
激光切割设备中空气动卡盘的设计
2022-01-06 06:35马建润石利军蒋习锋岳念举
机械制造 2021年12期
□ 马建润 □ 石利军 □ 江 渊 □ 蒋习锋 □ 岳念举
1.常州市润渊精密机械科技有限公司 江苏常州 213125 2.济南金威刻科技发展有限公司 济南 250109
1 设计背景
激光切割是激光加工行业中应用最广泛的一项技术,用激光光束代替传统机械刀具,具有精度高、切割快速、不受切割图案复杂程度限制、自动排版、节省材料、切口平滑、加工成本低等特点,已广泛应用于汽车、机车、航空、化工、轻工、电器、电子、石油、冶金等领域。
近年来,激光切割技术发展很快,国际上激光切割设备的产量每年都以20%~30%的速度增长。我国自1985年以来,以每年25%以上的速度增长。由于我国激光工业起步晚,基础较差,激光加工技术的应用尚不普遍,激光加工整体水平与先进国家相比仍有较大差距。激光切管机是一种激光切割设备,随着激光切管机市场的日益扩大,目前没有专业匹配激光切管机与激光板管一体机的气动卡盘,用于装夹切割管材。根据市场切割管材的需求反馈,激光切割设备整机厂目前配备的气动卡盘存在制造精度低、前后夹紧一致性差、安装不便捷、自身惯量大等问题。市场需要一款性能优越的卡盘来替换目前客户使用的简陋卡盘,设计一种全新的激光切管机专用中空气动卡盘成为当务之急。
2 结构设计
中空气动卡盘专为激光切管机和激光板管一体机设计制造。
中空气动卡盘可以作为独立主轴使用,同时又能夹持零件。中空气动卡盘内置两个独立气缸动力源,用于驱动卡爪,实现四个卡爪两两联动、自动定心,且不相互干涉动作。气路采用配气环进气结构,在装夹零件时,中空气动卡盘不转动。夹紧零件后,通过气路中的诱导止回阀实现气路单向保压,使产品加工时不受突然断气影响。卡盘体为前置式结构,在保证夹持范围的前提下,有效降低整体高度,解决激光板管一体机行走横梁高、运动惯量大而导致振动,造成加工精度差的问题。中空气动卡盘的底座与工作台固定,只需加装驱动电机和气源,就可实现不同管类零件的夹持。中空气动卡盘卡爪上的滚轮结构可以使管材在连续加工状态下动作顺畅,表面无损伤。
中空气动卡盘的整体结构如图1所示。中空气动卡盘可适用于激光切管机、激光板管一体机等激光切割设备,通用性好。中空气动卡盘轴向尺寸小,加工尾料短,材料利用率高。中空气动卡盘具有夹紧定位精度高、重复定位精度高、夹持力稳定可靠等优点。中空气动卡盘的转动惯量小,能够适应高转速运转,加工效率高。
3 外形尺寸设计
根据市场调研,国内卡盘存在夹紧精度低、加工尾料长、旋转惯量大、防尘差四大缺点。解决方案如下:① 减小中空气动卡盘轴向尺寸;② 对内部结构增强密封,在滑动块位置增加毛毡条密封;③ 减小中空气动卡盘外径,从而减轻卡盘质量;④ 提高中空气动卡盘各零部件的加工精度及装配精度。
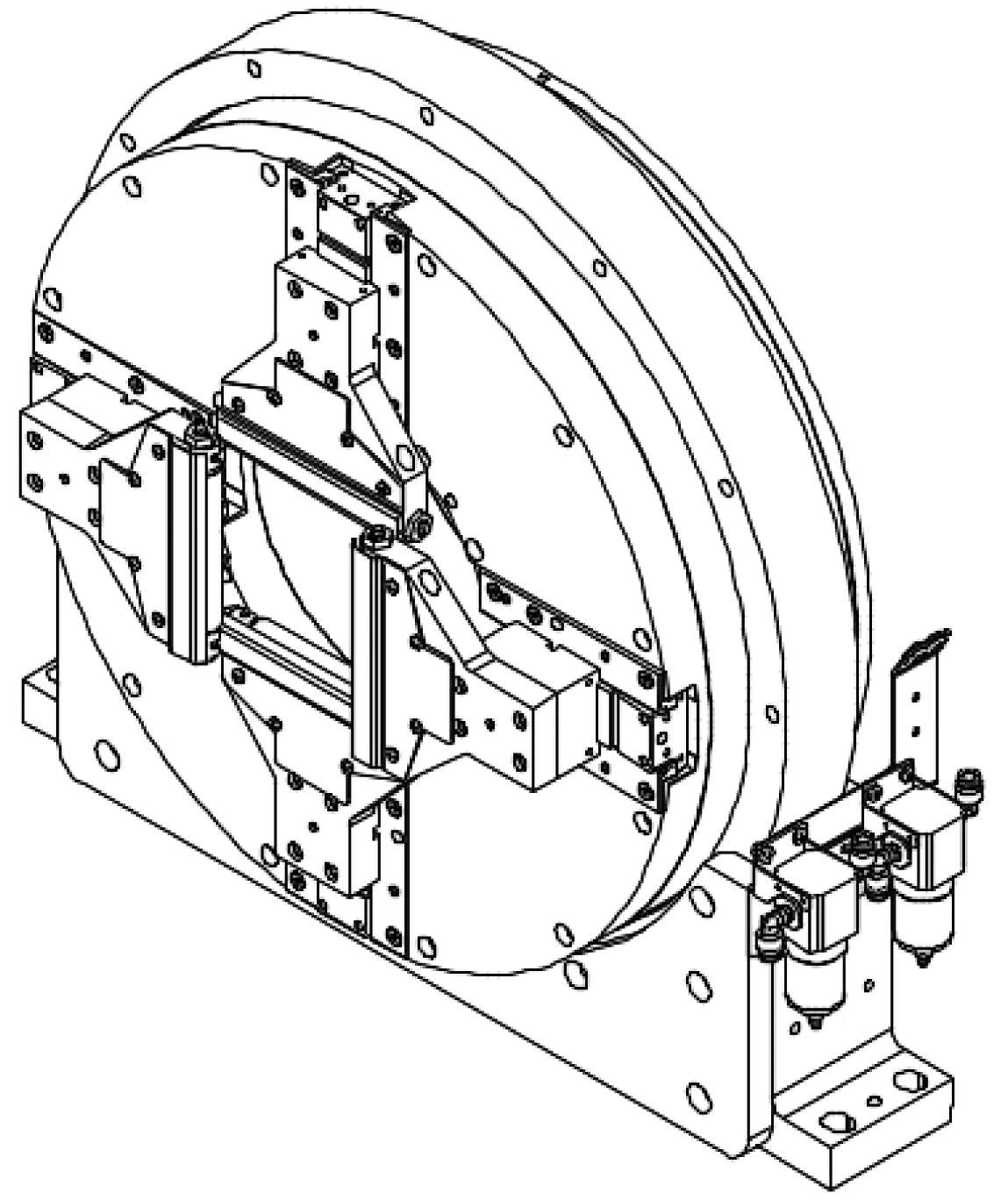
▲图1 中空气动卡盘整体结构
中空气动卡盘外形尺寸如图2所示。
为减少装夹尾料,中空气动卡盘需尽量减小轴向尺寸。回转支撑轴承的两侧外止口直接和卡盘本体及气密封盘的内止口配合,这样既缩短了轴向尺寸,又减少了零件数量,防止灰尘进入卡盘体内部。
中空气动卡盘由气密封盘、回转支撑轴承、卡盘本体三大部件组成。回转支撑轴承底座上增加一个定位键槽,可以提高中空气动卡盘整机装配的精度和可调整性。
中空气动卡盘使用齿轮传动,并增加滚针和多处润滑,提高传动精度,减小摩擦损耗,提高力的传递效率,最终提高整体精度。
4 夹紧原理
中空气动卡盘传动结构如图3所示。两个气缸安装销安装在卡盘本体上,气缸一端与气缸安装销连接,另一端与内、外盘导向销连接,内、外盘导向销分别通过侧耳与两个齿盘连接固定。通过连接,气缸推力传递至齿盘。过桥齿轮轴一段齿与齿盘啮合,另一段齿与滑动块啮合,这样气缸推力通过过桥齿轮轴传递至滑动块。滑动块的轨迹受压条和卡盘本体限制,只能做径向滑动。卡爪固定在滑动块上,通过滑动块的来回移动使卡爪对不同规格的零件进行夹紧和松开。
5 夹紧力计算
以通径为225 mm的中空气动卡盘为例,对夹紧力进行计算。
中空气动卡盘气源压强一般在1 MPa以内,根据被夹管材零件壁厚的不同,选择不同的压强。
根据JB/T 5923—2013《气动气缸技术条件》,缸径为32~400 mm的气缸,最大理论输出力F为:
F=0.8pπD2/4
(1)
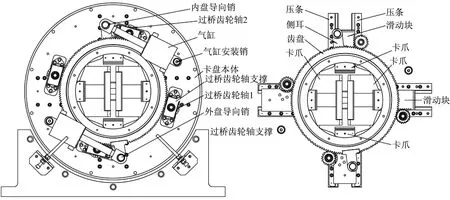
▲图3 中空气动卡盘传动结构
式中:p为公称压力;D为气缸内径。
以气缸推力对零件夹紧,选择缸径为63 mm的气缸,压力为0.9 MPa,最大理论输出力为2 243 N。
气缸行程如图4所示,选择为52 mm。
▲图4 气缸行程
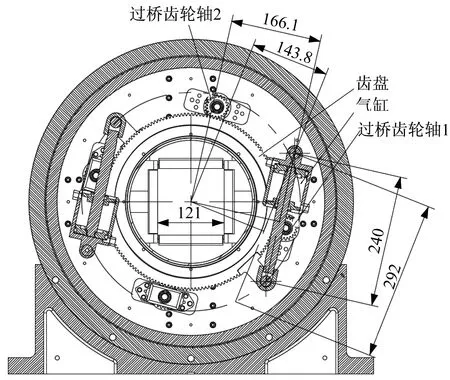
气缸的原始安装长度为240 mm。当卡爪最大张开时,作用力臂为166.1 mm,所产生的力矩为372.5 N·m。当气缸达到最大行程时,卡爪最小夹紧,此时作用力臂为143.8 mm,所产生的力矩为322.5 N·m。
过桥齿轮轴1和过桥齿轮轴2的齿部为直齿,模数为2 mm,齿数为20,压力角为20°,分度圆直径为40 mm。
滑动块齿条的模数为2 mm,齿数为14,压力角为20°。
齿盘与过桥齿轮轴啮合处的力臂为160 mm,齿盘与过桥齿轮轴啮合处产生的最大圆周力为2 328 N,最小圆周力为2 015.6 N。齿盘与过桥齿轮轴最大啮合处的最大法向力为2 187.6 N,最小法向力为1 894 N。根据牛顿第三定律,过桥齿轮轴与齿盘啮合处产生的最大法向力为2 187.6 N,最小法向力为1 894 N。过桥齿轮轴与滑动块齿条啮合处的最大法向力为2 187.6 N,最小法向力为1 894 N。过桥齿轮轴作用于滑动块齿条上的水平方向分力最大为2 055.7 N,最小为1 779.8 N。过桥齿轮轴作用于滑动块齿条上的竖直方向分力最大为748.2 N,最小为647.8 N。
取摩擦因数为0.1,滑动块摩擦力最大为74.82 N,最小为64.78 N。单侧滑动块水平方向的最大夹紧力为1 980 N,最小夹紧力为1 715 N。取综合损耗为20%,最终产生的最大夹紧力为1 584 N,最小夹紧力为1 372 N。
卡爪与滑动块齿条通过螺钉固定,通过键槽定位,键槽之间的距离为50 mm。滑动块齿条结构如图5所示。滑动块齿条带动卡爪做夹紧和松开运动,当用滑动块齿条内键槽定位时,卡爪夹紧的范围为13.6~120.8 mm。当用外键槽定位时,卡爪夹紧的范围为113.6 mm~220.8 mm。滑动块齿条内键槽定位时卡爪夹紧范围如图6所示。

▲图5 滑动块齿条结构
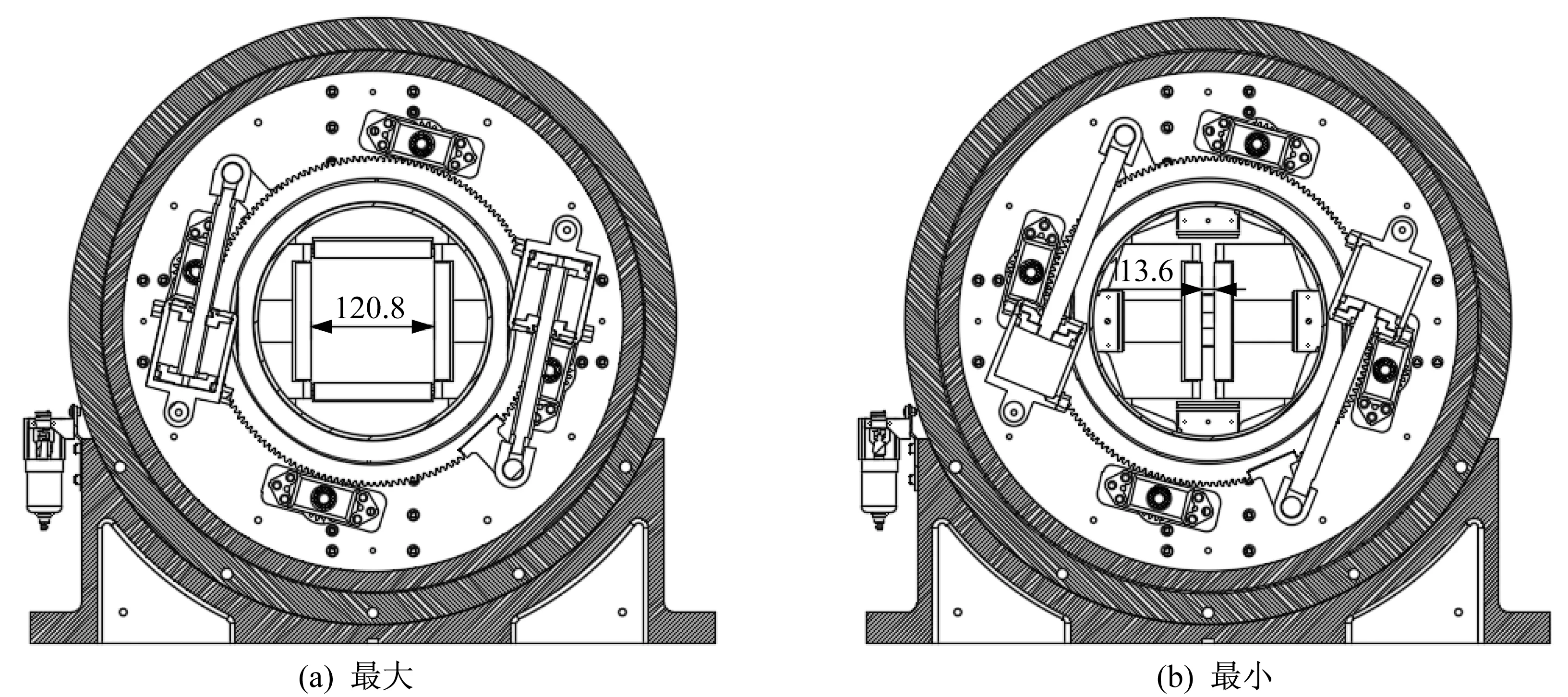
▲图6 滑动块齿条内键槽定位时卡爪夹紧范围
6 材料处理
在中空气动卡盘的传动系统中,齿轮的传动精度直接影响中空气动卡盘的整体精度。根据制造难度及制造成本,齿盘与过桥齿轮轴齿部加工精度选择6级,滑动块齿条加工精度选择8级。齿盘选择42CrMo中碳合金钢材料,氮化处理。过桥齿轮轴选择42CrMo中碳合金钢材料,齿部感应淬火处理。滑动块齿条选择42CrMo中碳合金钢材料,氮化处理。
7 试验校核
将中空气动卡盘底座与工作台固定,接入压缩空气气源,压力为0.4~0.9 MPa,电机带动中空气动卡盘空载运转,检查中空气动卡盘运行情况。中空气动卡盘正反转交替进行,停转时卡爪做松开动作。
以通径为225 mm的中空气动卡盘为例,试验项目见表1。
三是潜力数据统计冗余繁杂。从宏观上看,我国综合国力和国防动员潜力极大增强,现有经济体量稳居世界第二,是全球制造业第一大国,2017年GDP超过12万亿元,高铁运营里程占世界2/3。面对“天量”的潜力资源,延续以往“大而全”的覆盖式统计方式,必然生成“海量”潜力数据,大大增加了潜力统计的工作量。从微观上看,动员需求提报、潜力对接机制仍未有效建立,需求清单指向不明确、标准不统一,对接不顺畅的问题比较突出,客观上加大了潜力统计的难度。实际工作中,以各行业系统专业数据为基础进行普遍性填报、规模性叠加、周期性更新,导致数据冗余度高、针对性差、可用率低,不利于战时动员行动的组织实施。
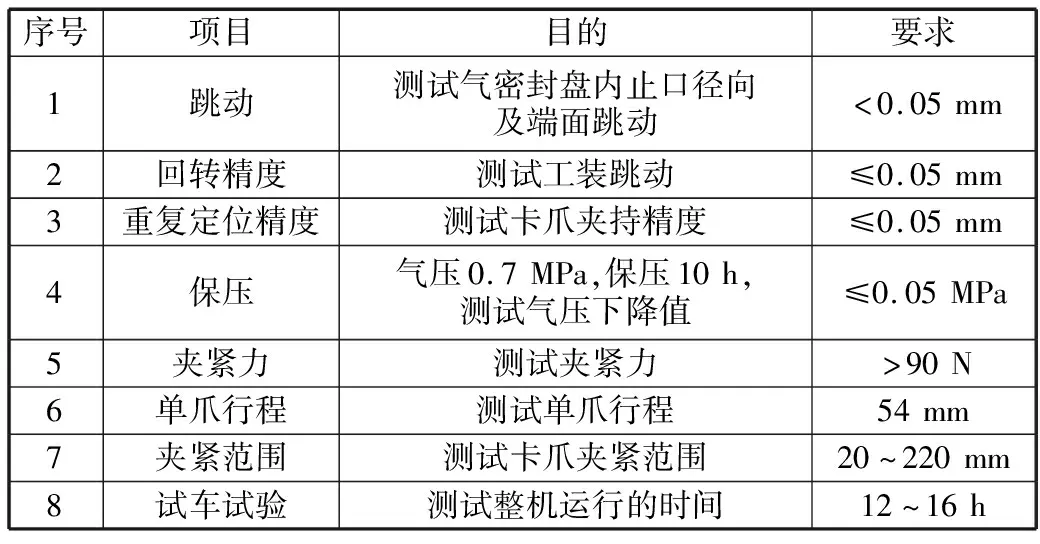
表1 中空气动卡盘试验项目
(1)跳动。将百分表表座固定在试验台上,用百分表靠在气密封盘内止口及端面处,测试径向及端面跳动。
(2)回转精度。夹紧测试工装,将百分表固定在试验台上,产品旋转一周,测试工装的跳动不得大于0.05 mm。
(3)重复定位精度。卡爪夹紧测试工装,用百分表打在测试工装上,松开、夹紧重复进行十次,记录数值的变化,不得大于0.05 mm。
(4)保压。气缸夹紧,同时关闭气源,气压为0.7 MPa,保压10 h,气压下降不大于0.05 MPa。
(5)夹紧力。用卡爪夹紧测力计测试夹紧力大小,分别在0.4 MPa、0.5 MPa、0.6 MPa、0.7 MPa压力下测试,记录数据。
(6)单爪行程。测量单只卡爪夹紧和松开时的移动数值。
(7)夹紧范围。测量卡爪夹紧和松开时两只卡爪间的最大距离和最小距离。
(8)试车试验。接入压缩空气,调整好皮带,电机带动中空气动卡盘空载运转,检查整机运行情况。运转次序为50 r/min运转30 min,150 r/min运转10 min,200 r/min运转5 min,正反转交替进行,停转时卡爪做松开动作。试验时间为12~16 h,要求无异响,卡爪动作顺畅。
所有测试完成后,检查中空气动卡盘表面质量,应外观整洁,无划伤,油漆完好,整机无缺件,然后贴警告标志,订铝标牌,印制出厂编号。
8 结束语
中空气动卡盘是激光切割设备的主要装夹部件,通过对中空气动卡盘的研究分析,以通径为225 mm的中空气动卡盘为例进行了设计,为中空气动卡盘的制造提供了依据。对制造完成的中空气动卡盘进行了试验校核,试验结果达到设计要求。
中空气动卡盘的设计为激光切割设备对加工管材的装夹提供了新的思路,具有参考价值。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
内燃机与配件(2022年2期)2022-01-17
汽车工艺师(2021年8期)2021-08-28
内江科技(2021年3期)2021-04-04
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
机械制造与自动化(2020年3期)2020-07-16
航空维修与工程(2020年3期)2020-04-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年2期)2017-05-04
