精密微小装配系统柔性化技术
2021-12-17 15:38:44王晓东张志勇
计测技术 2021年5期
王晓东,张志勇
(大连理工大学 机械工程学院,辽宁 大连116024)
0 引言
微小装配有以下一些特点:首先,装配对象主要为具有中间/宏尺度的外形尺寸和微尺度关键结构的跨尺度零件,且微小零件往往具有大量不同的属性(尺寸、形状、材料等);其次,装配环节较多且装配工艺复杂,涉及组件分装、总装、点胶、焊接等多种装配作业。微小零件的不同属性及装配工艺/环节的复杂性,极大增加了微小装配自动化设备的研发难度,使得设备的研发往往只能针对特定的装配任务或需求。此外,同一类型的微小器件往往具有多种不同的型号,且产品伴随着不断地改进和不同的生产批量。这种多品种、变批次的生产模式要求微小自动化装配设备能够灵活地应对多样化的装配任务。针对特定装配任务或需求研发的专用设备往往升级改造困难,难以对产品的快速变化做出调整。对于装配环节较多且小批量生产的微小器件而言,设备功能单一在一定程度上降低了器件整体装配效率。为了能够适应微小器件柔性化制造趋势,微小装配设备也需要具备一定的柔性,以灵活应对装配需求的改变。对此,本文主要介绍和分析了提高微小装配设备柔性化的相关技术,包括模块化和微小零件操作工具的自动换接,并在此基础上,介绍作者研制的柔性微小装配设备的系统架构,旨在为柔性微小装配设备的研发提供一定的参考。
微小装配技术研究和开发,主要面向和服务于中、小型精密制造企业。企业的经营者面对日益繁多的各种精密、微型产品的制造,面临着来自缩短开发和配置装备制造周期所带来的越来越多的压力。因此,通过提升微小装配系统的柔性化技术水平,对于大幅度减少和降低系统集成所需要的时间和费用,不断适应市场变化所带来的压力具有重要的意义和实际应用价值。
1 提升微小装配柔性化的技术和方法
微小装配系统的柔性是指系统响应装配任务或需求改变的一种能力。柔性化对于缩短设备研制周期、提升微小器件装配效率以及满足不同微小光机电器件或产品的制造需求尤为关键。对于中小型精密制造企业来说,柔性化的意义在于以较低的成本快速配置设备,高效地形成装配生产能力,因此微小装配的柔性化主要体现在设备的研制开发和重新配置,模块化和微小零件操作工具的自动换接是两种重要的技术和方法。
1.1 模块化
对于微小装配系统等制造装备而言,模块化是一种重要的设计理念和方法。模块化的概念可以通过将整个系统划分为子单元的形式来实现,这些子单元在通常意义下被称之为模块。模块的划分与模块的研发可以把实现系统的可重构作为目标之一,利用模块化的优势,通过模块的重新配置,以更高效的方式应对产品或需求的改变,从而达到缩短开发周期、降低成本的目的。因此,设备模块化方法将是微小装配系统应对不断变化的复杂、精密、微小器件或产品制造的一种有效手段。
对于装配系统设计,模块化也是一个重要的特征[1],相关的模块化研究主要集中在两个方面:模块划分方法和模块化体系结构。在模块划分方法方面,北京理工大学[2]提出了一种基于模糊聚类与模糊评价方法的可重配置微装配系统模块化设计方法,通过在微装配系统概念设计阶段对各种设计变量及约束的量化,并用相关矩阵的形式表达系统中各组件在设计需求影响下的关系,降低主观因素对设计结果的影响,增加设计结果的合理性与可靠性。为了满足多种装配需求,基于智能装配系统总体功能的完整性,提出了装配系统的模块划分原则[3],并对基本功能模块进行了划分,通过遗传算法对装配单元的关键模块尺寸进行优化,得到智能装配系统关键模块的最佳尺寸。
相比于模块划分方法方面的研究,更多的研发人员关注设备模块化体系结构的设计。为了缩短开发时间、提高微型工厂的可重构性,土耳其萨班哲大学工程与自然科学学院(FENS)在微型工厂中引入了双层模块化的概念[4],微型工厂的概念最初由日本筑波的机械工程实验室(MEL)为他们的小型化制造和装配系统而提出。如图1所示,第一层模块化的概念通过使用不同的面向过程的模块(Process-oriented modules,POMs)来实现,通过POMs相互级联形成用于生产特定产品的工厂布局,如图1中的装配模块(一个POM)处于模块化的第一层,工厂可选择的布局中每个矩形代表一个POM,工厂的布局可根据生产工艺流程和建立整个生产链所需POM的数量进行调整。第二层模块化的概念是模块自身内部的模块化,即POM内部组件的模块化,通过内部组件的模块化结构设计,每个组件可位于模块化单元内的任意位置,如图1中装配模块内部组件三种可选择的配置。第二层组件结构的模块化为第一层模块的重新配置并快速构建用于生产特定产品的工厂布局提供了可能。
目前我国学者着力探究大学生不合理信念与学生的生理和心理健康之间存在的联系,并获得了丰富的成果。但是针对不合理信念在学科教育层面中的研究明显不足,尤其是像酒店管理这样的潜力学科,在提升人才培养质量方面表现出持续性的疲软现象。
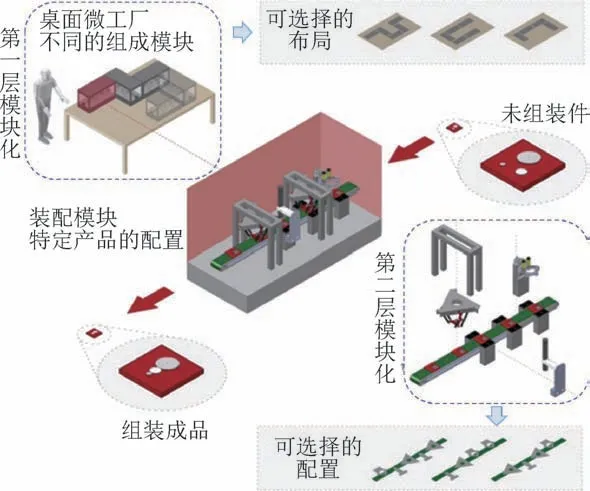
图1 微型工厂双层模块化概念[4]Fig.1 Bi-level modularity concept of a microfactory setting[4]
瑞士洛桑联邦理工学院(EPEL)可重构机器人实验室[5]构建了基于模块化的可重构微型工厂,以灵活应对高度变化的生产需求。提出的模块化设计金字塔包含了机械结构、电气接口及控制软件在内的三层模块化概念,如图2(a)所示。不同功能类别的处理单元基于模块化设计金字塔形成单个独立可控的功能单元,即每个功能单元均具有独立的机械结构、电气接口和软件控制。根据生产任务需要,通过增加、移除或替换等方式能够方便地重新布置功能单元,如图2(b)所示,U表示模块化功能单元,各功能单元的多层模块化极大增加了小型化制造系统可重构能力。此外,针对洁净室环境下小型MEMS组件的装配,EPEL提出了“袖珍工厂”的生产理念,这种理念将小型洁净室环境与微型工厂(小型装配系统)进行结合。“袖珍工厂”由称之为微型箱的模块化站组成,每个微型箱都包含一个小型机器人,用于组件的装配与传输任务[6]。
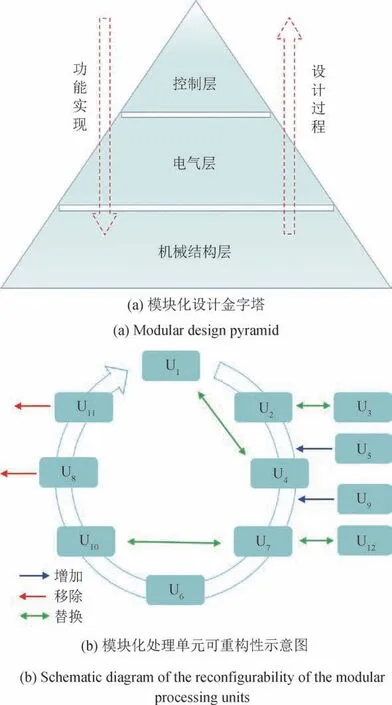
图2 EPEL可重构微型工厂的模块化设计[5]Fig.2 Modular design of reconfigurable microfactory developed by EPEL[5]
为使装配场景能够适应生产过程中微观对象行为的改变,需要综合考虑微观世界中的技术和物理约束,由功能分析和任务序列定义组成的“自顶向下”的经典设计方法不足以构建可靠的微制造系统[7]。对此,法国勃艮第-弗朗什孔泰大学FEMTO-ST研究所提出了“自顶向下”与“自下而上”相结合的方法来构建微制造系统的模块化设计方法,如图3所示。“自下而上”的方法定义并描述了包含技术约束的四个基本模块:微执行器(Ai)、控制率(Lj)、末端效应器(Ek)及微传感器(Sl),该方法考虑了微组件的特殊性,可对微组件不同的功能属性进行建模。“自顶向下”的方法把分解的每个动作分配给组成模块来执行,而这些组成模块是由通过“自下而上”方法定义的基本模块来进行构建。此外,FEMTO-ST研究所开发了具有2-DOF“TRING模块”的粘滑微型机器人,基于微型机器人的模块化及相似性,通过对“TRING模块”进行不同的组合配置可实现微型工厂的快速重构[8]。
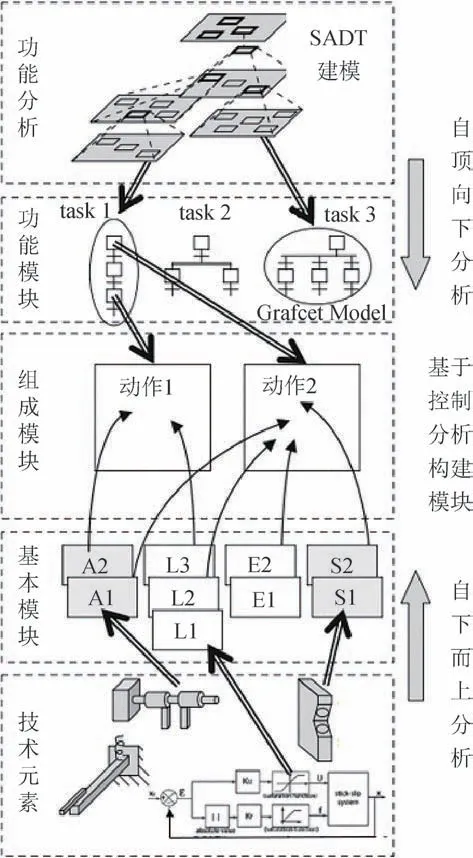
图3 微制造系统模块化设计方法[7]Fig.3 Modular design approach of micromanufacturing systems[7]
旨在面向各种不同种类精密产品的自动化组装,美国卡内基梅隆大学机器人研究所[9-11]提出了敏捷装配系统的架构(Agile Assembly Architecture,AAA),以减少装配系统设计、配置所需时间,缩短产品交付周期,提升产品装配质量。如图4所示,方案设计阶段通过网络可对模块组件进行远程访问。该架构支持快速创建由一系列小型模块化机器人组件构成的微型工厂。与模块化组件的功能相匹配,开发了具有建模及仿真等功能的系统软件,分布式编程、高级网络通信协议和图形编程工具等为调试、运行及监督基于敏捷装配架构搭建的微型工厂提供了有力保障。分布式的功能模块化组件与功能完备的软件编程工具使AAA具备快速开发和重配置微型工厂的能力。

图4 敏捷装配架构方案[9]Fig.4 Agile assembly architecture scheme[9]
面向多种不同类型微小器件或产品装配的模块化系统或设备,在实际应用中往往并不可行,主要原因是由于装配对象的差异所引起的局限困难。大连理工大学针对某一类微小器件的精密装配,建立了相适应的微小器件装配系统的模块化体系结构,具体由模块化的硬件和相适应的模块化软件构成,并研制了多台套由功能模块组成的精密微小装配设备[12-14],其系统组成如图5所示。核心模块是装配设备的基本组成模块,实现装配设备必须具备的功能,并能够满足大多数装配作业任务的需求。核心模块可根据需要进行重复配置,并根据其它功能需要增加辅助模块,如图6中所示设备,由于零件的侧面特征需要进行对准定位,研制的设备中增加了辅助测量模块,辅助模块由水平放置的机器视觉装置构成。
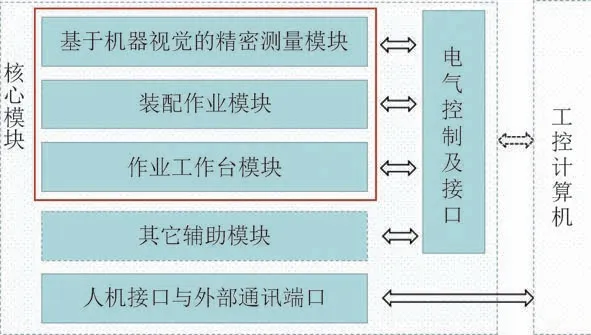
图5 模块化微小器件装配系统组成Fig.5 Modular assembly system composition for micro devices
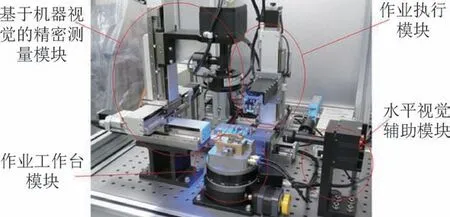
图6 研制的微小器件自动装配系统(2014)Fig.6 Developed automatic assembly system for micro/small devices(2014)
基于模块化体系结构,避免了自动装配设备研制中主要技术的重复研发,使研制工作重点能够聚焦于具体零件的操作和具体的装配作业任务,而装配作业空间、测量范围、装配或测量精度要求等的变化,则可通过相应功能模块的更换来满足要求,因此能够大幅度缩短设备的研制周期。图7为微小装配系统采用的控制软件架构,包含任务层、策略层及行为层,基于面向对象的聚集关系构造任务层和策略层中的主要对象,增强了装配软件的复用性。
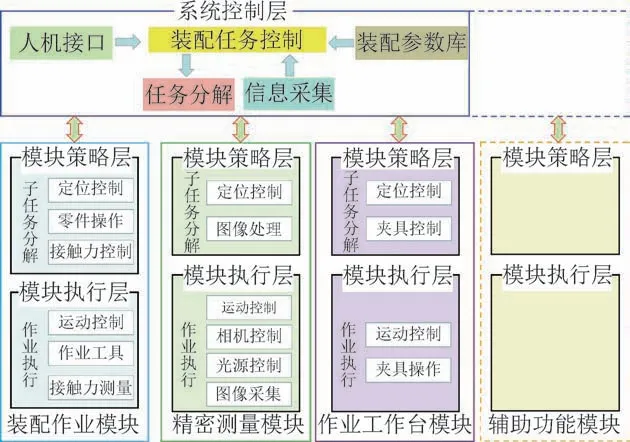
图7 模块化装配系统软件架构Fig.7 Software architecture of modular assembly system
为了快速、轻松地配置自动化系统,实现对已开发的硬件及流程相关代码的复用,德国Fraunhofer IPT研究所设计了一种软件系统架构[15],该架构将硬件控制与过程描述分离,即硬件与过程描述相互独立,如图8所示。通过采用面向对象的编程语言,硬件描述封装了可用硬件的所有属性和功能,过程描述对特定的流程进行分类和封装,框架组织则通过一定的逻辑实现各模块之间的交互。硬件描述模块将表示硬件组件的软件对象组织在一个分层的树状结构中,使硬件组件或过程逻辑能够交换或修改,过程描述的控制模块采用参数化定义,基于创建的不同软件模块工具箱,操作员可以简单地选择和连接所需的模块,并根据需要配置硬件的设置。
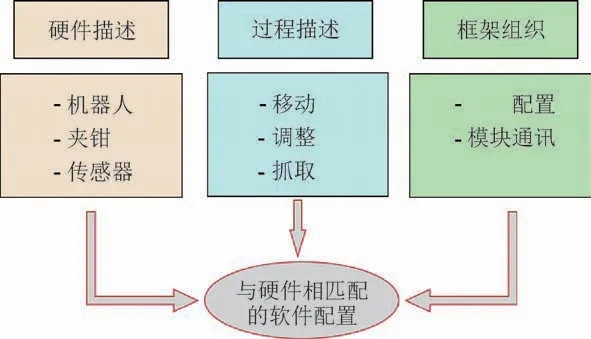
图8 Fraunhofer IPT软件系统架构设计[15]Fig.8 Software architecture design developed by Fraunhofer IPT[15]
为提高模块化自动装配系统的编程效率,北京理工大学提出一种基于任务学习的技能编程框架[16]。该框架将模块化系统的装配技能(如抓取、对准、插入等)使用装配运动原语(Assembly Motion Primitives,AMP)来表征,AMP是系统多个模块装配动作序列的基本构成元素。装配任务分层表示为技能层、模块层及动作层,每个装配技能由一组AMPs构成。装配技能的运动序列通过演示数据进行建模,基于隐马尔科夫模型的装配运动序列学习方法及最大概率法生成最优AMP序列,每个AMP以指令的形式进行快速编程完成装配任务。
综上所述,模块化是实现系统重构、提升系统柔性不可或缺的一种设计理念和方法。模块化的内涵涉及多层次、多方面,既包括硬件也包括软件,同时模块也存在不同的划分方法。基于模块化装配系统的体系结构为微小装配系统实现可重构及灵活应对多样化的装配任务奠定了基础。
1.2 微小零件操作工具的自动换接
微小零件操作工具或微型夹钳是微小装配系统与微小零件之间的接口,因而非常重要。与加工中心自动换刀的功能相类似,当进行多个不同微小零件组装作业时,工具的换接能够解决单个微型夹钳无法操作所有零件的问题。通过设计可换接的末端结构和相应的工具库,可实现在同一台设备上同时组装多种不同的零、组件。此外,通过更换拾取末端,使微小装配系统能够适应待组装零件的变化,提升系统的柔性。因此,工具换接技术也是微小装配系统柔性化的关键技术之一。
要实现经济高效、可靠精确的微操作,对微观粘附力的控制和通用自动化的操作技术是需要研究的两个关键问题[17]。对此,德国Fraunhofer IPT研究所在对微装配中粘附力控制问题深入研究的基础上,相继研发了可用于自动更换夹钳手爪的工具换接站,如图9所示。工具换接站集成于模块化、可扩展的定位系统,利用定位系统多个运动自由度,机械夹钳“Endogrip 3”可在工具库中自动更换不同手爪(镊子),以满足多种装配任务需求。此外,工具换接站通过集成多种类型传感器来实现对微装配过程的可靠控制,如用于监测装配过程的视觉传感器(内窥镜)、测量夹钳夹持力的微力传感器(应变计)、以及集成于夹钳和工具库内部的各种开关信号等。

图9 集成于模块化定位系统的工具换接站[17]Fig.9 Tool changer integrated in the modular positioning system[17]
为实现对不同大小微球类零件的操作,德国布伦瑞克工业大学机床与制造技术研究所研发了用于微球类零件的定心静电式微夹钳[18],包括多个具有不同形状、尺寸电极的微夹钳,如图10所示,1,2分别表示微夹钳的两个电极,微夹钳电极利用电场的边缘效应产生的静电力实现对微球的拾取,拾取过程中微球能够自动定心,实验表明定心静电式微夹钳能够很好地完成微球类零件的拾取操作。由这些微夹钳构成的工具库,通过设计换接装置,利用连接结构和触点实现机械和电气连接,能够实现对不同大小微球类零件的操作。

图10 定心静电式微夹钳不同电极示意图[18]Fig.10 Schematic diagram of different electrodes of the centering electrostatic gripper[18]
此外,布伦瑞克工业大学机床与制造技术研究所设计了一种应用于桌面工厂的小型工具换接系统(名为Cambio),通过配合小型化精密机器人(名为Parvus)灵活地完成多项微装配任务[19]。如图11(a)所示,Cambio主要由工具库和夹钳组成,工具固定架由高分辨力编码器和无间隙齿带的微型电机驱动,通过高分力及高重复定位的旋转运动与Parvus交互进行工具换接,工具固定架可同时容纳6个夹钳。Parvus机械手末端拾取工具的原理如图11(b)所示,首先通过真空力使滑环上移,弹簧被压缩,使球处于解锁位置,此时Parvus机械手末端向下运动至一定位置,然后断开真空力,弹簧复位并推动滑环下移使球处于锁紧位置,工具沿Parvus机械手末端的转动自由度则通过扭矩连接器与工具上方结构配合进行约束。

图11 用于桌面工厂的小型工具换接系统[19]Fig.11 Miniaturized tool changing system for desktop factories[19]
为了能够连续使用专用工具完成一些特定的微小装配任务,法国勃艮第-弗朗什孔泰大学FEMTO-ST研究所基于热熔胶原理开发了一套工具自动换接系统[20]。通过对热熔胶的热效应建模,实现了对热熔胶的液相与固相的准确控制。如图12(a)所示,不同形式的工具对可通过热熔胶固定于微夹钳夹指的尖端部分,用于固定工具对的热熔胶在微夹钳与工具库的涂覆位置如图12(b)所示。通过自动更换微夹钳尖端部分即实现了作业工具的更换,这为整个装配系统带来了灵活性。

图12 FEMTO-ST研究所工具自动换接系统[20]Fig.12 Tool changer system developed by FEMTO-ST Institute[20]
如图13所示,大连理工大学[21]研发了一种可换接式夹钳模块,由作业机械臂及工具库两部分组成,机械臂与微型夹钳的连接与断开通过机械臂上的末端换接结构实现,并同时实现气路的换接。工具库中配备了不同的微型夹钳,夹钳根据待组装的微小型零件进行设计。

图13 可换接式夹钳模块Fig.13 Exchangeable gripper module
综上所述,集成微小零件操作工具的换接技术,使微小装配系统成为柔性化设备,当装配任务改变时,如微小零件的尺寸、形状等发生变化,可以通过更换微型夹钳,快速形成装配生产能力,从而避免研制新的装配设备,研发人员可以将精力集中于微小零件的操作工具或微型夹钳的研制。
进行多零件组装作业时,由于装配过程中需要不断更换作业工具,工具换接在提升系统柔性的同时也必然会损失一定的装配效率,因而针对某一类型的微小零件研发更具通用性的拾取工具将有效减少工具换接次数,提升装配效率。此外,虽然工具库中的作业工具形式可以多样化,但目前微小零件拾取方式仍相对单一,被操作微小零件的类型及尺寸范围有限。要满足不同类型、尺度微小零件装配任务的需求,微小零件操作工具及相应的换接技术是柔性化微小装配系统研发的重要内容。
2 柔性微小装配系统总体架构
模块化和微小零件操作工具的自动换接是柔性微小装配系统的关键技术,功能模块的重新配置、扩展或集成和微小零件操作工具的换接技术显著提升了微小装配设备的柔性。本文面向某一类微小器件的精密装配,提出了柔性微小装配系统总体架构,如图14所示,由基础模块和附加模块两部分组成,基础模块用于满足某一类微小零件的基本功能需求,附加模块则在基础模块的框架下进行重新配置、扩展或集成,以满足微小器件特殊的装配要求。
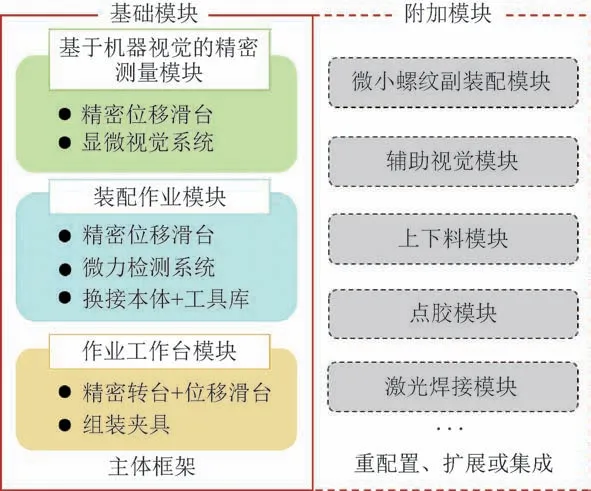
图14 柔性微小装配系统总体架构Fig.14 Overall architecture of flexible assembly system for micro/small parts
基于机器视觉的精密测量模块主要完成微小零件的位姿测量任务,此模块主要由显微机器视觉装置和精密位移滑台组成。显微机器视觉装置和高重复定位精度的精密位移平台,解决了高分辨力显微机器视觉视场狭小与工作空间较大的矛盾。显微机器视觉测量装置通过采用单目、双目或变焦视觉单元等形式来满足微小零件多方位、跨尺度的测量需求[22-24]。装配作业模块主要用于实现微小型零件的操作,集成微小零件操作工具的换接结构,通过换接工具(微型夹钳)来满足不同微小零件的操作需求。不同类型传感器通常集成于装配作业模块,如判断零件间是否接触的激光位移传感器、检测接触力大小的负荷传感器等。作业工作台模块主要用于微小零件的固定与装配过程中零件姿态的调整。附加模块则在基础模块的框架下,通过系统内部集成的方式实现微小装配系统的多功能化。
由功能需求划分的基础模块与附加模块具有功能的相互独立性,各功能模块具有独立的机械结构、电气接口和软件控制,每个模块能够执行特定的任务,满足特定功能需求(如位姿测量,零件夹持、位姿调整等)。其中,基础模块具备功能完整性,因而具有一定的通用性,具体体现在基础模块的组成及结构具有共性部分。对于外形、结构等相类似的微小零件的装配任务,根据基础模块中各功能模块的组成框架,通过模块的复用或重新配置不同系统布局来快速搭建精密微小自动装配设备,快速形成装配生产能力。附加模块则在基础模块框架内,根据实际任务的需要进行配置组合,通过增加或移除、集成或替换等方式配置功能模块,如增加或移除微小螺纹模块,点胶模块的位置可以替换为焊接模块等。
基于提出的总体架构,大连理工大学研制了两种微小装配系统的构型。系统构型Ⅰ,如图15(a)所示,此构型主要特点是微小零件的“夹持”与位姿测量分离,基于机器视觉的精密测量模块和装配作业模块安装在不同位置,图中为两模块平行安装,两模块间的作业空间用于配置工具库和作业工作台模块等。为实现微小零件的精密联接任务,将研发微小螺纹副装配模块集成于精密测量模块一侧,实现了系统内部功能集成。该构型集成度较高,可一次性完成整个某类型微小器件多个零件的自动装配任务。图15(b)为此构型微小装配设备的实物照片,该设备已成功应用于自动化生产线,用于某型号微小器件的批量化制造。
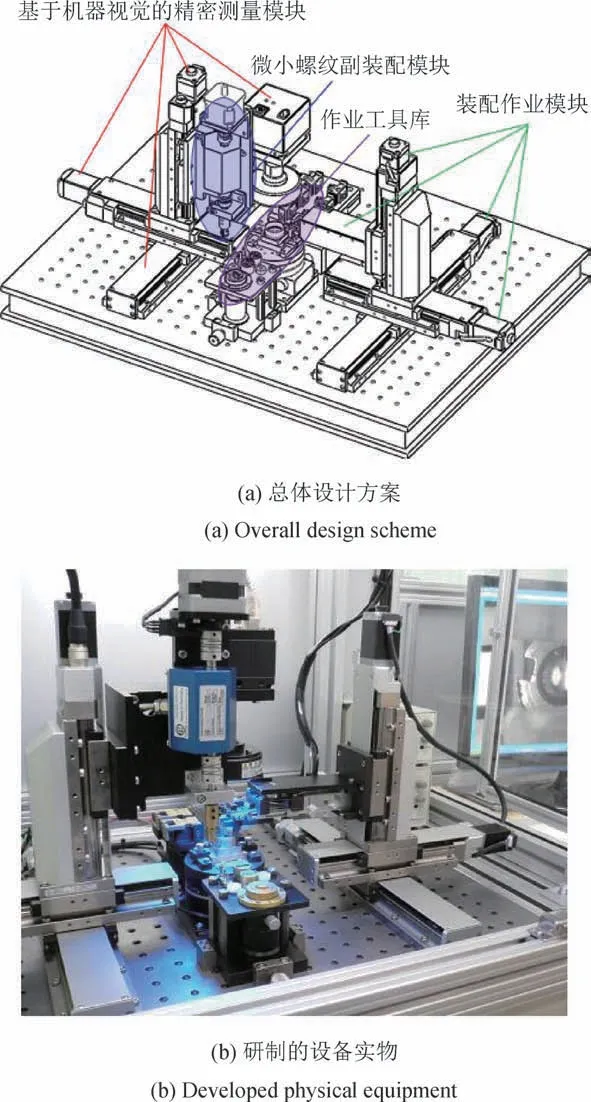
图15 系统构型ⅠFig.15 System structureⅠ
系统构型Ⅱ,如图16(a)所示,与系统构型Ⅰ的主要区别是构型Ⅱ将微小零件的“夹持”功能集成于视觉测量系统正下方位置,微小零件被拾取后可直接进行俯视测量,而目标位置需要在零件拾取前进行测量。相比构型Ⅰ,构型II简化了系统硬件,节省系统内部空间,为功能模块的扩展或集成创造条件。此外,依托于高精度龙门位移平台较大的运动空间,极大地增加了作业机械手集成于Z轴的操作空间与视觉系统的测量范围。俯视测量采用变焦显微视觉系统,可满足跨尺度微小零件的测量需求,避免了基于位置的图像拼接引入的误差及测量效率的损失。基于系统构型Ⅱ开发具有气/电换接功能的工具自动换接装置,有效提升了适应不同微小零件装配的作业能力,研制的设备实物如图16(b)所示。
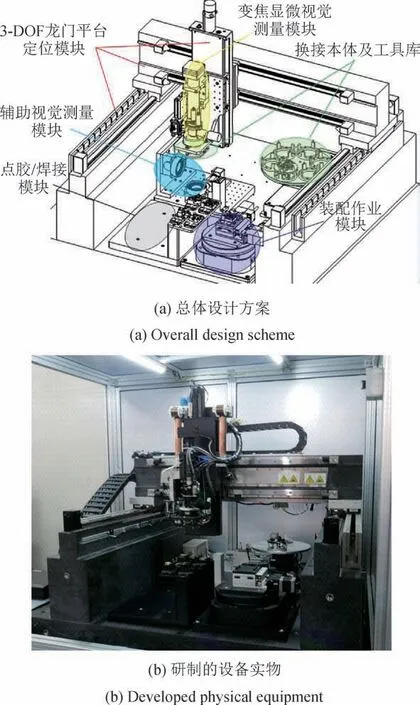
图16 系统构型ⅡFig.16 System structureⅡ
相比于一般的系统,模块化系统以模块(或子单元)的设计和研制为基础,并通过模块的集成形成系统。模块化系统通过模块的重新配置可以实现系统的重构,从而以更高效的方式比较灵活地应对产品或需求的变化,缩短设备开发周期、降低生产成本。对于总体架构中的基础模块,装配作业模块的工具库能够进行扩展,工具库中可集成新的作业工具或替换原有的作业工具,从而以较小的系统调整适应装配任务或需求的改变。对于总体架构的附加模块,通过增加/移除/替换已研发的功能模块或系统内部集成新的功能模块等方式实现系统的重新配置,以满足多样化的装配任务及需求,实现系统的多功能化。
对应于模块化硬件,模块化软件采用分层架构,基于面向对象的编程语言,通过对系统硬件自带的底层控制函数进行封装,形成参数化的模块控制类函数,如运动控制类、气动控制类、微力采集类等。通过对模块控制类函数进一步封装可形成参数化的通用功能函数,如系统初始化、精密定位、零件操作等。软件编写者通过调用所需的功能函数可以设计和实现不同的装配流程。当模块化微小器件装配系统的硬件升级或改变时,只需替换模块控制类函数中的底层控制函数,不需要修改模块控制类函数的接口,即可完成系统软件的升级,节省了软件更新所需的时间,减轻了软件开发的工作量。
3 结论
本文对提升微小装配系统柔性化的主要技术和方法,即模块化和微小零件操作工具的自动换接,进行介绍和分析,并对研究进展及主要成果进行了归纳与总结。在此基础上,面向一类微小器件的精密装配,阐述了柔性微小装配设备的系统架构,并基于所提架构,简要介绍了研发的两种微小装配系统构型和设备。微小装配设备基于模块化体系结构,通过对功能模块的重新配置、扩展或有效集成实现系统的多功能化,以满足一类微小器件装配任务或需求。
基于模块化和微小零件操作工具的自动换接,设计合理的装配系统体系结构,是实现微小装配设备柔性化的有效技术途径。国内微小器件的精密装配目前在总体上尚处于由手工装配向自动化发展的阶段,微小装配系统的柔性化还没有得到足够的重视,相关的理论方法和应用研究还不充分。Cecil J等在其综述性论文中对未来研究方向进行了展望,指出随着各种不同器件装配应用需求的增加,模块化设计和基于模块化体系结构的系统将发挥更加重要的作用[25]。
目前,国内外研制开发的精密微小装配设备,大多数都是定制设备,功能相对单一,研制周期长、成本较高。今后面向某一类型器件,即待组装零件外形、结构等相类似,而不是面向所有器件,采用柔性化的技术方法研制微小装配设备,将有效缩短装备开发周期、降低成本,并大幅延长设备的生命周期。
猜你喜欢
锻造与冲压(2024年5期)2024-03-27 08:01:08
海洋信息技术与应用(2022年1期)2022-06-05 07:38:22
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
装备制造技术(2020年2期)2020-12-14 03:09:36
现代装饰(2020年5期)2020-05-30 13:01:56
制造技术与机床(2018年11期)2018-11-23 01:08:04
中国核电(2017年2期)2017-08-11 08:00:56
流程工业(2017年4期)2017-06-21 06:29:50
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:54
电子工业专用设备(2015年4期)2015-05-26 09:10:31