5G技术在服装智能工厂中的应用探究
2022-01-06 05:36李雪霞张志斌褚建立
毛纺科技 2021年12期
李雪霞,张志斌,2,褚建立
(1.河北科技工程职业技术大学,河北 邢台 054000;2.河北省服装个性化定制技术创新中心,河北 邢台 054000)
2019年11月,工业和信息化部印发了《“5G+工业互联网”512工程推进方案》[1],提出深入研究工厂内5G网络部署架构等关键问题,形成覆盖重点行业的网络部署架构及方案。2020年3月,工业和信息化部在《关于开展产业链固链行动推动产业链协同复工复产的通知》[2]中提到,要加快5G网络、人工智能等新基础设施建设,加快制造业智能化改造。2020年5月,政府工作报告提出加强新型基础设施建设,拓展5G应用,推动制造业升级和新兴产业发展,推进智能制造,打造数字经济新优势。2020年12月工业和信息化部发布《工业互联网创新发展行动计划(2021—2023年)》[3],提出深化“5G+工业互联网”融合应用,支持企业建设5G全连接工厂,推动5G应用向核心生产环节渗透,加快典型应用场景推广。2021年7月5日,工业和信息化部、国家发展改革委等十部门联合印发关于《5G 应用“扬帆”行动计划(2021—2023 年)》[4]的通知,《行动计划》明确提出到2023年5G在大型工业企业渗透率要达到35%,打造典型应用场景,形成100种以上的5G应用解决方案,示范引领5G应用规模化落地。在服装行业,雅戈尔集团、红豆集团、汉帛国际等企业已率先建成5G服装智能工厂。
目前5G技术应用场景研究集中在智能制造场景(机械制造)、智慧矿山建设、现代供应链场景、煤矿智能化、智慧码头、智能电网等,有关服装智能工厂5G应用场景的研究还较少,为了进一步推动我国服装智能工厂建设进程,本文借鉴相关制造业应用场景案例,通过文献研究法、案例分析法、归纳演绎法等研究方法,分析5G技术应用于服装智能工厂建设的难点及其可行性,就服装智能工厂5G网络架构和应用场景进行研讨。
1 5G技术概述
1.1 5G技术的三大特性
第5代移动通信技术(5G)有三大关键特性:增强移动带宽(eMBB)、高可靠超低时延连接(uRLLC)和海量物联(mMTC)。在服装智能工厂中,利用5G的eMBB大带宽特性,可以连接无线工业相机和超高清摄像头等,进行工业质检、4K/8K高清直播、安防等活动。利用5G的uRLLC超低时延高可靠特性,实现云化自动导引车(云化AGV)自动编组协同物料配送、智能化缝制单元实时控制、机器人同步等。利用5G的mMTC海量物联特性,连接缝制设备、海量服装物料、人员,进行设备状态监控、资产跟踪、物流和库存管控等[5]。赋能制衣行业,打造5G+纺织服装工业互联网。5G技术的三大关键特性见图1。
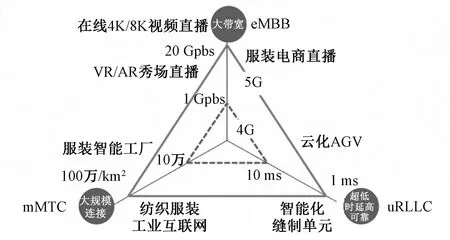
图1 5G技术的三大关键特性
1.2 5G网络切片技术
网络切片是以按需组网的方式,让运营商可以根据用户的业务需求分配差异化的网络资源,它在同一个基础设施上切出多个端到端的、逻辑独立的、具有特定网络能力且相互隔离的虚拟专用网络[6]。每张网络切片在逻辑上相互隔离,服务于不同的应用场景。
一个网络切片实例是所需的网络功能、虚拟资源和物理资源的集合,具体包括无线接入网(RAN)子切片、传输承载网子切片和核心网子切片。网络切片是准专网,任意一个虚拟网络发生故障都不会影响其他虚拟网络。5G网络切片有利于实现5G网络共享、提升网络资源的利用率、满足用户多元化要求。
根据服装智能工厂各种应用的具体连接需求,可构建3张5G网络切片。
服装工业控制切片:uRLLC可以满足低时延、高可靠通信类网络的连接需求,适用于对可靠性、时延敏感要求高的业务领域,尤其是在智能化缝制单元控制、云化AGV调度、机器人远程操控等业务领域[7]。
服装工业多媒体切片:eMBB增强型移动宽带可以满足大带宽网络连接需求,其具有移动性强和大带宽的特点,适用于数据量大的业务领域,如服装电商直播通过5G+VR/AR(虚拟现实/增强现实)或4K/8K高清视频实现与客户交互、服装展示、秀场直播、虚拟试衣等场景。
服装工业物联网切片:mMTC可以满足海量资源物联网连接需求,其具有低能耗、低成本、小数据包、海量连接的特点,适用于数量巨大的终端接入业务领域,如服装物料库存监控、缝制设备状态监控、物流监控、资产跟踪等。
2 服装智能工厂应用5G技术的可行性分析
2.1 服装智能工厂应用5G技术的必要性
传统的工业网络存在时延不稳定、易干扰、易掉线、速度慢、移动式设备布线困难、网络安全风险以及数据孤岛等问题[8]。服装智能工厂对网络连接的多样性和稳定性提出了更高的要求,目前普及的现场总线网络、传统有线通信网络、工业级无线网络已经无法满足服装智能工厂对于网络层的性能要求,需要引入兼容性、灵活性、可靠性更高、带宽更大、时延更低、连接数量更大的新一代无线通信技术。
当前服装消费呈现个性化、定制化、快时尚的特点,订单的不确定性给传统服装企业带来诸多挑战。5G技术赋能的服装智能工厂能满足按需生产、零库存或低库存快速响应生产模式、用户全程参与个性化定制等行业发展的需求。
2.2 服装智能工厂应用5G的技术可行性
综合智能工厂未来发展需求,对5G系统提出以下技术需求:①传输速率需求,要求用户峰值速率、用户体验速率分别达10、0.1~1.0 Gb/s。②时延需求,要求时延达到毫秒量级。③设备连接密度需求,要求达到60~600万个/km2。④流量密度需求,要求达到20 Tbps/km2。⑤可靠性需求,5G R16可靠性可达99.999 9%。
5G传输速率用户峰值速率可达20 Gbps,并且上行速率可满足超高清直播摄像机、工业相机的大带宽需求。5G超低时延可达到1 ms,可满足工业实时控制需求。5G的连接密度可达100~600万个/km2,可以满足人、机、物等万物互联需求[9]。5G的网络切片技术能为各种应用提供不同安全级别的网络隔离,可以满足多种应用的不同安全级别的需求,具有更强的安全能力。
新一代信息通信技术的发展,支撑服装智能工厂的实现,推动“5G+智能”时代到来。低时延、高可靠、大带宽的5G移动通信网络,让各种资源实时在线、万物互联。5G+MEMS(微机电系统)智能传感器和5G+IOT(物联网)全方位实时感知人、机、料、法、环等各种资源的行为状态,连续不断向管理层传输高价值数据。借助5G+MEC(边缘计算)的算力和5G+AI(人工智能)的算法,通过“云大脑”的高效分析+MEC的本地化快速响应,为决策者提供精准智能的描述、诊断、预测、决策等服务,实现服装企业资源实时监管和配置优化。
2.3 5G服装智能工厂建设过程中的难点
5G服装智能工厂在建设过程中,将面临2个方面的难点,首先是5G网络建设及运营投入巨大,特别是在工业互联网建设中的投入成本较高,资金回收周期较长;其次是设备的5G联网问题。服装企业要实现以下的5G应用场景,全厂区实现需要稳定可靠的5G网络覆盖,企业的智能化缝制单元、云化AGV等工业设备需要已完成自动化改造,具备开放的工业通信协议接口和5G网络接入能力,支持远程操控,生产线可根据要求进行设备参数自动配置和自主组合等。所以服装行业的5G应用场景和产业生态建设应当根据应用风险大小和刚需性强弱,在试点示范的基础上以点带面、分步推进。
3 基于5G技术的服装智能工厂网络架构方案构建
基于5G技术的服装智能工厂网络架构主要包括4个层面:数据层、网络层、平台层和应用层。服装智能工厂是基于5G网络的原生云超分布式架构、超性能异构MEC的技术内核和动态智能网络切片,运用5G提供的“差异化+确定性”的网络服务能力,实现柔性化的混流生产、大规模定制生产C2M(用户直连制造)和高效用户交互[10]。同时让管理者可以更全面地对生产过程进行实时、精准的管控。基于5G技术的服装智能工厂架构方案见图2。
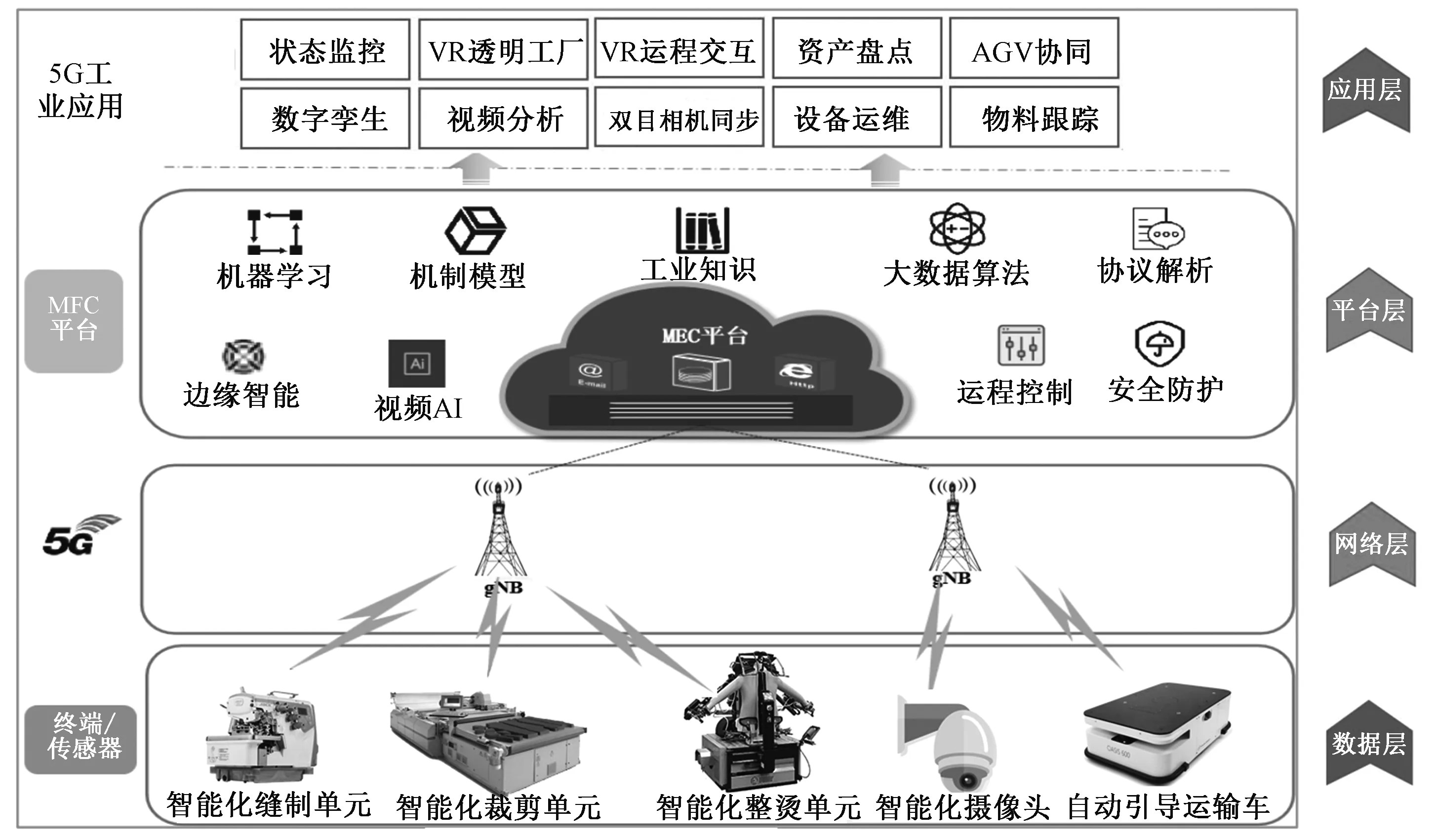
图2 基于5G技术的服装智能工厂架构方案
通过5G+MEC+IOT的云边端三体协同架构,实现了服装智能工厂精益化、数字化及柔性化生产,支持服装企业向智能化转型升级。在以5G为代表的新技术推动下,服装的生产将利用“网络+数据+算法+算力”构建以科技为核心的智能化制造体系[11]。5G技术在服装智能工厂中的应用场景包括基于5G技术的敏捷制造场景、实现智能物料库存管理和云化AGV协同物料配送场景、在线4K/8K高清电商直播和5G+VR/AR智慧门店场景、企业运作管理效率提升的数字化管理和5G机器视觉质检场景、设备的全生命周期管理(远程监控&调试&维修)和能耗管理场景。
4 5G技术在服装智能工厂中的应用场景探讨
4.1 基于5G技术的服装柔性制造
敏捷性是服装智能工厂最重要的特征之一。柔性制造可以根据服装个性化订单的不同需求进行迅速响应,以数据的自动流动化解订单的不确定性。5G和人工智能技术赋能服装柔性生产线,提高生产线的灵活部署能力[12]。未来柔性生产线上的服装制造设备可摆脱线缆的束缚,能自由的拆分组合,实现生产线的快速调整。缝制设备间自由通信,让端到端无缝连接,打通设备间数据流、生产信息流和制造工艺流,实现数据全面互联和跨部门协作。基于5G技术的服装制造环节实时工业控制方案见图3。
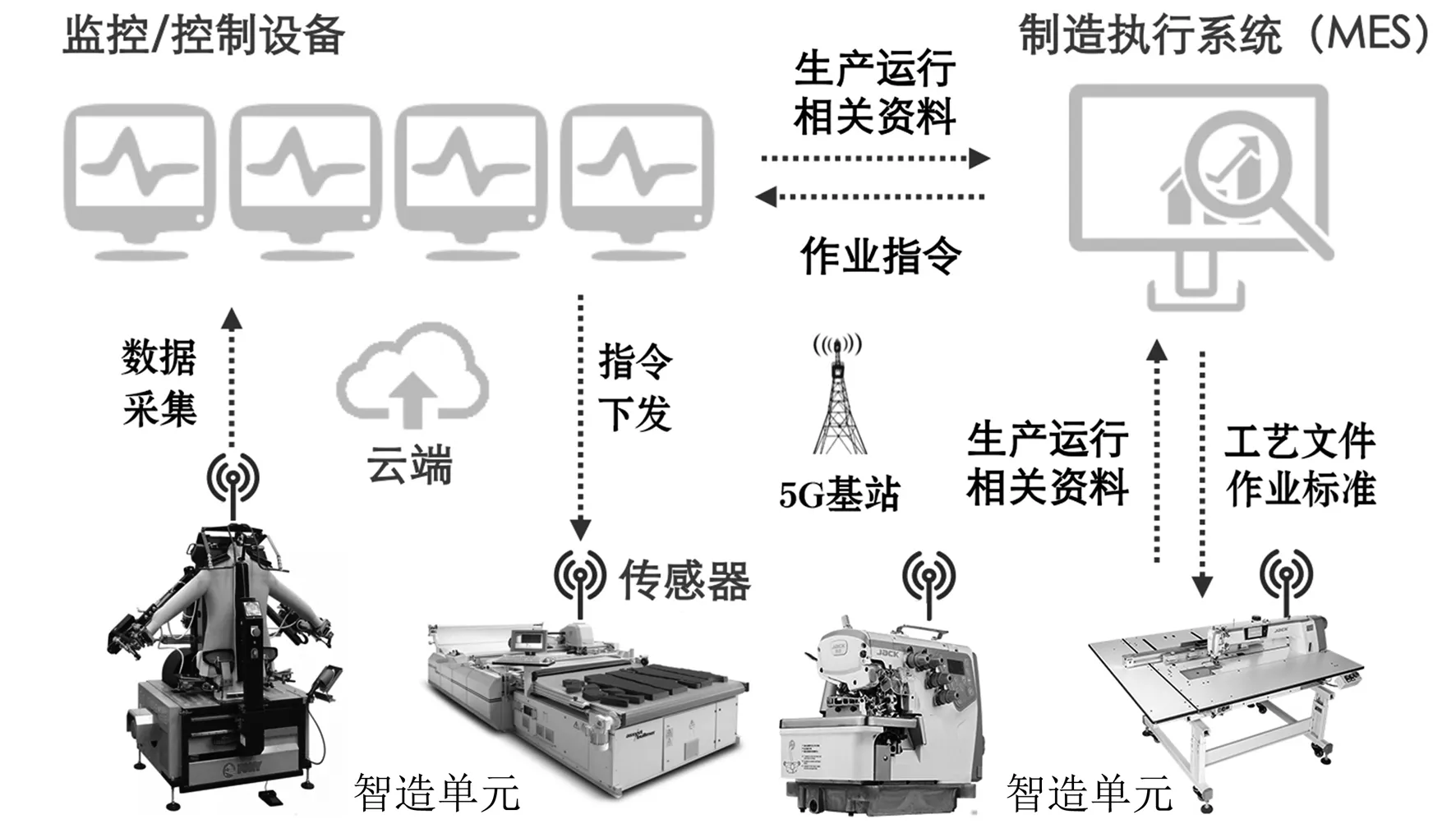
图3 基于5G技术的服装制造环节实时工业控制方案
制造执行系统(MES)通过5G网络给智能化缝制单元、智能化裁剪单元、智能化整烫单元、自动引导运输车等服装智造单元发送作业标准、工艺技术文件、操作视频、设备程序等指令,及时调度生产,实现设备自主控制、远程实时管控和设备间协同制造。
4.2 基于5G技术的服装物料管理和物流配送
根据服装企业生产流程设计实现物料资产盘点、取料、退料、补料等智能化管理。当顾客下达服装订单时,系统会自动核算该订单所需物料总量,根据现有物料库存下单供应商补给,确保在满足交货时间的同时做到库存成本最低[13]。基于5G技术的服装物料管理方案见图4。
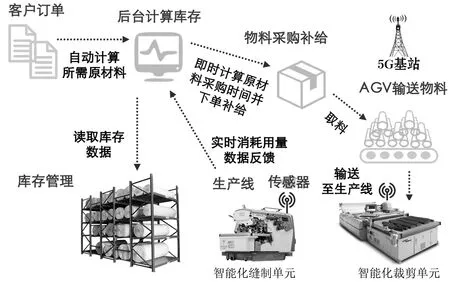
图4 基于5G技术的服装物料管理方案
5G视觉导航+云化AGV系统能通过5G提供的端到端的网络支撑,使云化AGV小车具备自组织与协同能力,实现智能调度和实时路径规划,灵活柔性的为服装生产线进行精准物料配送。
运用5G+IOT+AI技术,打通供应链数据流,实现数字化供应链供需实时化对接。促进服装各领域生产商与供应商之间互联互通。实现服装产品全开发周期的供应链垂直互联,优化网络效能,提高生产效率与交货期稳定性。
4.3 基于5G技术的服装电商直播和智慧门店
5G技术大带宽、低延时的特点,可以满足4K/8K超高清、多视角、3D超高清全景视频的实时传输,为服装企业电商直播、秀场直播提供网络支撑。应用虚拟试衣镜营造出身临其境的互动虚拟购物环境,带给顾客沉浸式的消费体验[14]。基于5G的直播电商、虚拟现实(VR/AR)营销、智慧门店和营销大数据分析等先进技术应用,进行货柜商品识别和客流统计分析,提升营销服务效率和客户黏性,加速孵化本土品牌和扩大市场影响力。构建持续融合创新、富有活力的产业生态,促进服装产业转型升级。
利用5G融合云计算、IOT、AI、大数据等新技术,推动服装全渠道营销模式创新。一是销售模式创新。基于社交视频和移动实时视频等新媒体平台,通过5G+电商直播、秀场直播模式,让消费者能直观、高清晰地了解服装产品细节,提供更好的消费体验[15]。二是购物模式创新。推动5G+VR/AR智慧门店模式,在购物区域融入VR/AR技术和3D体感试衣镜,连通线上与线下,营造现实和虚拟结合的购物环境,让着装效果、布料质地、色彩、图案等都能真实的展现在消费者眼前。
4.4 基于5G技术的服装车间实时管控和机器视觉质检
在生产流程中,服装工厂内部依靠5G的海量连接、低时延、高可靠网络,实现设备跨地域实时管控。实时采集智能缝纫设备、吊挂线等设备运行状态数据,实时反馈生产进展,人工智能技术动态调整优化产线节拍和产能平衡。同时与协同工厂实现设备互联和数据交互,构建完整的服装智能工厂网络,实时共享产能[16]。终端传感器实时采集并传输设备、人员、物料、工艺、环境等环节有价值的数据,助力实现车间设备实时工业控制和车间可视化动态管理,实现过程监控管理与绩效落地。打造数据化决策模式,提升流程化管理水平。
在生产线部署4K/8K高清工业相机,利用5G机器视觉技术和AI视频图像实时分析,实现服装制造车间快速、精确的智能化质量检测、工序检测、安全监测、动作分析和品质控制,应用客观、及时的数据准确反应现场情况,促进产品质量提升和作业动作优化,推动生产现场管理和作业能效系统性持续优化[17]。
4.5 基于5G技术的服装设备运维和能耗管理
通过5G网络采集服装工厂内部数据,进行车间生产设备和环境检测,基于云端计算、MEC边缘计算和AI数据分析,结合设备机制模型、设备异常模型和专家知识模型等人工智能技术,对设备运行趋势进行诊断,形成设备体检报告,提出预测性维修与维护建议[18],与设备供应商进行合作实现设备远程调试与维护,实现设备全生命周期管理。
低时延、大连接的5G网络可以将服装智能工厂内海量的生产设备进行互联互通,提升生产数据感知能力与采集的及时性,为设备能耗精细化无人化管理、生产流程优化提供网络和数据支撑[19]。智能化缝制单元通过5G网络接收工艺技术文件、作业标准、维护程序等指令,实现设备远程管控[20]。基于5G技术的服装设备维护方案见图5。
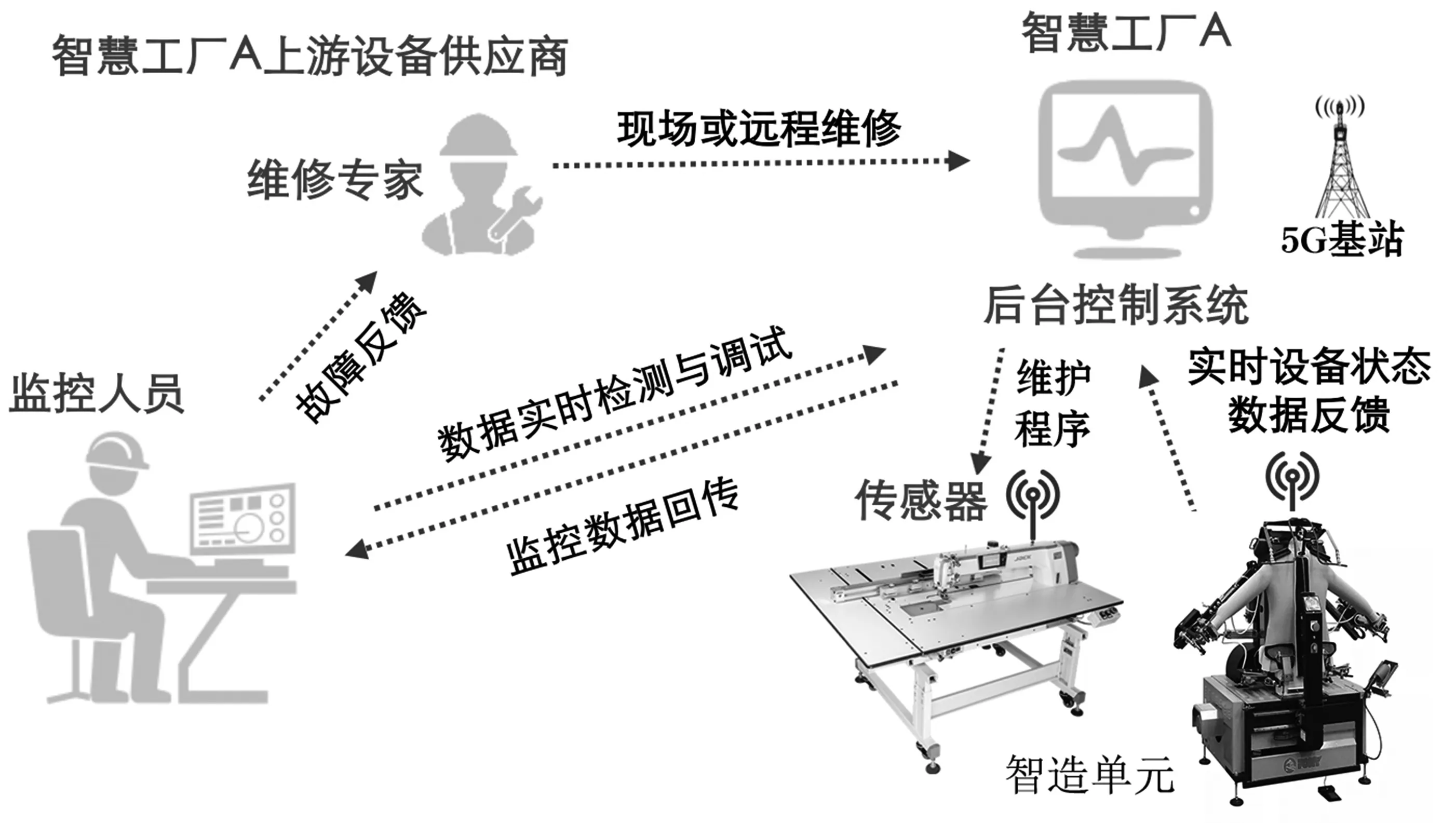
图5 基于5G技术的服装设备维护方案
5 结束语
目前,基于5G技术的服装柔性生产已经逐渐走进现实,5G技术带来的不仅是通信网络的改进,还有服装生产工艺的提升,更重构了整个服装智能工厂的架构。基于5G技术的服装智能工厂具有互联、透明、优化、敏捷、前瞻等特点。作为新一代无线通信技术,5G技术将为服装智能工厂提供多样化和高质量的通信保障,促进服装生产经营各环节海量数据信息的融合贯通。5G技术带来的服装生产过程的系统性变革,将带动生产、管理、经营活动等一系列的新模式、新业态的发展和普及,实现中国服装制造业向数字化、个性化、定制化、智能化转型升级。可以预见,以5G为核心的新技术将成为推动我国服装业创新发展的强大动力和有力支撑。
猜你喜欢
科学与财富(2020年15期)2020-07-04
移动通信(2020年4期)2020-05-07
移动通信(2019年4期)2019-06-25
小太阳画报(2019年3期)2019-06-11
现代信息科技(2018年4期)2018-07-12
米娜·女性大世界(2016年9期)2016-12-02
小学阅读指南·低年级版(2016年1期)2016-09-10
小溪流(画刊)(2016年5期)2016-05-14
股市动态分析(2015年20期)2015-09-10
数学大世界·小学低年级辅导版(2010年8期)2010-06-28