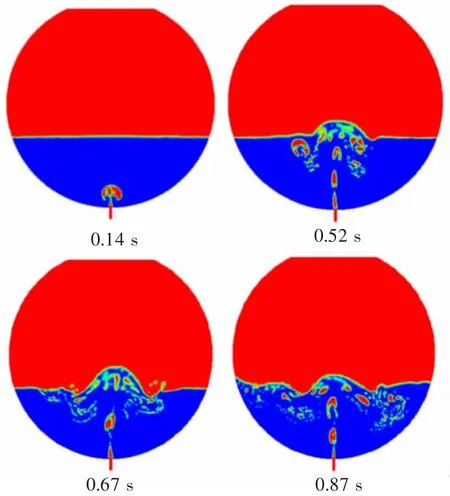
图7 不同时刻熔池内气液相分布Fig. 7 Contour of gas and liquid volume fraction under different flow time
由图7 可以看到熔池内气泡生成、上浮、长大、破裂到浮出液面的过程。气泡从喷枪喷口鼓入熔池并逐渐上浮,上浮过程中气泡膨胀破裂,并以氧枪的中心线为轴向两边扩散。在0.52 s 时气泡到达液面顶部并形成第1 个主波, 随后主波开始向左右两侧壁面传递。在0.87 s 时波动传递至壁面。 此后随着气泡不断鼓入在熔池内形成稳定的气泡流,液面产生稳定波动并向两边传递,熔池壁面受到连续液相冲刷。
图8 所示为初始阶段熔池内流线图和局部速度矢量图。 从图8(a)中可见气流从底部喷入熔池后,产生的气泡流带动液相自下而上流动,并在熔池左右两侧形成2 个主漩涡。由于主漩涡的旋流作用导致流体在靠近壁面处流动方向发生变化,其中部分流体随着旋流作用沿着壁面流动,部分径向流动的流体会直接冲击壁面,导致流速降为0 m/s,动能转化为压力能,最终使得壁面受到连续冲击作用,如图8(b)所示。
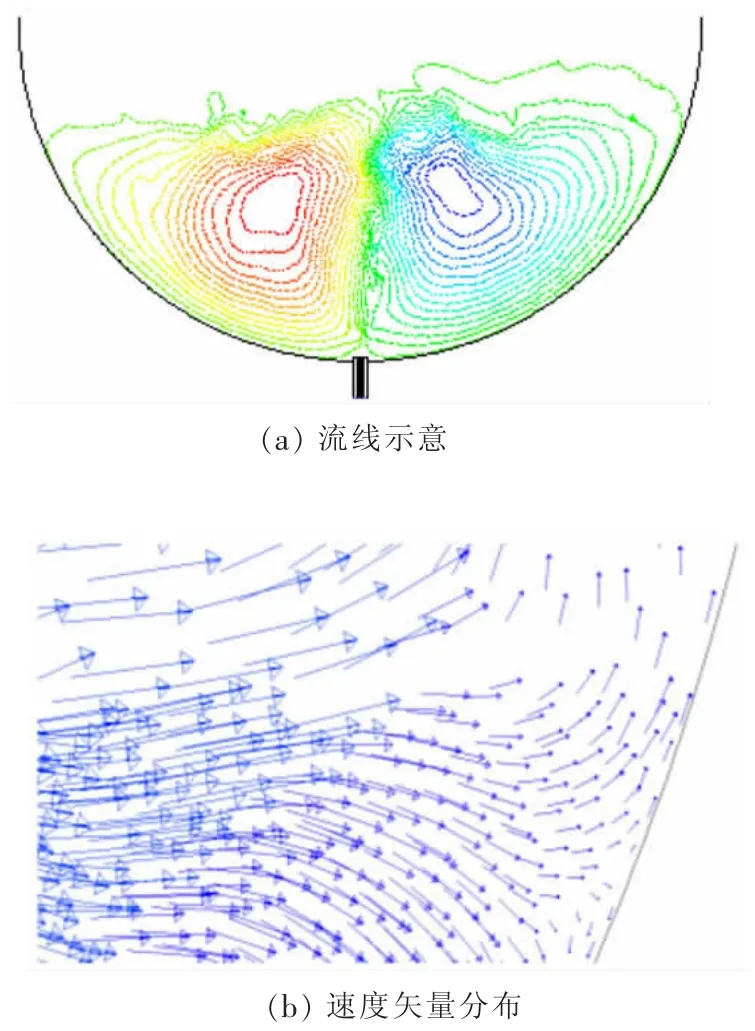
图8 初始阶段熔池气液两相区流线示意和速度矢量分布Fig. 8 Stream diagrams and vector diagram at initial flow stage
图9 所示为稳定流动状态下熔池内的流线图与局部速度矢量图。 随着高速气泡流喷入熔池,熔池内的流动呈湍流状态, 速度大小及方向不稳定,使得熔池内除了2 个主漩涡外还会随机产生湍流小漩涡,如图9(a)所示。 由图9(b)中可看出,由于湍流作用在靠近壁面产生的小漩涡与主漩涡速度旋转速度相反,流动方向的改变会导致壁面受到流体正向和反向交替冲刷。 此外,靠近壁面处湍流小漩涡的破裂会导致压力波动。

图9 稳定流动阶段熔池气液两相区流线示意和速度矢量分布Fig. 9 Stream diagrams and vector diagram under stable flow stage
由以上分析可知:液面波动会连续不断地冲刷壁面,主漩涡使部分流体径向冲击壁面,湍流造成的小漩涡使壁面受到流体正向和反向交替冲刷,小漩涡破裂使压力产生波动。以上4 个方面原因使得熔池壁面受到持续的不均匀的冲击与冲刷,加剧壁面耐火材料的侵蚀,最终导致其剥落。
3.2 壁面压力波动分析
为了定量分析熔池壁面在气液交界面处的受力情况,在熔池壁面气液交界面y=100 mm 处设置一监测点,计算得到不同时刻下壁面压力,如图10 所示。
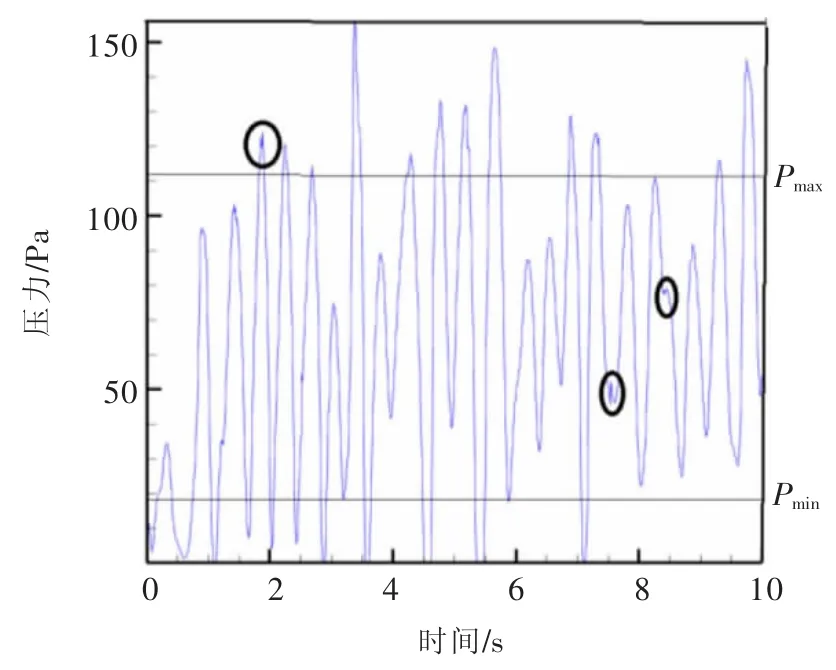
图10 不同时刻熔池壁面气液相交界面处压力变化Fig. 10 Pressure wave at gas-liquid interface at different flow time
从图10 中可以看出从0 s 开始气体鼓入熔池后壁面压力逐渐上升。 0.52 s 时第1 个气泡到达气液交界面形成第1 个主波,壁面处形成第1 个压力波动。0.87 s 时第1 个主波传递到壁面,壁面处压力波动幅度急剧增大。0.87 s 后形成稳定气泡流动,主波连续不断地传递到壁面,壁面受到周期性压力波动的影响。 由以上分析可知,熔池壁面气液面交界面压力波的变化时间和频率与图7 所示的液面波动规律一致。
某些波峰处存在锯齿形微小震荡(如图10 中圆圈标注所示), 对比不同时刻压力波动图及速度矢量图(图9(b)所示)可知震荡原因是由靠近壁面处产生微小漩涡所致。尽管小漩涡的破裂会导致压力波的波峰和波谷处出现微小震荡,但对压力波的振幅和频率几乎没有影响。
此外, 从图10 中可以看出压力波波谷处压力为0 Pa,波峰处最高压力为155 Pa。 压力波波谷即对应液面波动波谷,即此时气液交界面处仅气相与壁面接触,壁面受力为0。 压力波波峰即对应液面波动波峰,此时在气液交界面处仅液相与壁面接触,液相压强对壁面产生作用力,作用力的方向垂直于壁面。
根据壁面压力波动图可以计算得出壁面处波动的平均频率f,即单位时间内压力波动的次数。定义平均压力差ΔP, 即单位时间内压力波波峰的平均值Pmax与波谷的平均值Pmin平均值之差。

定义冲击程度, 即平均压差乘以总压力频率,单位为Pa/s。

液面波动频率越高,波动压力差越大,即对壁面的冲击程度越大,意味着液面波动对材料的侵蚀程度越严重。 从图10 中计算得出平均频率f=2.08 Hz,平均压力差ΔP=96.7 Pa,冲击程度为201.14 Pa/s。
4 参数变化对波动压力的影响分析
为了研究不同生产参数下熔池液面波动对壁面耐火材料的影响, 模拟计算了不同氧枪喷口数量、不同氧枪角度和不同气流入口速度下熔池内气液两相流动过程,通过分析不同条件下壁面受力情况对参数进行优化。
4.1 氧枪喷口数量对流场的影响
实际富氧底吹炼铜炉生产过程中,氧枪多为同心套筒式的多孔喷口结构[19],其截面如图11 所示。
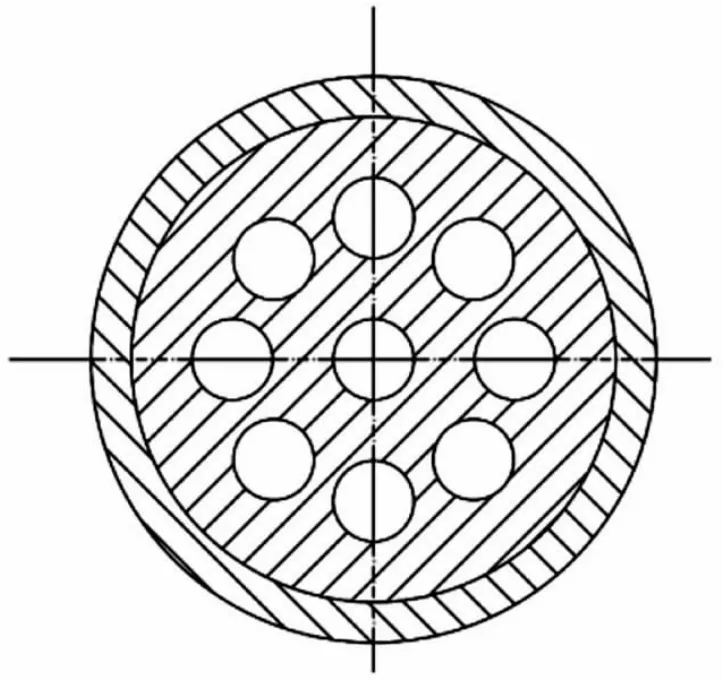
图11 氧枪横截面示意Fig. 11 Sketch of multi-tube lance
设置氧枪角度为0°,气流速度为0.7 m/s,分别模拟计算单孔喷口和三孔喷口2 种条件下的流动过程,气液相分布如图12 所示。
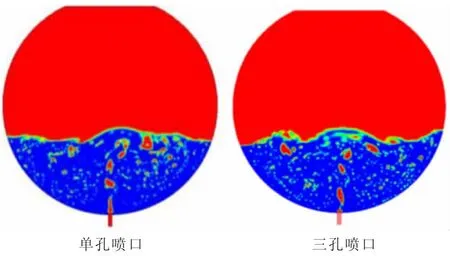
图12 单孔喷口和三孔喷口氧枪气液相分布Fig. 12 Contours of gas and liquid volume fraction of different lance
由图12 可知,当氧枪喷口从单孔变为三孔时,喷出的气泡尺寸更小, 气泡在熔池上升过程更容易破碎,气泡在液相中分布更广。 通过计算得出稳定阶段液面以下单喷口和三喷口平均气含率分别为6.015%和7.021%。由此可知三喷口时熔池内气含率更高,即更多的小气泡受到熔池内的旋流作用被卷吸带入液相。对于实际熔炼过程来说,熔池内气泡越小,比表面积越大,反应速度越快;气含率越高,气泡在熔池内的弥散程度更高, 更多的富氧空气能与铜硫进行反应。由此可知多喷口氧枪的熔炼效果优于单喷口氧枪。
计算得到单喷口和三孔喷口在壁面处压力波动曲线图,如图13 所示。
由图13 可以计算出单喷口条件下平均频率f=2.08 Hz, 平均压力差ΔP=114.9 Pa, 冲击程度为201.14 Pa/s;三喷口条件下平均频率f=2.35 Hz,平均压力差ΔP=73.2 Pa,冲击程度为172.1 Pa/s。 由于三喷口下气泡更分散,导致其波动频率更高。 但三喷口氧枪压力波动压差更小,压力冲击程度更低,液面波动对壁面的侵蚀更弱。
由以上分析可知,多喷口氧枪条件下气泡尺寸更小,气含率更高,熔炼速度更快,且产生的液面波动对炉壁的冲击程度更小,对壁面侵蚀更弱。 因此在实际底吹熔炼生产过程中应尽量选用多喷口氧枪。后文中都基于三喷口氧枪结构进行模拟计算。
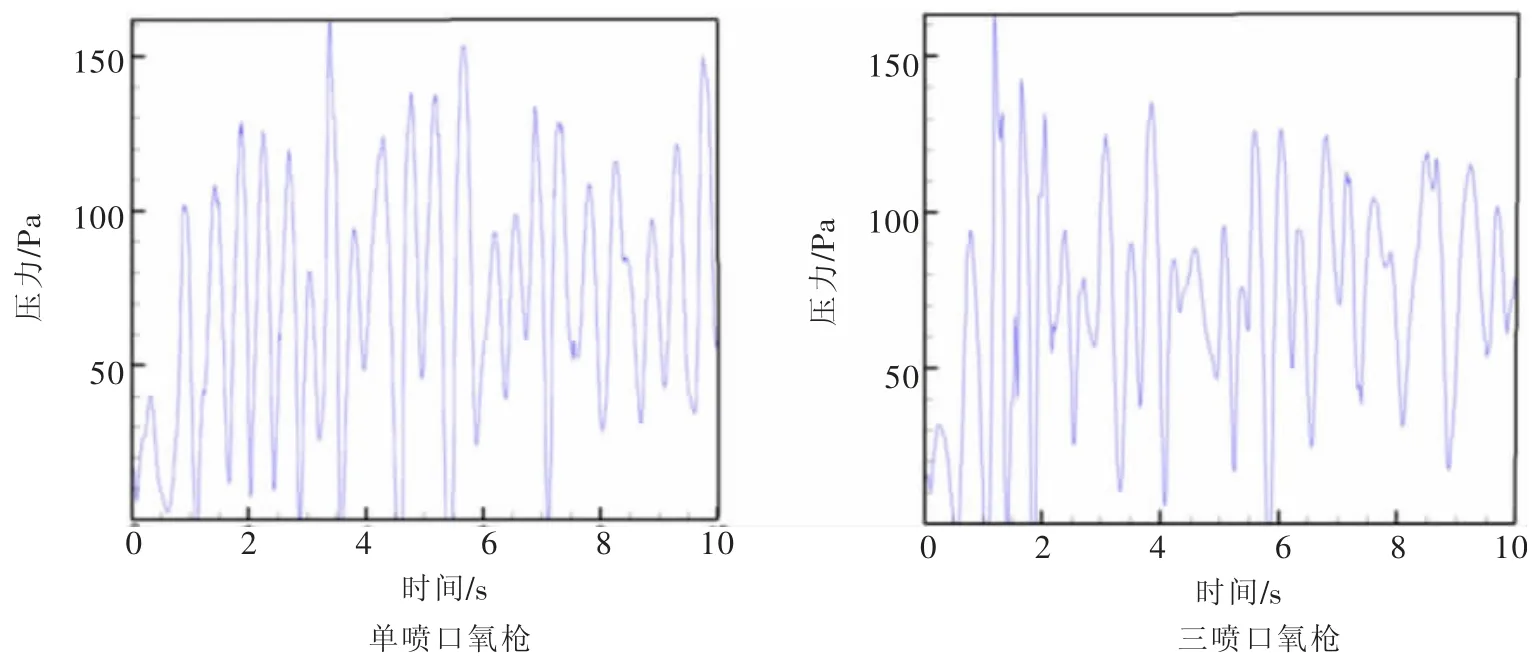
图13 不同氧枪喷口下压力波动曲线Fig. 13 Pressure wave of single-tube lance and multi-tube lance
4.2 氧枪角度对流场的影响
实际底吹炼铜生产过程中常沿着炉子长度方向设置多排氧枪,且根据不同熔炼过程调整氧枪的位置和角度(如图6 所示)以提高熔炼速率。氧枪角度的改变将引起气泡流向角度倾斜的一侧聚集,而另一侧熔体搅动减弱,壁面受力相对较小。 为了研究不同氧枪角度下液面波动对炉壁的冲击作用,设置氧枪角度分别为0°、3.5°、7°、10°、14°, 模拟不同角度下熔池内的流动过程,并得出氧枪角度倾斜一侧的壁面压力变化曲线。根据不同氧枪角度下壁面压力曲线计算得出平均频率、平均压力差、压力冲击程度如表1 所列。
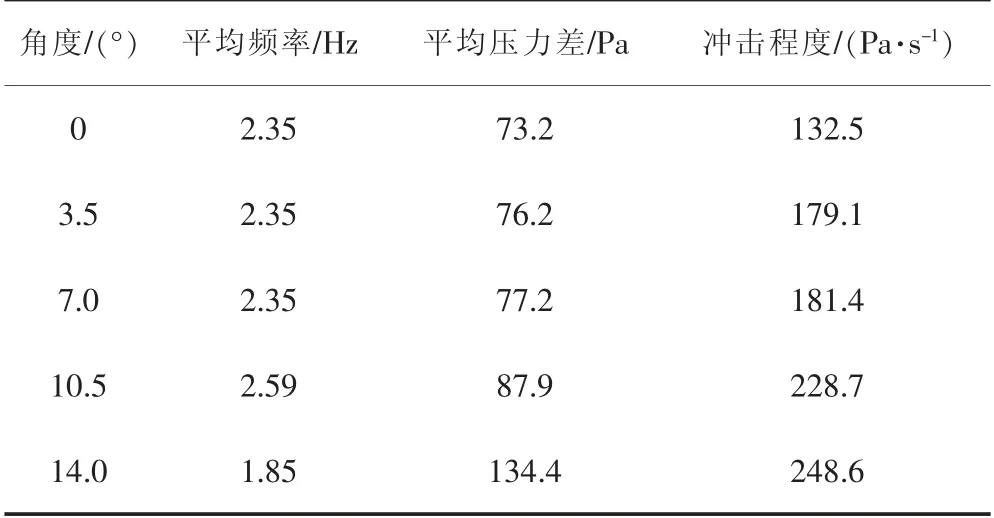
表1 不同氧枪角度的压力波动参数Table 1 Pressure fluctuation parameters at different lance angle
不同角度下液面波动对壁面的冲击程度如图14所示。
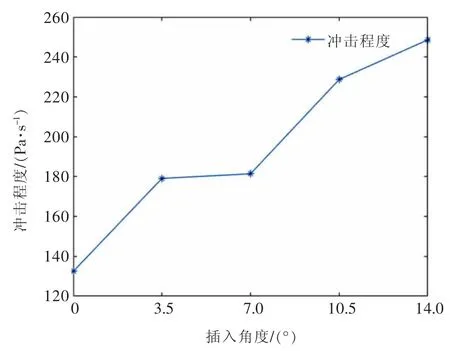
图14 不同插入角度冲击程度Fig. 14 Impacting content at different lance angle
由表1 可知,随着氧枪角度的增大,炉膛壁面处液面波动频率的变化没有明显规律。但平均压力差和冲击程度随着氧枪角度的增大而逐渐增大, 如图14所示。 由于随着氧枪角度增大,气泡流倾斜程度变大,液体横向运动加剧,由此导致液相对壁面的冲击和冲刷程度逐渐加剧。 因此当氧枪角度为0°时液相对壁面的冲击程度最小,壁面耐火材料受到侵蚀程度最低。
4.3 气流速度对流场的影响
从喷枪喷入熔池的富氧空气要有一定的速度,具有足够的动能才能保证氧气在熔池中有足够的穿透长度。为了研究不同富氧空气入口速度下液面波动对炉壁的冲击作用,当氧枪角度为0°时,设置氧枪气流速度分别为0.5、0.6、0.7、0.8、0.9 m/s, 模拟得出不同气流速度下熔池内的流动过程,并得出壁面压力变化曲线。 根据不同流速下壁面压力曲线计算得出平均频率、平均压力差、压力冲击程度如表2 所列。

表2 不同气体速度的压力波动参数Table 2 Pressure fluctuation parameters at different air velocity
由表2 可知,随着入口气流速度的增大,液面的波动频率变化没有明显规律,平均压力差逐渐增大。当气流速度由0.5 m/s 增加至0.7 m/s 时压力冲击程度逐渐降低, 而当气流速度超过0.7 m/s 时压力冲击程度急剧增加。
不同速度下液面波动对壁面的冲击程度和熔池内气含率如图15 所示。

图15 不同速度下冲击程度和气含率Fig. 15 Impacting content and gas volume fraction at different air velocity
从图15 可以看出随着入口流速的增加熔池内气含率也逐渐增大。 由于流速增大, 喷口截面积不变, 单位时间内鼓入熔池的富氧空气质量流量逐渐增大,因此熔池内气泡数量逐渐增多,气含率随着流速的增大而增大。
通常随着气流速度的增大, 熔池内气泡流对液相的搅拌越强烈, 富氧空气与铜硫的快速反应速度也越快,但同时液面波动也越剧烈。 尽管较高的富氧空气流速能提高反应速率, 但过高的气体流速也会严重侵蚀壁面耐火材料,甚至造成液相喷溅。 为了得到最佳气流喷入速度, 应综合考虑富氧空气能与铜锍反应速率以及液面波动对壁面的压力冲击程度。在本例中较优气流速度为0.7 m/s。
5 结 论
使用数值模拟方法计算了铜底吹熔池熔炼过程, 分析了熔池液面波动对炉壁耐火材料的冲刷和冲击作用,并对实验参数进行了优化。 主要结论如下:
1)建立了底吹熔池熔炼炉的数学模型,使用数值模拟软件ANSYS-Fluent 对底吹熔炼过程进行了模拟计算,并通过水模型实验对模拟结果进行了验证。
2)通过模拟计算得到了气泡在熔池内的分布及运动过程,得出液面波动、流体径向冲击壁面、流体正反向流动冲刷、 小漩涡破裂导致熔池壁面受到持续的不均匀的压力冲击与冲刷。 根据壁面压力波动曲线,定义了冲击程度。
3)模拟分析了不同氧枪喷口数量、氧枪角度和气流速度对液面波动的影响。 得出多喷口氧枪气含率更高,熔炼速度更快,液面波动对炉壁的冲击程度更小;氧枪角度为0°时液相对壁面的冲击程度最小; 在实验条件下气流速为0.7 m/s 时能保证熔池中有较高的气含率,同时液面波动产生压力冲击程度较低。
猜你喜欢
华东交通大学学报(2022年4期)2022-11-12
矿冶工程(2022年3期)2022-07-06
排灌机械工程学报(2022年6期)2022-06-23
科技与创新(2021年6期)2021-04-13
智能计算机与应用(2020年5期)2020-11-10
绿色包装(2019年6期)2019-09-10
阅读(科学探秘)(2019年4期)2019-06-19
读写算(2018年2期)2018-07-05
中国高新技术企业(2009年5期)2009-06-17