
数控车床液压自动定芯夹具设计研究
2021-12-31 01:20广东省机械技师学院陈柳朴
电力设备管理 2021年13期
广东省机械技师学院 陈柳朴
对于数控车床、普通车床或者磨床的等机加工设备,夹装的方法通常有头夹尾顶或者头夹尾托两种,采用这种方法一般是对套筒类零件进行加工。日常最常用的是头夹尾顶法,主要原理是机床通过卡盘固定工件外圆,尾部顶尖对套筒的内孔进行定位。采取这种定位夹紧方式的优点在于先对基准孔进行定位,并且能够适应不同顶尖的大小,以便能实现有效固定。而另一种方法头夹尾托法的原理是中心支架在尾部固定外圆,额外注意的是在安装过程中需要检查并保证安装精度,并且需要对支架位置进行动态调整来确保零件能够完全被加工,这些步骤增加了加工时间。因此为了减少机加工过程中的工序,同时确保同轴度、圆跳动等保持在一个高精度上,势必要设计可以进行自动定位,固定稳定性强,适用范围广的夹具,从而提高产品的生产研发效率[1]。
1 数控车床液压自动定芯夹具设计
1.1 数控车床液压自动定芯夹具工作机理
数控车床液压自动定芯夹具的作用主要为自动定芯和夹紧,其原理一部分是利用液体的不能够被压缩的特性,一部分是基于薄壁套筒能够自发进行均匀的弹性变形。首先需要将工件固定到薄壁套筒上,同时把加压螺钉进行固定和定位,然后利用端头的活塞对液压油进行施压,由于整个型腔是封闭的,其密闭性很好,且整个型腔的分布均匀,所以液压油可以将压力均匀的传递到薄壁套筒上,进而薄壁套筒会发生径向变形,值得一提的是这里的变形同样是均匀的。最终能够使工件精准进行定位和夹紧。当螺钉被拧出活塞柱的时候,液压型腔内的压力减小,薄壁套筒的材料会发生弹性回弹,进而使得薄壁套筒进行复位,实现工件的松开。
数控车床液压自动定芯夹具的优势在于工件和夹具的定位方式是通过圆柱面进行接触的,这种定位方式的误差很小,定芯的精准度很高。此外,通过液压油进行传递压力,能够使得薄壁套筒的整体受力变得更加均匀,使得薄壁套筒的变形更加均匀,不会发生局部变形大的情况,因此也不会影响回弹效果,使得回弹过程变得更加流畅。并且薄壁套筒的安装方式是可以拆卸的,进而使得整体夹具的日常修复变得简单。日常工作会使得夹具部分位置可能发生磨损、损伤等现象,以及材料的疲劳软化导致的回弹力不足的问题,从而影响点位精度。因此可以修护和替换局部零件增加了整体设备的使用寿命,降低了企业的生产成本[2]。
1.2 数控车床液压自动定芯夹具设计
1.2.1 套筒类工件夹具的设计
如果工件的尺寸较大,基于现有机床的特点和夹装方式,夹紧的方式选择卡盘夹紧主轴端,选择机床尾架确保定位精准,这种定位方式选择的原因是,首先考虑到数控车床自身的定位精度很高,不需要对位置进行调整,不用增加额外的工序,尽管可能会影响到加工质量,但是选择尾架定芯进行装夹。在实际的加装过程中可能会发生顶尖与工件内径或倒角不相匹配的情况,因为工件与顶尖的接触面积小,使得接触不足,在机加工过程容易发生振动,降低了机加工过程的稳定性,因此需要考虑自适应的夹紧方式,所以最终采用了内胀式夹紧、尾架定位的方式。内胀夹紧工作时,工件既被夹紧,又同时旋转,因此夹紧力需要达到一定的数值才能实现工件和夹具的同步旋转。
日常采用经验的手动式夹紧方式可靠性差,因此需要设计液压控制的夹紧方式,既保证了稳定的内胀力,还确保了机械设备的可靠性。另外,考虑到实际需求中套筒类的尺寸规格可能比较多,因此在夹具设计的初始阶段就要拟定系列化的标准规格。
1.2.2 数控车床液压自动定芯夹具设计
数控车床液压自动定芯夹具设计的技术要求有如下几点。能够完成不同大小工件的定芯和装夹,且定芯是自动的,装夹稳定可靠。额外值得注意的是,采用自动定芯夹具进行加工,能够保证工件的加工等级达到4~5级,相对于传统定位加工而言,加工精度大大提高。而且在加工过程中不需要对基准面进行定位,节省了工作时间提高了工作效率,同时保证了加工精度。利用液压系统进行夹紧,利用计算机软件能够实现自动控制,可以针对不同的工件的加装需求进行装夹。
另外针对胀紧装备的设计,需要保证高精度的同轴度,对象一个是膨胀套,一个是滑动椎体,一般而言同轴度需要保持在0.02mm 左右。同时还需要限制膨胀套的膨胀范围,以便可以适应不同尺度的工件。为了让工件的装夹方式变得更加牢固,增加其可靠性,采取的措施是增加胀紧接触面积,这样能够使得胀紧装置在涨大及收缩的过程中平稳的过渡。最后在选材上需要考虑数控车床液压自动定芯夹具的强度,应该具有较好的耐磨性和耐腐性,而且不会产生自锁的现象。
数控车床液压自动定芯夹具安装于数控车床上,其主要有两大部分组成,一部分为液压装置,另一部分为胀紧装置。其中液压装置由缸盖、缸筒和芯轴等组成,胀紧装置由滑动锥体和膨胀套等组成,此外还有轴承等其余零部件。
1.3 液压装置的结构设计
液压装置主要有几部分组成,主要部件为芯轴,作为整个夹具的支撑结构,芯轴也是作为活塞的作用。其余部分为双作用液压缸筒、缸盖、接头。基于实际的设计需求,需要确保夹具和尾架能够进行同心装配,因此采用莫氏锥体结构配合莫氏锥孔,保证二者的同轴度。双作用液压缸通常具有两个型腔,利用接头和油路连接,实现液压系统的进油和回油,确保液压缸能进行正常的往复移动。又因为液压缸和膨胀套二者之间具备相对运动,此时的相对运动为转动,因此选择推力轴承用于承受轴向力,同时能够确保转动的精度。
1.4 数控车床液压自动定芯夹具的工作原理
数控车床液压自动定芯夹具通过莫氏锥体和尾座连接。在日常作业的时候,通过控制液压系统,可以使得尾座带动数控车床液压自动定芯夹具进行轴向运动,与此同时套入工件内孔。同时在复位弹簧的作用下,膨胀套能够进行径向和轴向移动,使得工件处于被胀紧的状态,能够确保工件与数控车床液压自动定芯夹具达到稳定的同轴度。待机加工完成后,通过液压系统进行减压,液压缸筒会使得膨胀套向尾座进行移动,而且在弹簧复位下,膨胀套能够实现径向收缩和轴向移动,使得工件处于放松状态。
2 数控车床液压自动定芯夹具的受力分析
以膨胀套为研究对象,研究胀紧和送退两个阶段进行受力分析(图1)。其中FR1为膨胀套外环面受到的反力,FN1为膨胀套外环面受到的法向力,Ff1为膨胀套受到的摩擦力;FR2为膨胀套内圆锥面受到的反力,FN2为膨胀套内圆 受到的法向力,Ff2为膨胀套内圆锥面受到的摩擦力;Ft为弹簧张紧力。同时以液压缸的推力作为驱动力,也就是轴向预紧力,其具体的受力矢量分析如图2。

图1 膨胀套受力分析
膨胀套在胀紧时预紧力F 通常作为驱动力,由图2中的矢量图可以求得F=(FR1cosλ+Ft)×tan(α+λ)+FR1sinλ,因此可以假设,当驱动力不变即轴向预紧力F 恒定时,可得到效率:

所以在液压缸推动力的作用下,膨胀套不能进行涨大,也就是说不能发生自锁现象。在回退过程中,轴向预紧力F 此时作为阻力可以根据图2能够得到F'=FR2sin(α-λ)-(FR2cos(α-λ)-Ft)tanλ,当阻力F 不变的条件下,可以进一步计算出效率:

图2 膨胀套力矢量多边形图

所以经分析可知,当液压缸再退回过程中受到复位弹簧的影响,膨胀套的自锁现象不会产生,能够保证膨胀套完成送退复位的过程。
3 膨胀套的强度理论校核
根据液压系统额定压力和设计缸体的结构等基础数据,可以计算关于膨胀套的预紧力,其中,pe为额定压力,dhs为液压缸活塞的直径;dhsg为液压缸活塞杆的直径。根据图2可对膨胀套进行详细的受力分析:

其中,p1为膨胀套的外环和套筒的平均压力;p2为膨胀套的内环和滑动椎体的平均压力;B 为膨胀套的宽度;L 为膨胀套的内环和滑动椎体的长度;dm为膨胀套胀紧后的内锥面的平均直径;dmin为膨胀套胀紧后的小端直径;dmax为膨胀套胀紧后的大端直径;D 为膨胀套胀紧后的膨胀套的外环直径,其具体的参数如图3。
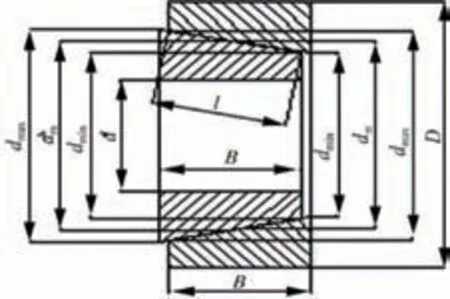
图3 胀紧装置结构示意图
以Lame 理论为基础,考虑分布压力对膨胀到产生的影响,可计算膨胀套产生的径向和周向应力:
因为膨胀套同时受到轴向力和扭矩的作用,根据第四强度理论,可知:

因为可以根据计算的等效应力,结合塑性变形条件进行强度校核:
结论:在机加工套筒类零件时,传统的安装定位方式影响加工效率和加工精度,本文设计了数控车床液压自动定芯夹具,可以在保证精度的条件下,适用更多的加工零部件,提高了产品生产效率,降低了企业成本。
猜你喜欢
结构工程师(2022年2期)2022-07-15
汽车工程(2021年12期)2021-03-08
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年4期)2017-06-22
凿岩机械气动工具(2015年3期)2015-11-11
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28
