HF-5M五面体加工中心附件铣头交换故障分析及排除
2022-01-01 06:31陆雄宾立
金属加工(冷加工) 2022年12期
陆雄,宾立
湖南三一工业职业技术学院 湖南长沙 410129
1 序言
HF-5M五面体加工中心是三一汽车起重机公司的关键、重点设备,主要用于汽车起重机回转台、吊臂及车架等大型工件的加工,外形如图1所示。该机床是由日本进口的一台高精尖设备,是一种集机械、电气、液压气动及数控系统于一体的大型龙门加工中心。该机床功能强大、精度高、运行可靠,但在生产过程仍然会出现各种各样的故障,由于其结构复杂,维修难度大,所以一般情况下都是联系生产厂家来处理,但这种方式费工、费时、费钱,且耽误生产。因此我公司对机床的结构及工作原理开展深入研究,自行维修,及时排除故障,可做到省工、省时、省钱,且高效生产。本文主要对附件铣头交换故障进行分析和研究。

图1 HF-5M五面体加工中心外观
2 附件铣头自动交换装置介绍
五面体加工中心最大的特点是配备了附件铣头自动交换装置,工件一次装夹后,能完成除安装底面外的五面加工。机床本体采用双立柱门式结构,主要由床身、工作台、立柱、顶梁和横梁等部分组成。数控系统采用FANUC 16i-MB系统,机床共有4个坐标轴,在床身上有可以前后移动的工作台(X轴),在左右立柱上有可以上下移动的横梁(W轴),在横梁上有可以左右移动的滑枕主轴头滑座(Y轴),滑座上有可以上下移动的滑枕主轴头(Z轴)。
附件铣头自动交换装置(AAC装置)分为两大部分,如图1所示。一部分是附件铣头,位于滑枕主轴头部位,通过液压系统自动装夹在滑枕主轴头端部;另一部分是铣头库,用于存放附件铣头,位于右立柱的前方。
铣头库有1个防尘盖和3个附件铣头,如图2所示,有90°直角附件铣头、小型直角附件铣头和伸长附件铣头。当不使用附件铣头时,滑枕主轴头端部会自动装夹防尘盖。
铣头库中4个托架用于承载附件铣头及防尘盖,托架上的接近传感器用于检测附件铣头及防尘盖的在库状况。伺服电动机通过同步齿形带与减速齿轮驱动头库底座旋转,附件铣头与防尘盖板在托架上随之旋转。
AAC装置通过NC指令来进行附件铣头的自动交换。铣头交换指令为M56,运行宏程序取出铣头库中的附件铣头(或防尘盖),与安装在滑枕主轴头上的附件铣头(或防尘盖)进行交换。附件铣头的装卸位置在铣头库的原点位置(见图2)。

图2 附件铣头库示意
3 附件铣头交换故障分析及处理
HF-5M五面体加工中心设计了完善的故障报警系统,大部分故障都有报警信息提示,给维修工作带来了极大的方便。五面体加工中心附件铣头自动交换装置结构复杂,故障排除难度大。但只要充分利用加工中心的报警信息,采用一定的方法,就能快速高效排除故障。下面对附件铣头自动交换装置的一例故障进行分析,并对故障排除方法进行详细描述。
3.1 故障现象
执行程序M56A32,从铣头库中抓取A32附件铣头,并将A32附件铣头装载到滑枕主轴头上,A32附件铣头与滑枕主轴头上的附件铣头交换正常。执行程序M56A31,附件铣头A32放回铣头库,滑枕主轴头(Z轴)向上移动,Z轴移动到约80mm时突然停下,附件铣头交换程序中断运行,同时FANUC数控系统显示屏出现故障报警:“3119 ATTACHMENT UNDEMOUNT”,中文意思是“附件铣头未拆卸”。
3.2 故障分析
根据故障现象描述,被交换的附件铣头A32已经放入铣头库,滑枕主轴头离开附件铣头库后中断运行,此时的报警号是3119。针对该故障,采用“顺藤摸瓜”的方法来一步一步地查找故障点。具体诊断步骤如下。
(1)在FANUC系统中查找相应宏程序[1]报警号3119是一个由FANUC宏程序产生的报警,从这个报警信息开始分析。由报警可知,系统变量#3000中对应的值为119,根据这一线索,在FANUC系统中查找到对应的宏程序为O9301,这是一个附件铣头自动交换的宏程序。具体宏程序内容如下。


(2)在宏程序中查找对应的系统变量 从宏程序中可以找到报警程序段②,程序内容为“N3001#3000=119(ATTACHMENT UNDEMOUNT)”,执行这条程序就会出现3119报警。根据程序段号3001查找到对应的程序段① ,程序内容为“IF[#1003NE1]GOTO3001”。这条程序的含义是,如果系统变量#1003不等于1,就执行N3001程序段。由此找到了引起报警的系统变量为#1003。接下来需要进入PMC梯形图查找系统变量#1003对应的PMC地址。
(3)在PMC梯形图中查找故障点[2]步骤如下。
1)由系统变量#1003可知PMC中对应的地址为G54.3(线圈)。
2)在梯形图界面搜索G54.3会自动跳跃到目标出现的位置,如图3所示,查找到中间寄存器R572.2(触点)。
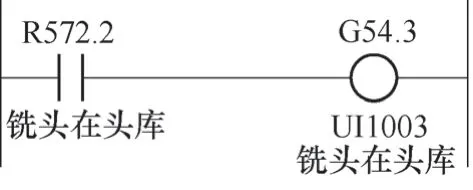
图3 线圈G54.3梯形图
3)继续搜索R572.2(线圈),找到输入地址X70.7,如图4所示。
图4 线圈R572.2梯形图
输入地址X70.7就是我们要找的故障点,也是引起附件铣头交换故障的原因。找到原因后,接下来就是如何进行故障处理。
3.3 故障处理
利用宏程序和梯形图对故障进行分析,找到了故障点PMC输入端X70.7。查阅厂家的技术资料,PMC输入端X70.7接入的元件是一种分离式接近传感器,这种分离式感应接近传感器分为两部分,一部分为检测探头,另一部分为检测信号的输出部分。铣头库中每个托架上装有一个检测探头,检测信号的输出部分装在铣头库原点位置(见图2)。检测信号通过电缆传送到数控系统的IO单元。找到了故障点,并不代表找到了具体的故障部位。可能的故障部位有IO单元、传输电缆、检测信号的输出部分及检测探头。进一步确定故障部位的方法如下。
1)根据报警信息,故障是在完成A32附件铣头更换后出现的,先检查A32托架的检测探头是否能检测到信号,用一块钢板接近A32托架的检测探头,观察到PMC输入端X70.7一直为0,确认A32托架检测探头没有信号传送到数控系统的IO单元。
2)用手动方式旋转铣头库,使A31托架转到原点位置,用一块钢板接近A31托架的检测探头,PMC输入端X70.7由0变为1。由此可以判断出,A31托架的检测探头正常,公共部分IO单元、传输电缆及检测信号的输出部分均正常。
根据前面的测试,可以最终确认,A32托架的检测探头损坏。更换检测探头,五面体加工中心恢复正常[3]。
4 结束语
在检测故障的过程中,充分利用数控系统的报警信息,同时灵活应用数控系统故障检查的一些行之有效的方法,从故障现象开始,从一个点位依次查下去,一个接一个的关联点被搜索出来,再经过逐一分析排除,最后定位到关键点。
附件铣头的交换是利用PMC梯形图,并结合宏程序来实现的。要想高效排除故障,必须非常熟悉PMC梯形图和宏程序。
总之,在数控机床出现故障后,要根据故障的难易程度及故障的性质,合理采用不同的分析问题和解决问题的方法。
猜你喜欢
智能制造(2021年4期)2021-11-04
汽车实用技术(2018年18期)2018-09-26
科技视界(2018年6期)2018-05-11
价值工程(2017年31期)2018-01-17
数码世界(2017年12期)2018-01-03
大陆桥视野(2017年22期)2017-12-14
科学与财富(2016年28期)2016-10-14
考试周刊(2016年51期)2016-07-11
现代职业教育·高职高专(2016年7期)2016-07-09
专用汽车(2016年8期)2016-03-01