
较厚块状物品枕式包装封口部件集成设计
2022-01-04 00:26晏祖根孙智慧
轻工机械 2021年6期
晏祖根,朱 迪,李 鹏,孙智慧,孟 爽
(哈尔滨商业大学 轻工学院,黑龙江 哈尔滨 150028)
我国的包装机械行业加强了自主创新与技术集成,技术水平得到快速发展,我国已成为世界包装机械制造大国。但与美、德、日等国的包装机械所处的先进水平相比,我国的包装机械在质量、速度及精度等方面依然落后,包装机械从“中国制造”转变为“中国智造”刻不容缓[1]。
随着经济发展和消费方式的改变,个性化的包装形式逐年增加,适合不同细分领域的包装机械层出不穷。枕式包装机作为包装机的一种主要类型,广泛应用在食品、日化和医药等行业。为提高包装机的封口切断性能,孟康[2]和万乾程[3]等开展了枕式包装机封口机构的研究;郑兆启等[4]开展了凸轮连杆式切断机构与超薄自粘膜横封装置的研究;李文方等[5]开展了横封切断机构的速度控制研究;为提高包装机效率,郝友莉等[6]开展了包装机密实输送螺杆研究;邢亚飞等[7]开展了新型粉末包装机往复式横封机构的设计,以提高包装执行机构的包装速度与包装的稳定性。针对传统枕式包装机通用性差、自动化程度低等问题,Gao等[8]提出一种3伺服枕式包装机控制系统以提高包装机的平稳性。张震宇等[9]开展了粉粒及块状物料包装流水线自动封口机的设计,实现了物料包装流水线自灌装到封口流程的全程自动化运行。面向行业对5连包方便面等厚度较大块状物品的包装需求,研发高性能枕式包装袋封口部件及包装机,具有很好的工程应用背景。
1 较厚块状物品枕式包装封口工艺
产品包装取决于包装物料与包装材料的物性、制袋封口方法及使用要求等。根据包装机的设计要求,确定加厚块状物品枕式包装袋的封口工艺:
1)纵封辊相向旋转,将已充填物料的筒状包装薄膜中缝封口,移送到横封工位;
2)前、后折膜机构相向运动,将包装筒前、后折膜,形成包装袋的2层叠封;
3)上封口切断机构和下封口机构相向动作,横封切断包装膜,形成枕式包装袋成品。
加厚枕式包装袋封口工艺如图1所示。

图1 加厚枕式包装袋封口工艺Figure 1 Sealing process for thicker pillow packaging bag
2 新型封口部件工作原理
封口部件是枕式包装机的重要组成,直接影响包装机的性能。基于大块物品的包装封口工艺分析,利用SolidWorks,建立加厚枕式包装袋的封口部件模型,如图2所示。图中部件主要由纵封、整理输送、横封和成品输出等部件组成。充填块状物品的筒状包装薄膜在成型器折叠成型,顺序通过纵封、整理输送及横封等部件,自动完成加厚枕式包装袋的纵封、横封和切断等工序动作;经过废品剔除部件的拣选,由成品输出部件将包装成品输出。
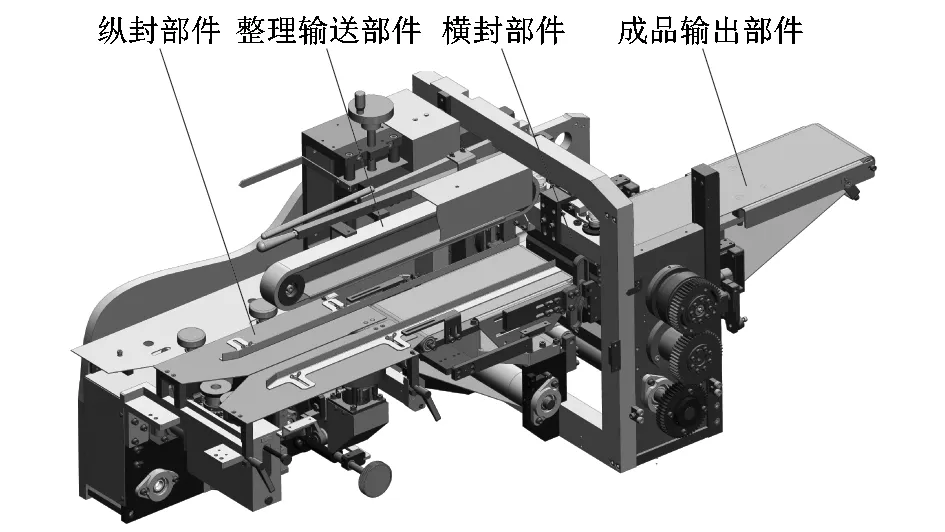
图2 枕式包装封口部件Figure 2 Sealing parts of pillow packaging machine
3 纵封部件结构设计
包装袋纵封部件如图3所示,主要由拉膜机构、预热机构、纵封机构、物料托板以及纵封基座等组成,实现枕式包装袋的拉膜、预热与中缝的连续辊式封口。
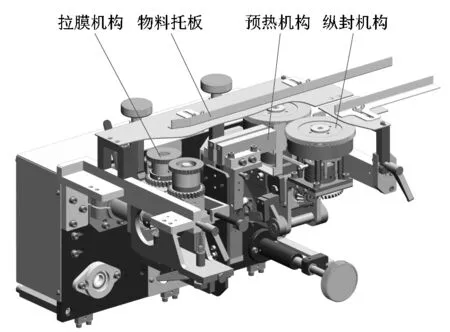
图3 包装袋纵封部件Figure 3 Longitudinal sealing parts of packaging machine
纵封部件拉膜机构如图4所示。一个拉膜辊固定安装,另一个拉膜辊安装在摆动平台上。在压紧弹簧作用下,2个拉膜辊保持紧密接触以实现包装膜的稳定输送,同时根据工况要求还可以用微调机构来调整薄膜压紧力。如出现故障或更换包装膜时,通过开合机构末端的偏心凸轮使2个拉膜辊脱开一定距离,方便包装薄膜通过。拉膜辊的直径为112 mm,辊面为网纹状;拉膜齿轮模数为2,齿数为28;输入同步带轮为T5齿形,齿数为32;锥齿轮模数为2,齿数为28。
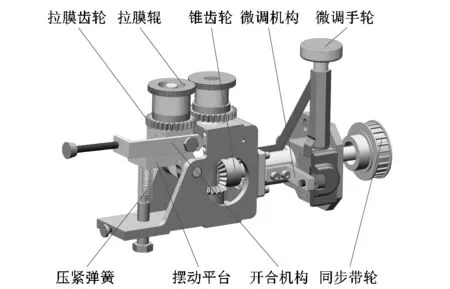
图4 纵封部件的拉膜机构Figure 4 Packaging film supply mechanism of longitudinal sealing parts
纵封部件的预热机构如图5所示,采用预热板预热包装袋的中缝部位。气缸和连杆机构的共同作用可以调整2块预热板的相对位置;同时协同温控仪,保证包装薄膜的预热效果。如出现故障或更换包装膜时,气缸复位;在拉紧弹簧的作用下,2块预热板脱开一定距离,避免包装薄膜长时间预热。

图5 纵封部件的预热机构Figure 5 Preheat mechanism of longitudinal sealing parts
纵封部件的纵封机构如图6所示。2个纵封辊中的一个安装在基座上,另一个安装在动平台上。在拉伸弹簧作用下,2个纵封辊保持紧密接触。输入同步带轮和齿轮的传动带动2个纵封辊作旋转运动,2个纵封辊运动时夹持枕式包装袋的中缝,完成包装袋的纵封。如出现故障或更换包装膜时,开合气缸动作使2个纵封辊脱开一定的距离,避免包装薄膜粘连在纵封辊上,同时也方便包装薄膜的导出。

图6 纵封部件的纵封机构Figure 6 Vertical sealing mechanism of longitudinal sealing parts
纵封辊直径为112 mm,辊面按包材厚度、性能和封接要求,制成不同形状的网纹;辊内安装加热盘,可通过温控仪调整加热温度。这些结构和仪表可以保证包装膜之间有足够的结合力,保证包装袋的密封性和美观度。输入同步带轮为T5齿形,齿数为32;锥齿轮模数为2,齿数分别为18和36。
4 旋转往复式横封器设计
4.1 横封器工作原理
厚度较小的扁平块状物品,可选用扁平枕式袋。对5连包方便面等较厚的块状物品,如采用常规的旋转式横封器,封口处容易出现褶皱,如采用往复式横封器,则封口速度较慢[10]。基于加厚枕式包装袋封口工艺,结合旋转式和往复式横封器的特点,设计一种新型的旋转往复复合式横封器,如图7所示。横封器主要由进料部件、横封器组件、折膜机构和成品输出部件等组成。经纵封部件完成中缝封接的包装袋,通过进料部件的皮带输入横封工位;横封器组件与前折膜机构、后折膜机构协同动作,完成包装袋中缝的横封封口与切断,输出包装成品[11]。

图7 旋转往复式横封器总成Figure 7 Rotary reciprocating horizontal sealing parts
为避免较厚包装袋封口过程的干涉问题,设计了进料部件和成品输出部件的随动机构如图8所示。进料部件进料皮带的主动带轮F1和从动带轮F4固定在基座上,带轮F2和F3安装在进料连接板上,进料凸轮也安装在进料连接板上。安装在下热封器上的杆端轴承按沟槽凸轮的轮廓轨迹运动,驱使带轮F2和F3作相应的平动动作;在保证进料皮带长度不变的情况下,使得包装袋及内含包装物与横封机构保持适当空间,实现包装袋横封的稳定封接。成品输出部件同理设计,保证包装袋横封的稳定封接和包装成品的快速脱离与输出。相比于常规横封器,新型横封器的上、下封头采用平行热封板、实现板式面接触的热封,具有封合质量好、封口速度快和封合厚度较厚的特点,但结构比较复杂、制造成本较高。
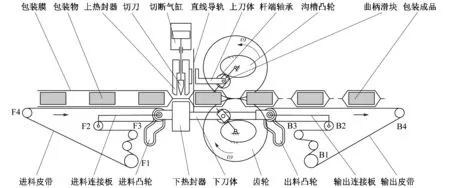
图8 横封部件机构简化模型Figure 8 Simplified mechanism model of horizontal sealing parts
4.2 横封器组件
横封器组件是横封部件的重要组成部分,主要由上热封器、下热封器、直线导轨、齿轮组和端封基座等组成,如图9所示。
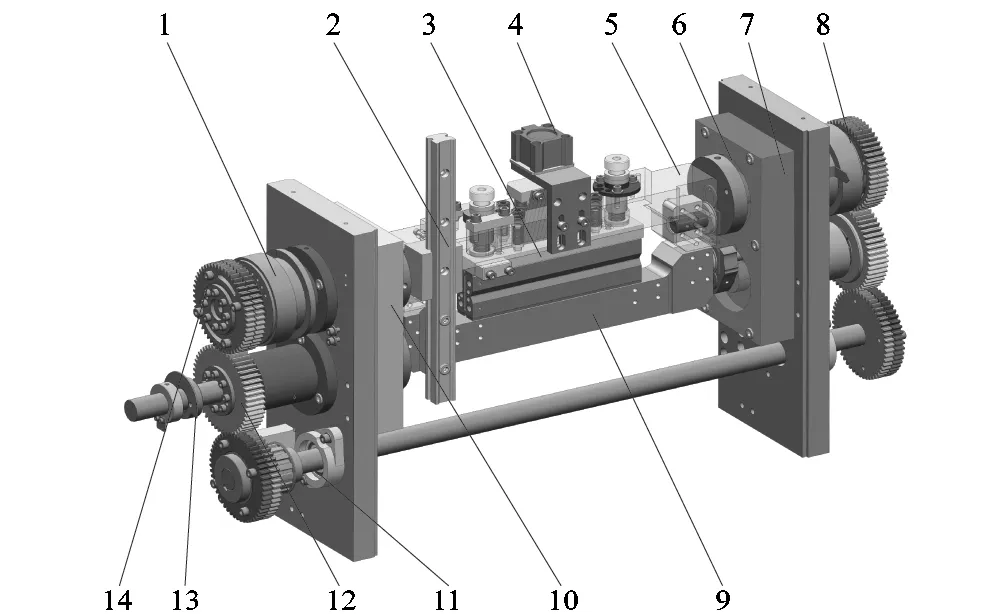
1—前折膜凸轮;2—导轨;3—封口器;4—切断气缸;5—上刀体;6—回转腕;7—封口沟槽凸轮;8—后折膜凸轮;9—下刀体;10—端封座;11—输入同步带轮;12—齿轮组;13—检测挡片;14—机械锁。图9 横封器组件Figure 9 Model of horizontal sealing components
图9中,电机驱动输入端同步带轮转动,同步带轮顺序地通过齿轮组驱动上、下回转腕作等速旋转;安装在上、下刀体上的杆端轴承,分别跟随上、下封口沟槽凸轮运动;上、下封口器分别安装在上、下刀体上,由于直线导轨的限制,当回转腕旋转时,上、下刀体只能沿沟槽凸轮的轮廓轨迹做复合往复平动,带动上、下封口器也作相应的复合往复平动,实现包装袋端缝的热封接与切断。
为提高横封机构的刚度、封接速度和运动同步性,横封器组件采用对称布置的形式,在两侧端封座上安装同配置的传动机构与执行机构。为简化机构设计,将包装袋切断装置与横封器进行集成设计。切断装置采用气缸驱动,安装在上热封器上,随上热封器一起平动。当上热封器往复移动到相应位置时,切断气缸动作,带动上热封器内的切刀动作,将已横封的包装袋端缝切断。为消除传动间隙、提高传动精度,传动齿轮组采取双齿轮结构,通过机械锁调整齿轮传动的传动间隙,提高横封器的运动平稳性和两侧齿轮传动的同步性。
4.3 包装袋折膜机构
枕式包装袋较厚,必须先折膜再封口。包装袋折膜机构如图10所示,包括前折膜机构、后折摸机构两部分。下刀体作复合往复移动的同时,驱动折膜板跟随下热封器及包装袋作往复平动。同时,折膜凸轮旋转,通过轴承、折膜连杆机构,驱动折膜动平台沿横向导轨作往复的折膜动作。前后折膜机构协调运动,实现包装膜横封之前的折膜动作。

1—折膜凸轮;2—端封座;3—下刀体;4—横向导轨;5—出料凸轮;6—折膜动平台;7—折膜板;8—输出皮带;9—输出导轨;10—折膜连杆机构;11—齿轮组。图10 单端包装袋折膜机构Figure 10 Folding film mechanism of horizontal sealing component
4.4 横封工艺阶段设计
对较厚枕式包装袋的横向封口,必须使包装袋与横封机构在封口的过程中保持适当距离,以保证包装袋端封的稳定封接和包装成品的快速脱离。根据封口动作和封口工艺要求,可将横封工艺分成3个阶段,如图11所示。图中仅绘制下半部分横封机构,点A,B和C对应沟槽凸轮的3个位置。
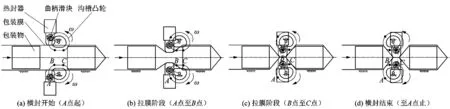
图11 枕式包装横封工艺阶段Figure 11 Horizontal sealing process stage
1)第1阶段(从A到B)。上、下热封器做旋转往复式平动,上、下热封器在A点开始和包装膜接触,包装膜包裹在上、下热封器的外表面,跟随热封器运动,直至上、下热封器运动至B点位置时开始接触。
2)第2阶段(从B到C)。上、下热封器夹持着包装膜继续平动,完成包装袋的热封接与切断。
3)第3阶段(从C到A)。上、下热封器运动至C点位置时脱离接触,继续回转到A点。在此过程中,输出皮带带着包装成品快速脱离,同时,牵引包装膜筒及内包装物继续前行,直至下一个包装物移动到横封工位。
4.5 横封机构运动分析
基于横封工艺原理,建立端封机构运动分析模型如图12所示。上、下热封器采用对称运动机构,为分析简便,仅绘制下热封器的运动机构。图12中:O为回转腕曲柄的回转中心;P为滚子轴承的中心,滚子轴承沿沟槽凸轮的轮廓曲线运动;D,E为下热封器封口面的2个角点;G,H为内包装物的下角点;M为封横进料凸轮内的滚子轴承中心;N为成品出料凸轮内的滚子轴承中心。
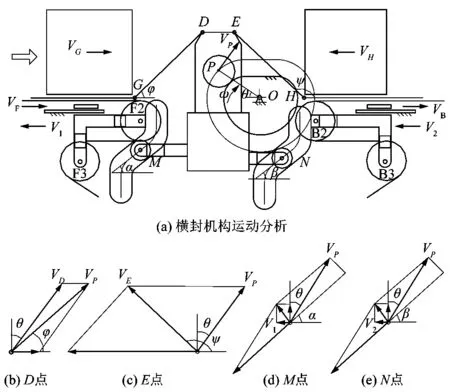
图12 横封机构运动分析原理图Figure 12 Horizontal sealing mechanism motion schematic diagram
滚子轴承的回转中心、滚子轴承与沟槽凸轮内轮廓接触点、曲柄回转中心为三角关系,为简化设计模型,此处忽略滚子轴承的半径对机构运动学分析的影响。基于横封机构运动分析模型,有:
VP=ωR。
(1)
式中:VP为滚子轴承的瞬时速度;R为凸轮轮廓的瞬时半径,与凸轮轮廓的位置有关,R=f(θ);θ为回转腕曲柄的旋转角度,对下热封器顺时针为正向旋转方向。
横封器拉膜的过程中,包装膜与热封器的封口表面不能有相对滑动,且有:
VG=VF-V1;
(2)
VH=VB-V2。
(3)
式中:VG为包装膜及内包装物的进料速度;VH为单端封口包装袋的回推速度;VF为进料皮带速度;VB为成品输出皮带速度;V1为进料皮带移动带轮F2的移动速度;V2为成品输出皮带的移动带轮B2的移动速度。
因为包装膜与热封器无相对移动,则有:
(4)
(5)
式中:VD为成品输出皮带速度;φ为热封器拉膜过程中进料包装膜与水平面的夹角,与封合位置有关;Ψ为热封器拉膜过程中出料包装膜与水平面的夹角,与封合位置有关。
V1=VPcos (α+θ)sinα;
(6)
V2=VPcos (β+θ)sinβ。
(7)
式中:α为进料沟槽凸轮的轮廓曲线角度,与滚子轴承中心位置有关;β为成品输出沟槽凸轮的轮廓曲线角度,与滚子轴承中心位置有关。
5 封口执行机构工作循环图
枕式包装机需通过多凸轮、连杆机构的协同动作,实现枕式包装袋的进料、折膜、横封、切断以及成品输出。基于前述工艺分析与执行部件的设计,设计封口部件执行机构的工作循环图[12]如图13所示。

图13 横封器执行机构工作循环图Figure 13 Working cycle diagram of horizontal sealing mechanism
主动电机通过同步带和齿轮传动,驱动包装袋的拉膜、整理输送与纵封机构做连续等速转动;横封机构通过沟槽凸轮和曲柄滑块机构,实现上、下热封器的旋转往复平动封口动作;通过PLC控制切断气缸动作,实现包装袋端缝的实时切断;通过进料沟槽凸轮、输出沟槽凸轮,实现进料、输出皮带机构的往复移动;通过前、后折膜凸轮及折膜连杆机构实现包装袋的前、后折膜动作。基于封口执行机构的工作循环图,可指导沟槽凸轮等机械控制元件的设计,也为整机的PLC控制提供技术支持。
6 结语
课题组根据行业内对较厚块状物品的枕式包装需求,基于常规枕式包装机封口部件的分析,设计了较厚块状物品的包装工艺;基于凸轮与PLC的协同控制理念,建立了旋转往复式横封运动学模型;设计了旋转往复式横封器与纵封器,以及多机构协同控制的工作循环图。课题组研发的新型封口部件已在企业的枕式包装机上应用,相比于常规封口部件,具有适用包装尺寸大、封合质量好及封口速度快等优点。后续还需优化各凸轮的轮廓曲线与PLC协同控制程序,提高枕式包装机的包装速度与可靠性。
猜你喜欢
花火·绘阅读(2021年1期)2021-09-10
学苑创造·C版(2019年4期)2019-05-09
科技视界(2018年21期)2018-12-10
农村农业农民·B版(2017年11期)2017-12-06
学苑创造·C版(2016年12期)2017-01-17
BOSS食尚(2016年6期)2016-06-01
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
建筑工程技术与设计(2015年26期)2015-10-21
中华活页文选·快乐读与写(2014年3期)2014-03-12
汽车零部件(2012年2期)2012-07-25
