
海德汉系统倾斜面加工中旋转角度解法研究
2021-12-21 08:15李军虎
装备制造技术 2021年8期
李军虎
(台州广播电视大学,浙江台州 318000)
0 引言
倾斜面是指工件上和基准平面成一定倾斜角度的平面。在传统的机械加工中,对这些倾斜面的加工主要是采用将工件安装成所要求的角度铣斜面、调整立铣头角度铣斜面、用角度铣刀铣斜面等方法来完成的[1]。
在多轴加工中,倾斜面加工也被称为定轴加工。五轴加工机床凭借这一技术,能够在一次装夹中,完成复杂结构零件的铣、镗、钻等多个工序,避免了传统加工中由于工件多次安装而造成的定位误差,缩短了生产周期,提高了加工精度[2]。在多轴倾斜面加工中,如何确定加工平面的空间角度是常常困扰编程者的一个难题。编程者需要分析机床机械坐标系和倾斜面上局部坐标系之间的变换关系,计算出机床工作台旋转角度的大小和方向。实践中,编程者往往对这一转换的原理理解得不够透彻,需要经过若干次的尝试才能得出正确结果。这样做不仅降低了工作效率,也为加工操作增加了安全隐患。因此,迫切需要探究一种求解这一问题的新方法。
1 海德汉数控系统的倾斜面加工
德国DMG 机床旗下的德玛吉DMU85 为双转台形式5 轴立式加工中心,如图1。机床的控制系统能够实现刀具和工件在X、Y、Z三个轴方向的相对移动,在A、C 两个轴的相对转动。这种机床的X、Y、Z三轴导轨各自独立,主轴采用立式结构,具有较高的切削稳定性。
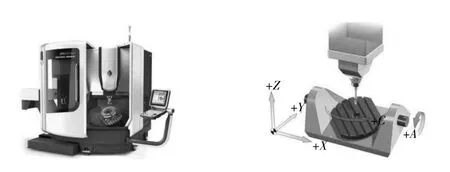
图1 双转台形式5 轴立式加工中心
DMU85 机床在零件上钻斜孔或加工倾斜轮廓时,可采用倾斜面加工指令编程。此时,控制系统先将两个旋转轴(A轴、C轴)固定在一个倾斜的位置,再运行一个三轴铣削程序,实现对机床X、Y、Z三个方向移动的控制。这种的加工方式有以下优点:(1)可以在倾斜面上实现圆弧插补和钻孔循环功能;(2)增加刀具的有效切削刃长度,减小切削力,提高刀具使用寿命;(3)加工过程中,旋转轴被锁定,增加机床刚度,提高加工效率[3]。
2 坐标系旋转的数学描述
一个活动的坐标B和一个固定的坐标A共坐标原点。当坐标系B绕着坐标系A的X轴转过γ时,旋转矩阵可表示为[4]
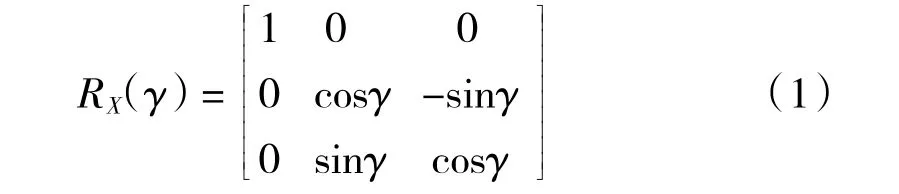
同理,绕Y、Z轴转过β、α旋转矩阵可分别表示为
旋转角的正方向由右手螺旋定则给定。当坐标系B绕着坐标系A做连续旋转时,其旋转矩阵总可以描述成RX(γ)、RY(β)和RZ(α)三者相乘的形式。
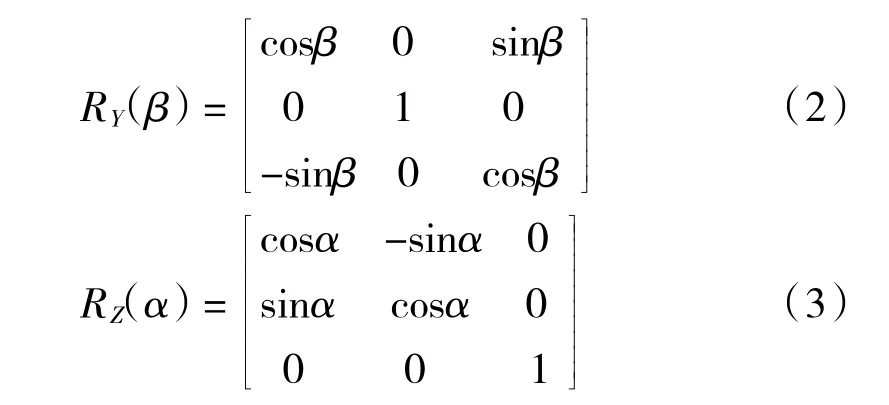
活动坐标系B连续绕着固定坐标系A的X轴、Y轴、Z轴依次转过γ、β、α角,位置变成坐标系B3时,如图2 所示。
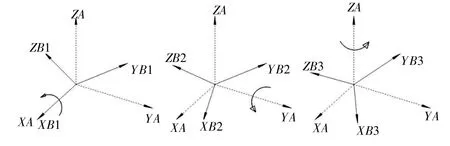
图2 坐标系B 绕固定坐标系A 的X 轴、Y 轴、Z 轴旋转
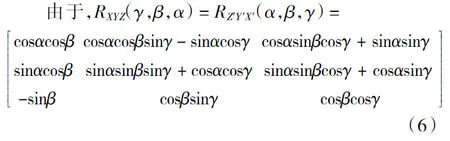
其总的坐标系旋转矩阵RXYZ(γ,β,α)为RX(γ)、RY(β)和RZ(α)三者依次左乘之积[4]。

活动坐标系B从固定坐标系A的起始位置,绕当前坐标系的Z轴、Y轴、X轴依次转过γ、β、α角,位置变成坐标系B3 时,如图3 所示。
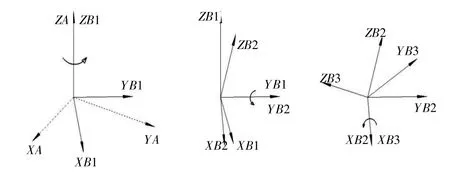
图3 坐标系B 绕当前坐标系A、B1、B2 旋转
其总的坐标系旋转矩阵RZ′Y′X′(α,β,γ)为RZ(α)和RY(β)、RX(γ)三者依次右乘之积[5]。

因此,当坐标系绕当前轴进行Z轴、Y轴、X轴旋转,最终得到的结果和绕固定轴进行X轴、Y轴、Z轴旋转得到的结果一致。
3 倾斜面加工中旋转角度的求解实例
3.1 倾斜面空间角度的求解方法
DMU85 机床的海德汉数控系统采用的倾斜面加工指令为“PLANE”。该指令通过三个围绕机床机械坐标系旋转的空间角度定义一个加工平面。旋转顺序在数控系统中固定不变:先绕X轴(空间角A),再绕Y轴(空间角B),最后绕Z轴(空间角C)。这顺序与当前刀轴无关,而且必须从机械坐标系开始[6]。在空间角度的求解时,为了容易查看,可以将这一过程转化为当前坐标系绕自身坐标轴依次进行Z轴、Y轴、X轴旋转的方式,即先求空间角C,再求空间角B,最后求空间角A。
DMU85 的海德汉数控系统加工的零件,如图4所示,整体尺寸200200100(单位:mm),上面对称分布着前后左右四个与定位平面呈45°的倾斜面。本工序要在斜面上的给定位置钻加工出四个直径为20 mm 的盲孔。由于钻加工的四个孔的轴线在垂直于倾斜面的同时倾斜于定位的基准面,因此编程加工时需采用倾斜面指令。
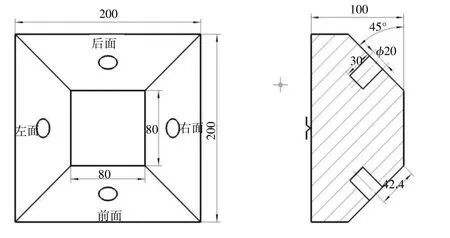
图4 斜孔加工零件示意图
为了确定倾斜面加工指令中的三个空间角度,首先要建立相应的坐标系:第一步,将零件位置摆正,俯视图如图5 所示,将零件上的四个斜面分别命名为前面、右面、后面、左面;第二步,分别以零件顶面正方形的中心及四边的中点为原点建立5 个坐标系(工件坐标系0、倾斜面坐标系1、倾斜面坐标系2、倾斜面坐标系3、倾斜面坐标系4)。工件坐标系0 的三个坐标轴的方向分别同机床机械坐标系的三个坐标轴的方向相同。其余四个坐标系(坐标系1、坐标系2、坐标系3、坐标系4)的XY平面和相应的斜面相重合。当编程者面向该斜面观察时,该倾斜面坐标的X轴的正方向水平向右。按照以上要求建立完成后的5个坐标系的空间位置,如图5 所示。
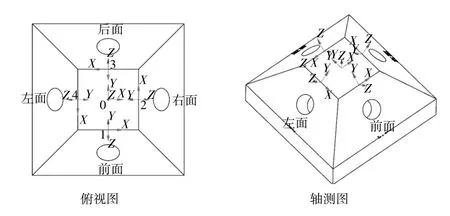
图5 工件坐标系示意图
对照图5,可以得出如下规律:要使坐标系0 与坐标系4 的X轴方向重合,只需将坐标系0 绕自身的Z轴按照右手正方向旋转270°;要使变动后的当前坐标系与坐标轴4 的Z轴方向,只需将当前坐标系绕自身的X轴按照右手正方向旋转45°,因此右倾斜面的空间角度分别为45°、0°、270°。按照上述方法,可以顺次求得其余各倾斜面的空间角度,如表1所示。
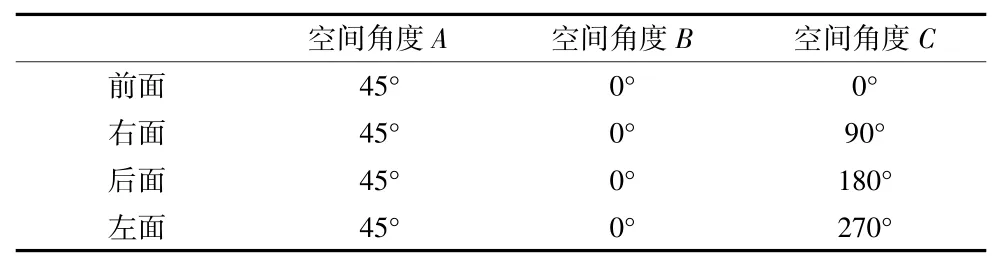
表1 各斜面的空间角度
3.2 斜面孔的钻加工程序
海德汉系统倾斜面加工指令为“PLANE SPATIAL SPAγSPBβ SPCα”,其中γ、β、α分别为倾斜面空间角度A、B、C,其正方向按照刀具相对工件的右手螺旋定则给定。倾斜面加工复位指令为“PLANE RESET”,在编程时两个指令要成对使用[6]。由于钻加工的四个孔在四个坐标系(坐标系1、坐标系2、坐标系3、坐标系4)中的位置、孔径及深度相同,因此,编程时可在倾斜面加工指令后,通过调用相同的子程序来完成钻孔加工。
4 结论
本文阐述了海德汉数控系统倾斜面加工的工作原理、坐标旋转角度的求解方法,并通过一加工实例验证了这一方法的正确性,为五轴加工中心的编程及操作提供了新的参考。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
制造技术与机床(2019年2期)2019-03-06
测控技术(2018年5期)2018-12-09
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
电信科学(2016年10期)2016-11-23
科技传播(2015年20期)2015-03-25
