
FZC系列催化剂在渣油加氢装置的工业应用
2021-12-23 00:39庄志勇孟祥雷牟光宇
炼油与化工 2021年6期
杜 煜,庄志勇,孟祥雷,牟光宇,王 帅
(中国石油辽阳石化油化厂,辽宁 辽阳 111003)
某公司的240×104t/a渣油加氢装置采用中国石油抚顺石油化工研究院的固定床渣油加氢脱硫工艺与工程技术,设计以俄罗斯原油中的减压渣油、催化裂化重循环油和催化重柴油为原料,在渣油加氢催化剂作用下,经过反应脱除原料中的硫、氮、金属等杂质,降低残炭含量[1],为催化裂化装置提供优质原料,同时生产部分柴油并副产少量石脑油和燃料气。反应部分设置I、II系列,每个系列可以单开单停,分馏部分为共用单元。
装置于2018年9月开车,2020年9月对反应部分I系列进行换剂,I系列第2运行周期催化剂为FZC系列渣油加氢处理催化剂,技术协议产品保证性能:加氢常渣硫≯1 600μg/g、氮≯1 600μg/g、残炭≯4.2%、(镍+钒)≯10μg/g、铁≯5μg/g。
I系列自2020年9月换剂后运行3个月,处于运行中期,故标定48 h。
1 装置设计
装置由反应部分、分馏部分和公用工程组成,设计规模为240×104t/a,操作弹性为50%~110%,开工时数为7 600 h/a,工艺原则流程见图1。

图1 渣油加氢装置工艺原则流程
2 装置标定
2.1 原料标定
I系列标定时原料油为减压渣油、减压蜡油、催化裂化重循环油和催化重柴油的混合油,具体比例见表1。
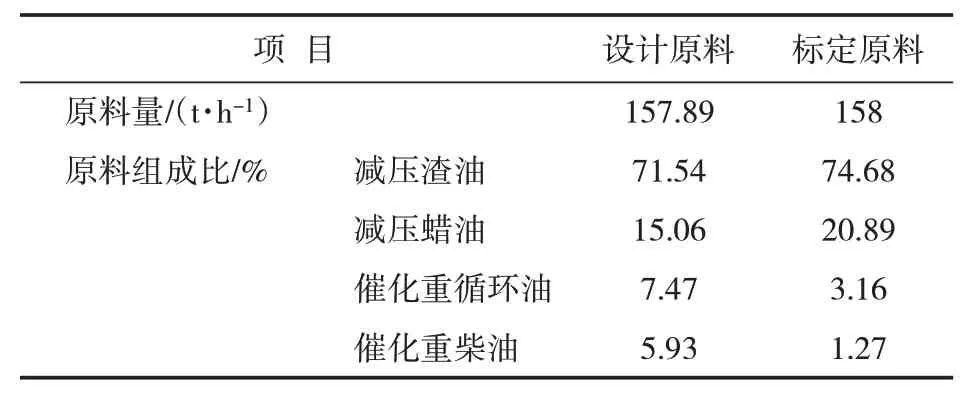
表1 原料油设计比例与标定比例
混合原料油的性质见表2。
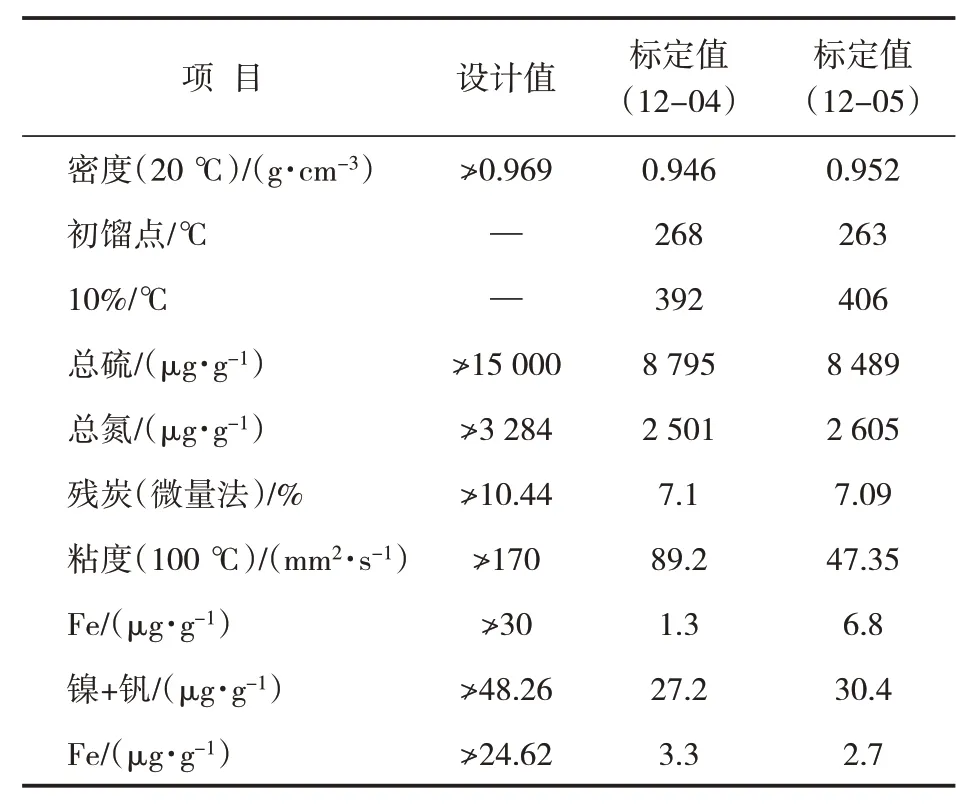
表2 原料油性质设计值和实际值
由表1和表2可知,此次标定期间混合原料油中掺渣比较设计值偏高,主要因为上游常减压装置减压渣油收率提高,减压渣油中含有部分蜡油组分,故混合原料油性质优于催化剂设计值。混合原料中总硫、总氮、残炭、金属离子等关健性指标均满足催化剂限定值。
但是原料中硫含量较低,均值在8 642μg/g,对加氢反应不利,易造成脱残炭率、脱氮率和脱金属率降低[2,3]。
2.2 产品性质
渣油加氢装置主要产品为加氢渣油、柴油,加氢渣油和热低分油。
加氢渣油产品性质见表3。

表3 加氢渣油产品性质
柴油产品性质见表4。

表4 柴油产品性质
热低分油产品性质见表5

表5 热低分油性质
从表3、4、5可知,加氢柴油产品指标满足生产要求,加氢渣油中硫、残炭、金属和铁含量均满足催化剂设计要求和生产运行要求,但氮含量均值为1 852μg/g,不满足催化剂设计要求,但满足生产工艺控制指标≯2 000μg/g的要求,原因有3个。
(1)原料油中硫含量低,导致脱氮率降低;
(2)II系列催化剂已运行810 h,超技术协议周期(540 h),脱氮率明显降低。根据装置I系列热低分油分析结果,按照加氢渣油收率92.5%核算,I系列加氢常渣中硫含量为1 121μg/g、残炭为4.13%、(镍+钒)为9.19μg/g、铁含量为3.41μg/g、氮含量为1 600μg/g,均满足技术协议要求;
(3)从表中可以看出,12月4日的加氢渣油初馏点、10%点、金属、粘度较12月5日偏低,主要是因为在标定前,装置原料的蜡油掺比大,在标定前才调整原料配比值,产品性质有滞后性,所以以12月5日的数据为准。
2.3 物料平衡
标定时期的物料平衡与设计物料平衡见表6,设计和标定时的损失主要由原料油加氢后生成硫化氢,硫化氢随循环氢进循环氢脱硫系统,被贫胺液洗掉所致[4,5]。

表6 装置设计物料平衡与标定物料平衡
从表6可以看出装置在标定期间进料减压渣油比例比设计值稍高,蜡油比例比设计值稍低,主要因为标定期间常减压装置减压渣油收率较正常工况偏高,导致减压渣油中含有蜡油组分。
2.4 装置能耗
设计与标定期间能耗见表7。
从表7可以看出,标定装置能耗为621.7 MJ/t,比设计值748.62 MJ/t要低。相差比较大的是中压蒸汽、电能和燃料气消耗。

表7 装置设计能耗与标定能耗对比
中压蒸汽用量少,是由于目汽轮机的转速低,在满足产品指标的提前下,降低汽轮机转速,节约中压蒸汽的用量。
电耗低于设计主要采取3项节能措施。
(1)新氢压缩机采用贺尔碧格系统,目前压缩机的负荷在50%左右;
(2)高压贫胺液泵目前运行1台即可满足工艺生产需要;
(3)由于冬季生产,空冷风机运转台数较少。
燃料气消耗比设计值低主要是装置I系列更换催化剂,催化剂活性较高,且原料性质优于设计值,故反应器入口温度控制较低即可满足产品指标,保证产品质量不过剩,燃料气消耗量降低。
装置标定期间,无0.4 MPa蒸汽和污水产生。
3 结束语
此次标定是装置I系列在100%负荷条件下进行,从产品分析数据得知,更换催化剂后,满足生产要求。装置I系列更换催化剂后,根据I系列热低分油分析结果,按照加氢渣油收率92.5%核算,则I系列加氢常渣中硫含量为1 121μg/g、残炭为4.13%、(Ni+V)为9.19μg/g、铁含量为3.41μg/g、氮含量为1 600μg/g,均满足技术协议要求。标定期间综合能耗为621.7 MJ/t原料,相比设计748.62 MJ/t原料低,主要产品的质量指标满足生产要求,主要产品收率高于设计值,能耗低于设计值,证明了FZC系列催化剂在240×104t/a渣油加氢装置工业应用成功。
猜你喜欢
分子催化(2022年1期)2022-11-02
建材发展导向(2021年16期)2021-10-12
汽车电器(2021年8期)2021-08-24
汽车电器(2021年7期)2021-08-04
当代水产(2021年3期)2021-07-20
有色金属材料与工程(2020年1期)2020-11-28
汽车维修与保养(2020年11期)2020-06-09
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
智富时代(2018年3期)2018-06-11
