
鲜湿米粉原料加工适应性及配米技术研究
2021-12-21 05:22张聪男冯晓宇徐志村王俊仁陈正行
中国粮油学报 2021年11期
张聪男 薛 薇 冯晓宇 徐志村 王俊仁 陈正行 王 莉 蒋 洁
(江南大学粮食发酵工艺与技术国家工程实验室1,无锡 214122) (江苏省农垦农业发展股份有限公司现代农业研究院2,南京 210019)
米粉在我国具有2 300多年的悠久历史,是以大米为原料,经洗米、泡米、碾磨、糊化、成型、老化等工序加工而成的条状米制品[1]。作为第二大米制品主食,米粉深受大广大消费者的喜爱[2]。长期以来,米粉市场需求旺产量大,但其加工业是弱势产业,作坊式企业多,标准化生产程度低。与加工不同品种的面制品(如面包、饼干、挂面、馒头等),需用不同品种的专用小麦粉一样,不同品种的米制品生产所需原料的质量指标也是不同的。米粉品质与稻米原料的组分和性质密切相关[3],籼米是适合加工生产米粉的最佳来源[4]。但由于我国籼稻品种较多,而不同品种籼稻的加工特性存在显著差异,因此并非所有的籼稻都适合加工成米粉。近年来,随着人民生活水平不断改善,优质粳米在口粮中所占的比例越来越高, 而食用品质不佳、附加值低的早籼稻所占的比重越来越低[5]。另一方面,我国早籼稻存在品种退化严重、质量不稳定、品种更迭频繁等现象,而大多数米粉生产厂家仅凭经验选择原料,因此无法保证生产原料及产品的稳定性。原料的专用化已成为制约我国米粉加工业发展的技术瓶颈。本研究以米粉对稻米品质要求为基准,筛选适宜米粉加工要求的原粮品种,建立原料的质量指标体系与加工适宜性评价模型。在此基础上,探究适用于工业化加工专用原料的配米技术,对于保证产品质量安全,降低水耗、电耗等,促进我国米粉行业的转型升级具有重要意义。
1 材料与方法
1.1 材料与设备
13种稻米样品,其中全国种植面积广的籼稻12种,米粉企业加工用稻1种,品种包括:天优华占-1、中嘉早17号、玉针香、川优6203、湘早籼42号、湘晚籼17号、中早39号、湘晚籼13号、黄华占、湘早籼45号、中浙优1号、天优华占-2、华达昌稻米样品。
双螺杆两段式控温挤压机,30B齿盘式鼓风万能粉碎机,BSC-250恒温恒湿箱, TA-XT Plus物性分析仪。
1.2 方法
1.2.1 鲜湿米粉制作工艺
制备鲜湿米粉,采用工业化广泛应用的榨粉工艺,并通过前期实验优化得到以下工艺流程:大米→洗米、泡米→沥干→半干法粉碎→双螺杆挤压→第一次老化→复蒸→第二次老化→复水→装袋、成品
其中,半干法粉碎大米粉含水量为33%~36%;螺杆转速为95 r/min;挤压糊化温度为80~100 ℃;挤压成型温度为40~60 ℃;老化温度为50 ℃、湿度为85%,第一次和第二次老化时间分别为2 、1 h;复蒸为热蒸汽蒸15 min;复水温度为85~95 ℃,时间为3~5 min;装袋规格为100 g/袋。
1.2.2 质构品质的测定
质构品质的测定参照郭静璇等[6]的方法,利用TA-XT2i物性测试仪测试米粉质构品质。将米粉蒸煮后挑出,并在600 mL蒸馏水中冷却10 s,然后沥干。每次质构品质测定均用3根米粉,测定条件:采用全质构(TPA)模式进行测定,其中探头选择P/35,压缩比50%,触碰力5 g,测试速度1 mm/s。
1.2.3 蒸煮品质的测定
参照Wang等[7]的方法并有改动。断条率的测定:取30根10 cm长无机械损伤的米粉,加入盛有1 L沸水的电煮锅中加热蒸煮,根据最佳蒸煮时间蒸煮后将米粉捞出,记录米粉总条数。
(1)
式中:D为断条率/%;N为根据最佳蒸煮时间煮后米粉的总条数。
蒸煮损失的测定:称取质量为M1的米粉,参照测定断条率中的方法将米粉蒸煮后捞出,用100 mL蒸馏水反复淋洗5次,然后将其放入铝盒内,置于105 ℃烘箱干燥至衡重,称重M2,并计算米粉蒸煮损失。
(2)
式中:L为蒸煮损失/%;M1为蒸煮前米粉的质量/g;M2为根据最佳蒸煮时间煮后的米粉质量/g;w为米粉含水量/%。
吐浆值的测定:试样中任取20 cm长的完整米粉条20根,在实验前称重(m1),放入盛有1 000 mL沸水的烧杯中煮沸5 min后,取出全部米粉,待水溶液冷却后,全部倒入1 000 mL容量瓶中定容,摇匀后吸取100 mL溶液移入干燥好的坩埚中称重(m2),然后放入(105±2) ℃的鼓风干燥箱内烘干至恒重,称重(m3)。
式中:R1为吐浆值/%;M为样品的含水量/%。
1.2.4 感官评分的测定
参照郭利利等[8]的方法并适当修改,选取10名经过感官评定相关培训且具有代表的人群组成感官评定小组。感官特征包括颜色(0~15分)、气味(0~10分)、组织形状(0~15分)、硬度(0~20分)、平滑度(0~20分)、弹性(0~20分),根据适宜程度分别评分,这些分数的总和即为感官总评分。

表1 感官分析标准
1.2.5 稻米理化品质的测定
总淀粉含量的测定参照GB/T 5009.9—2008《食品中淀粉的测定》。直链淀粉含量的测定参照GB/T 15683—2008《大米直链淀粉含量的测定》。支链淀粉含量表示为干基总淀粉含量(g/100 g)-干基直链淀粉含量(g/100 g)。直支比表示为直链淀粉干基含量(g/100 g)/支链淀粉干基含量(g/100 g)。蛋白质的测定参照GB 5009.5—2016《食品安全国家标准 食品中蛋白质的测定》。粗脂肪的测定参照GB 5009.6—2016《食品安全国家标准 食品中脂肪的测定》。大米胶稠度的测定参照GB/T 22294—2008《粮油检验 大米胶稠度的测定》。淀粉粒径的测定:称取0.4 g原料粉与20 mL蒸馏水混合,充分振荡后置于装有蒸馏水的样品池中,用超声波振荡30 s,使淀粉颗粒分布均匀,当遮光率达到10%~15%时开始测定,重复3次。测试条件:遮光率:10%~15%;转速:3 000 r/min。
1.2.6 白度的测定
取13.0 g大米粉用钥勺将其表面铺平,放置于白度仪的样品槽内,进行读数。测量范围为0~199,仪器光源为D65标准透明体。

表2 不同品种稻米制作米粉的品质
1.2.7 溶解度和膨润力的测定[9]
取800 mg的干基原料粉(W0)与25 mL蒸馏水在预先称重的50 mL离心管中混合均匀,置于25 ℃水浴锅内平衡5 min。将平衡后的样品在95 ℃水浴锅中振荡保温30 min后冰浴冷却1 min,再于25 ℃静置平衡5 min,以3 000 r/min的转速离心15 min。将上清液转移至铝盒,在105 ℃烘箱中烘干至恒重(W1),沉淀物称重(W2);按照公式计算样品的溶解度S和膨润力SP:
S=W1/W0×100
SP=W2/[W0(100S)]
式中:S为试样的溶解度/%;SP 为试样的膨润力/g/100 g;W0为干基原料粉的质量/g;W1为离心后上清液恒重后的质量/g;W2为离心后去除上清液后沉淀质量/g;100为换算系数。
1.2.8 糊化特性的测定
参照GB/T 14490—1993《粮油检验 谷物及淀粉糊化特性测定 黏度仪法》。
1.2.9 数据分析处理
采用SPSS V.21软件对实验数据件进行统计分析,运用Duncan检验进行显著性分析(P<0.05)。使用SPSS V.21软件计算参数之间的Pearson相关系数,以及因子分析、聚类分析。
2 结果与分析
2.1 米粉品质评价及聚类分析
不同品种稻米制作的米粉的指标特性见表2。稻米品种的加工特对米粉不同指标的影响显著不同。为全方面综合评价稻米品种的加工适宜性,对米粉四大关键指标进行标准化处理,并赋予权重系数,得到米粉的综合评分。由表2可知,华达昌样品、天优华占-1、中嘉早17号、中早39号、天优华占-2综合评分较高,玉针香、湘早籼42号、湘晚籼17号、湘晚籼13号综合评分较低。以综合评分对稻米品种进行聚类分析,聚类结果见图1。华达昌样品、天优华占-1、中嘉早17号、中早39号、天优华占-2号为第一类,玉针香、湘早籼42号、湘晚籼17号、湘晚籼13号为第三类。因此,适合加工米粉的稻米品种有:华达昌样品、天优华占、中嘉早17号、中早39号。
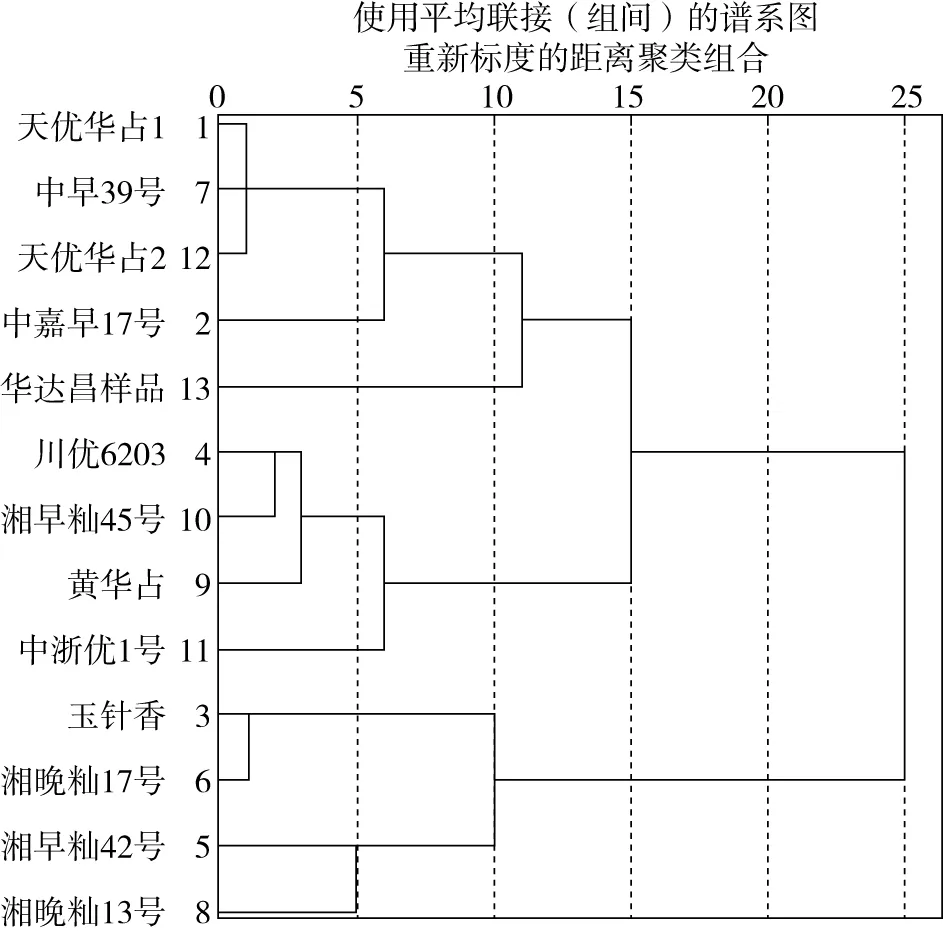
图1 米粉综合得分聚类分析树状图
2.2 稻米原料适应性评价模型构建
对稻米原料的18个指标进行因子分析。由表3可得出,前5个公因子解释的累计方差达到了93%,保留了原始变量的大部分信息,因此提取的5个公因子就可以较好地解释原有变量所包含的信息。因子旋转是一种寻找因子的合理解释,使新因子能够反映问题的实质特征的改进方法,旋转后每个公因子上的载荷分配更加清晰,因子载荷使公共因子与变量的相关系数,对一个变量来说载荷绝对值越大的因子与它的关系更为密切,也更能代表这个量[10, 11]。表4为大米品质指标旋转后的因子载荷阵,第一公因子主要代表直链淀粉含量、直支比、脂肪含量、溶解度、峰值黏度、衰减值、最终黏度、回生值等指标;第二公因子主要代表淀粉含量、支链淀粉含、彭润力这3个变量;第三公因子主要代表胶稠度、糊化温度这2个变量;第四公因子主要代表蛋白质含量、粒径、白度这3个变量;第五公因子主要代表谷值黏度、峰值时间这个变量。

表3 特征值及方差贡献率
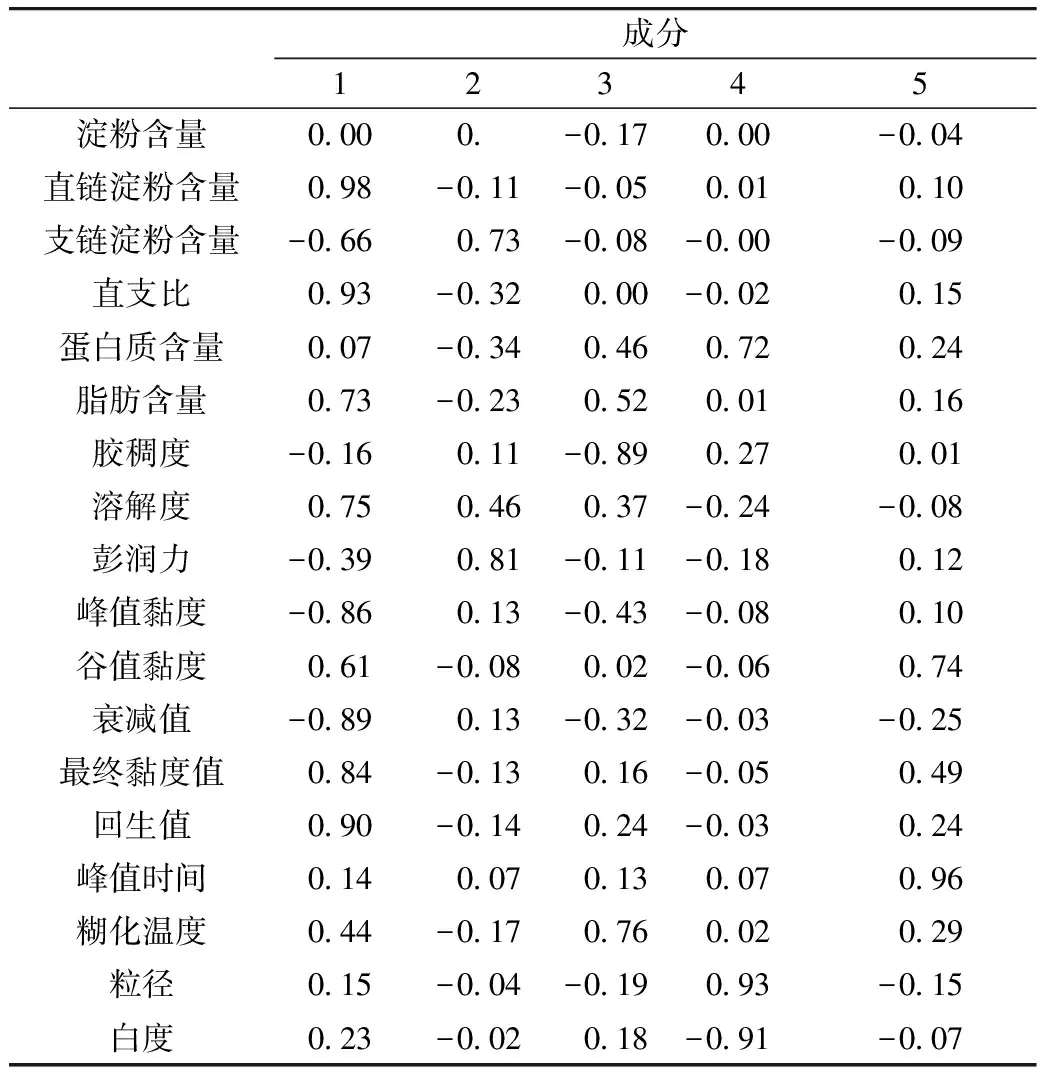
表4 旋转后的成分矩阵
表5为每个大米品质指标的公因子成分得分系数矩阵,由此可得最终的因子得分公式:
F1=0.114×淀粉含量+0.218×直链淀粉含量+…..+0.103×粒径+0.016×白度
F2=0.427×淀粉含量+0.029×直链淀粉含量+…..+0.085×粒径-0.072×白度
F3=-0.020×淀粉含量-0.190×直链淀粉含量+…..-0.062×粒径+0.006×白度
F4=0.094×淀粉含量+0.005×直链淀粉含量+…..+0.415×粒径-0.391×白度
F5=-0.036×淀粉含量-0.068×直链淀粉含量+…..-0.141×粒径-0.047×白度
通过因子分析将稻米品质18个指标简化为5个公因子得分公式,每个公式都主要代表了稻米的一类品质信息,有利于对不同稻米品种的品质分析。以不同特征值的方差贡献率(见表3)为加权系数βi,F=β1F1+β2F2+β3F3+…+βkFk
得到综合评价函数:
F=51.23F1+15.62F2+10.81F3+8.76F4+7.52F5

表5 成分得分系数矩阵
将大米品质指标值分别带入5个因子得分公式中,即得到每个品种的5个因子得分,每个因子得分代表了不同稻米信息。由表6可知,综合排名靠前的稻米品种分别为中嘉早17、天优华占-1号、华达昌样品、天优华占-2号、中早39号,与前期分析结果具有高度的一致性,因此,该模型适用于稻米米粉加工适宜性预测,对企业选米、选种、育种具有重要意义。
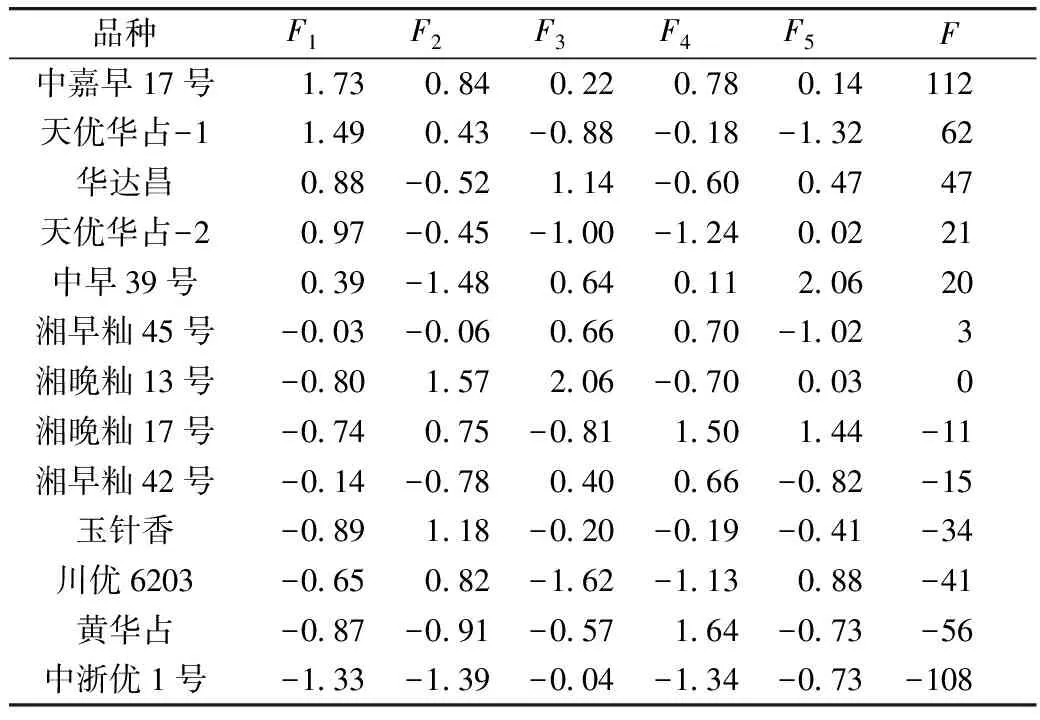
表6 稻米品种因子得分及综合评分
2.3 米粉原料质量标准
对稻米品种的各类指标与米粉综合评分进行了相关性分析,经分析:淀粉含量、直链淀粉含量、支链淀粉含量、直支比、脂肪含量、衰减值、最终黏度值、回生值、白度显著相关。大量研究表明米粉的品质受到原料直链淀粉含量、淀粉糊化特性与脂肪含量的显著影响[12-14]。米粉凝胶网络结构的形成主要依靠于淀粉的糊化和老化,糊化的淀粉冷却时,析出的直链淀粉分子链间发生相互作用和有序缠绕,形成稳定连续的三维网状结构,同时将充分水合溶胀的淀粉颗粒包裹其中,形成米粉的凝胶结构[15, 16]。分别对适宜加工成米粉的稻米品种的9个核心指标进行归纳总结,见表7。大量研究表明[13, 17-19]:直链淀粉质量分数23%~27%时,制作的米粉品质较佳,与本研究结果一致。通过这些指标可以对优质稻米品种进行有效筛选,为米粉工业化生产和加工专用稻米育种工作提供了参考。

表7 优质米粉稻米原料指标范围
2.4 米粉原料精准化配米技术研究
我国早籼稻存在品种退化严重、质量不稳定、品种更迭频繁等现象,而大多数米粉生产厂家仅凭经验选择原料,因此无法保证米粉生产原料及加工产品的稳定性。结合表7标准范围,选取了2种市售籼米进行配米并制作米粉,相关数据如表8所示,同时选取销量靠前的市售鲜湿米粉产品10种,并选取前2名产品作为对照组。
由表9可知,评分较高市售产品的硬度分别为627.67、714.15 g,说明消费者更加喜爱的硬度范围在600~700 g。晚籼米、早籼米的直支比分别为0.40、0.46,米粉硬度分别为441.49、727.38 g,直支比越高,米粉硬度越大。晚籼米样品的直支比不在合适范围内,硬度显著低于其余样品组,且由于质地过软综合评分也较低。通过配米(早∶晚=6∶4)将直链淀粉含量和直支比调整到24.41、0.44,则米粉硬度上升为670.2 g,感官评分也上升到76.83分,大于市售产品的71.35分和71.72分。综上所述,配米技术针对米粉的特定要求,把理化性质(直链淀粉含量、支链淀粉含量等)不同的稻米依据特定的标准进行精准调配,保证了原料的稳定性和产品的质量。

表8 配米原料及其米粉品质
3 结论
对我国种植广泛的12种籼稻及其米粉加工适宜性进行了研究,结果表明,天优华占、中嘉早17号、中早39号适合加工鲜湿米粉,而湘晚籼17号、玉珍香则不适宜。通过因子分析及相关性分析,构建了米粉原料加工适应性评价模型,F=51.23F1+15.62F2+10.81F3+8.76F4+7.52F5,经验证,模型综合评分与制作米粉的评分具有高度一致性,因此,此模型可以准确地预测和评判原料的米粉加工适宜性。相关性分析表明,淀粉含量、直链淀粉含量、支链淀粉含量、直支比、脂肪含量、衰减值、最终黏度值、回生值、白度与米粉综合评分显著相关,由此对适宜加工米粉的稻米品种的相关指标进行归纳总结,淀粉质量分数在78.5~85.5 g/100 g 、直链淀粉质量分数在24.3~27.3 g/100 g、支链淀粉质量分数在53.5~58.5 g/100 g、直支比在0.44~0.48,脂肪质量分数在0.72~1.14 g/100 g,通过这些指标可以对优质米粉加工稻米品种进行筛选。探究配米技术在米粉加工方面的应用,结果表明:把理化性质(直链淀粉含量、支链淀粉含量等)不同的稻米依据特定的标准进行精准化调配,产品质量显著优于市售产品。
猜你喜欢
岭南音乐(2022年4期)2022-09-15
文史春秋(2022年5期)2022-07-18
美食(2022年5期)2022-05-07
少儿科学周刊·儿童版(2021年21期)2021-12-11
家教世界·V家长(2019年8期)2019-08-22
中国粮油学报(2019年4期)2019-07-12
中国粮食经济(2018年5期)2018-12-27
上海化工(2018年10期)2018-03-31
中国塑料(2016年2期)2016-06-15
应用化工(2014年9期)2014-08-10
