
浅谈提高“日”字形柱制造质量的方法
2021-12-22 06:14董胜彬韩吉超李靖
金属加工(热加工) 2021年12期
董胜彬,韩吉超,李靖
1.中国电建集团山东电力建设第一工程有限公司 山东济南 250102
2.山东丰汇设备技术有限公司 山东济南 250200
关键字:“日”字形柱;质量控制;焊接变形
1 序言
钢结构厂房是目前工业与民用建筑广泛使用的设施,钢柱则是钢结构厂房主要承重构件。钢柱制造质量的好坏,直接影响到钢结构厂房的整体结构强度和稳定性。钢柱根据截面结构形式的不同,可以分为“十”字形柱、“H” 形柱及箱型柱。随着结构优化设计手段的日益成熟,新型的“日”字形柱(见图1)逐渐得到广泛使用。“日”字形柱是继“H” 形柱、箱型柱、“十”字形柱又一新的结构形式。由于“日”字形柱结构复杂,焊接难度高,对“日”字形柱的制造质量提出了更高的要求。

图1 “日”字形柱截面
经调研发现,目前“日”字形柱制作过程中,存在柱身扭曲、旁弯等质量问题,造成了大量的返工工序,增加了企业制造成本。因此,加强“日”字形柱焊接质量的控制,具有十分重要的现实意义[1]。
2 “日”字形柱制造过程中的质量控制要点
“日”字形柱焊接过程中,涉及的工序有下料、焊接、打磨及热处理等工艺,其中焊接工艺是发生质量问题最多的工艺阶段。因此,焊接工艺是直接影响“日”字形柱制造质量的重要因素。
焊接工艺的控制要点包括操作人员、焊接设备、焊接材料质量、焊接方法及焊接环境等。对控制要点开展以下要素检查,以保障焊接工艺的质量[2]。
(1)人的检查 首先检查焊接操作人员、质量检查人员是否持证上岗、是否培训上岗;同时检查操作人员、检查人员的技能培训情况。
(2)设备的检查 检查焊接设备的性能是否符合焊接要求,焊接设备有无损害、有无定期检测;质量测量仪器精度是否符合要求,仪器有无损坏、是否定期检测,精度是否符合要求。
(3)材料的检查 检查焊接材料、钢板是否符合技术要求,焊接材料、钢板进场有无质量证明文件,进场检验是否合格。
(4)焊接方法的检查 检查“日”字形柱立板、翼缘板组立顺序是否得当,是否按照预定的组立工艺方案进行作业;因内隔板间距太大,为防止变形,要求组立时加斜撑进行固定支撑,检查壁板之间是否增加斜撑进行固定;检查主焊缝埋弧焊焊接参数调节是否得当并符合要求。
(5)焊接环境的检查 检查焊接现场施工环境、工装是否符合要求,现场工装布置是否合理、作业条件是否满足要求。
3 传统“日”字形柱制造的质量控制措施
(1)人的控制措施 根据现场操作人员的规模,进行相应的专业技术培训,并进行专业技术考核,合格率达到100%;达到全员持证上岗的要求。
(2)设备的控制措施 现场铆工使用的卷尺和钢角尺,每年进行定期检定,精度符合使用要求;现场焊机每半年进行定期检测,焊机具有质量合格证,焊接性能良好且工作状态正常。
(3)材料的控制措施 埋弧焊应采用与焊件材料强度相适应的焊丝和焊剂。焊丝应具有质量证明书或检验报告,符合相关国家标准的规定。钢板有合格的出厂证明文件及厂内验收、复检记录,其化学成分、力学性能和其他质量要求必须符合国家现行标准规定。
(4)焊接方法的控制措施 焊接方法符合图样、技术协议相关技术要求;“日”字形柱按照组立顺序要求,先组立“工”字形,最后再组立上下壁板,组立成“日”字形。
组立完成后的“日”字形柱,因钢柱内隔板间距太大,支撑不足,易造成钢柱壁板弯曲变形,因此需进行火焰矫正。
对组立完成的“日”字形柱,按焊接工艺评定要求的焊接电流、电弧电压、焊接速度等参数进行埋弧焊。
(5)焊接环境的控制措施 现场工装平整、作业环境要达到6S管理要求;为防止“日”字形柱组立时因壁板受力不均而引起板材波浪变形,需制作专用工装,工装表面测平后再进行作业。
4 质量控制措施的优化改进
按照上述五点控制措施,进行“日”字形柱焊接,发现仍存在壁板弯曲变形、柱身扭曲变形等现象。
“日”字形柱焊接过程中需要控制的三个指标为柱弯曲偏差、柱扭曲偏差及相邻壁板垂直度。因此,要在焊接过程中采取相应的工艺措施保证这三个指标合格。
本文针对质量控制措施中的焊接方法进行优化,改进措施如下。
为保证“日”字形柱组立壁板垂直度满足技术要求、防止柱身产生弯曲变形,组立过程中由传统的单一内隔板支撑改为内隔板加板条进行支撑;支撑板条采用车间下料过程中产生的废料进行制作,这样既改进了工艺,又使材料进行了二次利用。改进前后的支撑工艺如图2、图3所示。

图2 传统单一内隔板支撑工艺

图3 内隔板加板条的改进工艺
根据焊接工艺评定,修改“日”字形柱4条主焊缝埋弧焊的焊接参数,并对现场未按焊接工艺评定的焊接参数进行了修改。按照工艺要求,厚度>16mm的壁板要先开坡口,坡口由原来半自动火焰切割改为半自动等离子切割(见图4),改善了火焰切割氧化铁流挂、坡口锯齿状等缺陷,提高了劳动效率;同时主焊缝先用手工焊打底再用埋弧焊,减少了柱身扭曲变形量(见图5),埋弧焊焊接工艺严格按修改后的工艺操作规程进行。
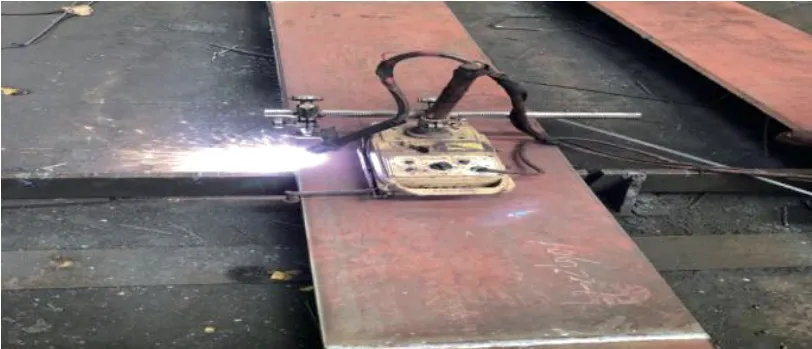
图4 半自动等离子切割开坡口
图5 手工焊打底填充焊缝
5 项目验证
根据改进的工艺措施进行“日”字形柱焊接,
所有的“日”字形柱柱身无弯曲、无扭曲变形,且不需进行火焰矫正,使用效果良好,达到了使用要求。
为了巩固改进的工艺措施,本单位根据该措施,编制了某项目钢结构生产作业指导文件和钢结构生产组织设计文件,完善了“日”字形柱生产组织流程;制定了标准化作业文件,将焊接控制纳入规范化管理;加强过程监管和控制,保证工艺措施落实可靠,为今后的类似项目提供了宝贵经验和操作依据。
6 结束语
通过对比分析了传统“日”字形柱制造质量控制措施方法,针对“日”字形柱的壁板之间支撑方式和焊接参数两个方面,进行了优化改进。
1)根据壁板间隔距离的大小,由传统的单一内隔板支撑改为内隔板加板条支撑,提高了壁板之间的垂直度,降低了柱身的弯曲变形。
2)当壁板厚度>16mm时,坡口加工方式由传统的火焰切割改为等离子切割,不仅改善了坡口质量,而且提高了工作效率。
3)“日”字形柱的主焊缝在焊接之前,先用手工焊打底,再用埋弧焊进行焊接,有利于减少柱身的扭曲变形。
上述措施对同类型的钢结构柱焊接质量控制具有一定的借鉴意义。
猜你喜欢
东方汽轮机(2021年3期)2021-12-30
石油化工设备技术(2021年6期)2021-11-23
化工设计(2021年1期)2021-03-13
民用飞机设计与研究(2020年1期)2020-05-21
沈阳大学学报(自然科学版)(2019年1期)2019-02-22
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
