细纱紧密纺机械波的成因及分析
2021-12-16 02:42:16侯月云
中国棉花加工 2021年5期
■ 侯月云
〔东营市宏远纺织有限公司,山东 东营 257000〕
机械波是纺织机械中与牵伸有关的旋转部件运转状态不正常产生的波,会造成纱线指标发生变异,机械波在波谱图中呈“烟囱”状突起,在一个或多个频道中出现,严重恶化成纱质量指标。
一、皮辊割伤分析
细纱波谱图(图1)显示8 cm~9.5 cm处机械波,且有1/2的谐波,从波谱图的机械部位怀疑是前皮辊的问题。细纱机械波长λ=细纱牵伸皮辊直径3.0×π=9.42 cm,根据以上波谱图显示和细纱机机械波长计算二者基本相符。经上机检查,发现前皮辊有刀伤,且刀伤位置正巧在细纱纱条摆动的区间之内,对条干反应比较灵敏。
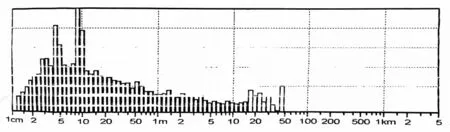
图1 细纱皮辊割伤波谱图
皮辊割伤指标与正常试验指标对比,以纯棉精梳紧密纺CFJC60为例。
从表1试验数据对比看,皮辊割伤条干高达16.57%,正常条干13.77%,恶化明显,细节增加23.6倍,粗节增加8.8倍,棉结增加3.1倍。

表1 皮辊割伤指标与正常指标对比
二、皮辊黏花分析
细纱波谱图(图2)显示8 cm~9.5 cm处机械波,且有1/2的谐波,怀疑是皮辊的问题。上机检查发现是皮辊黏花造成,皮辊每回转一圈便产生一次波动,造成规律性条干不匀,在细纱黏花波谱图4 cm~5 cm和8 cm~9.5 cm处出现了两个较高的机械波,严重影响布面质量。
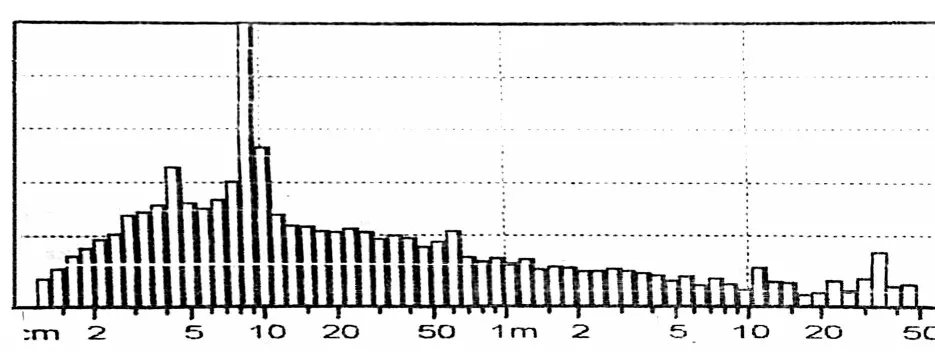
图2 细纱皮辊黏花波谱图
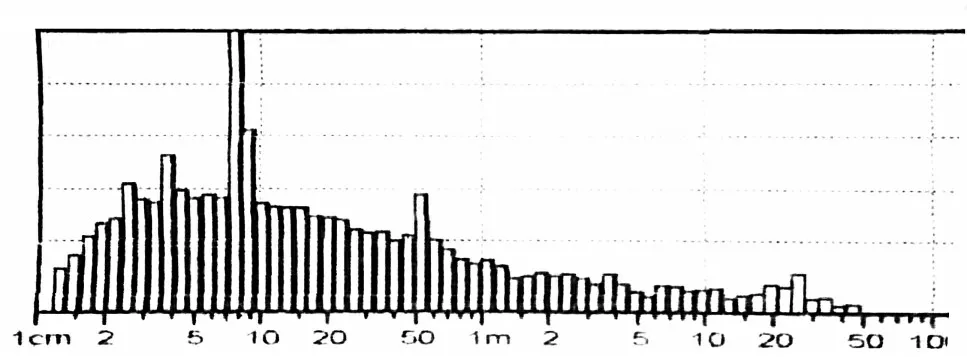
图3 细纱罗拉缠花波谱图

图4 细纱前罗拉偏心波谱图
皮辊黏花指标与正常试验指标对比,以纯棉精梳紧密纺CFJC60为例。
从表2试验数据对比看,细纱条干值较正常指标恶化5.38%,细节增加29.6倍,粗节增加11.3倍,棉结增加1.8倍,

表2 皮辊黏花指标与正常试验指标对比
三、罗拉缠花分析
细纱波谱图(图3)显示7 cm~9 cm机械波,从细纱波谱图怀疑是前罗拉的问题。细纱机械波长λ=细纱前罗拉直径2.7×π=8.48 cm。据以上波谱图显示和细纱机机械波长计算二者基本相符,经查为前罗拉缠花严重,使纱条在牵引时发生顿跳,罗拉每回转一周便产生一次周期性波动,造成连续性的竹节纱,严重恶化质量指标。
罗拉缠花指标与正常试验指标对比,以纯棉精梳紧密纺CFJC60为例。
从表3试验数据对比看,条干细节指标明显变差,条干较正常值恶化7.23%,细节增加36.6倍,粗节增加7.5倍,棉结变增加1.9倍,
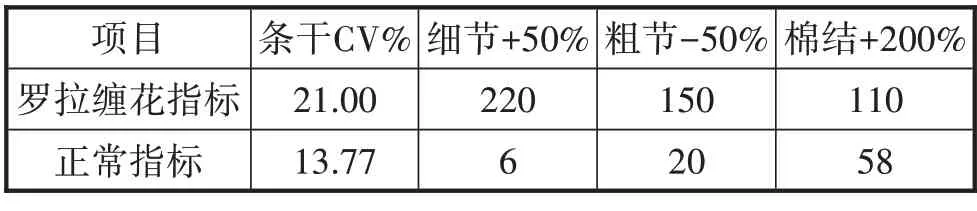
表3 罗拉缠花指标与正常试验指标对比
四、前罗拉偏心分析
细纱波谱图(图4)显示7 cm~8 cm机械波,从细纱波谱图显示怀疑是细纱前罗拉的问题。经上机检查为前罗拉出现偏心现象,手摸有跳动的感觉,继续追踪发现本节罗拉所纺纱锭指标全部恶化,更换罗拉后指标正常。
前罗拉偏心指标与正常试验指标对比,以纯棉精梳紧密纺CFJC60为例。
根据表4试验数据看出,条干较正常值恶化1.96%,细节增加7倍,粗节增加2.9倍,棉结增加1.5倍。
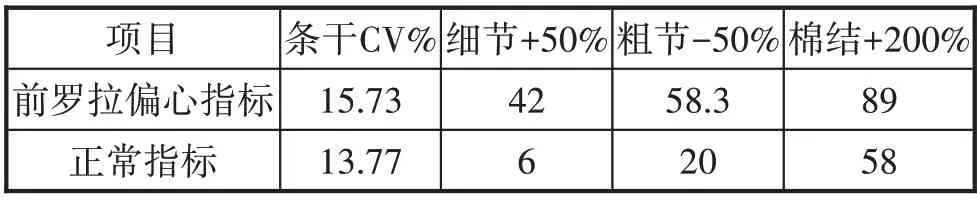
表4 前罗拉偏心指标与正常试验指标对比
五、粗纱前罗拉轴承坏分析
细纱波谱图(图5、图6)显示495 cm处机械波,切有1/2、1/3、1/4谐波,根据波谱图显示推算是前工序的问题。
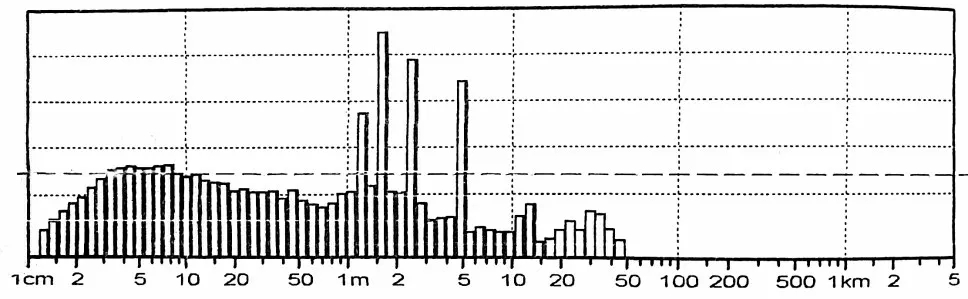
图5 细纱波谱图
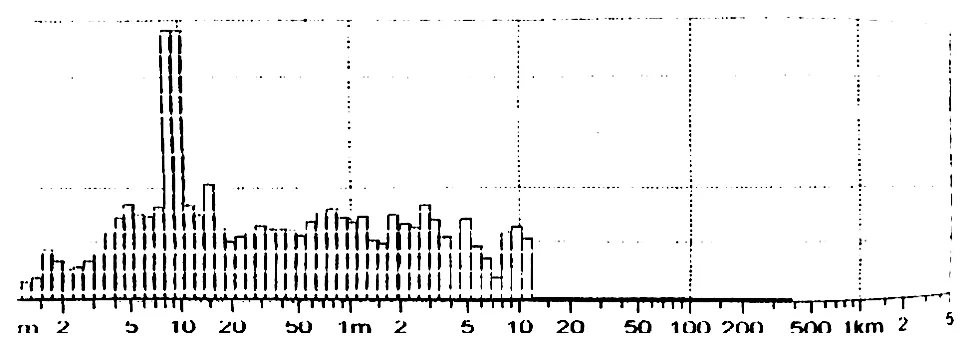
图6 粗纱前罗拉轴承坏波谱图
粗纱机械波长=细纱波长/细纱牵伸倍数=495/58.88=8.4 cm
粗纱机前罗拉机械波长=粗纱机罗拉直径×π=2.8×π=8.8 cm
按照以上机械波长推算二者基本一致,经上机检查为粗纱机前罗拉轴承损坏。
粗纱机前罗拉轴承坏指标与正常试验指标对比,以纯棉精梳紧密纺CFJC60为例。
根据表5试验数据看出,细纱条干较正常恶化4.32%,细节增加25.5倍,粗节增加2.5倍,棉节增加3倍,调换细纱机正常指标粗纱后,纱线指标在正常范围内。

表5 粗纱机前罗拉轴承坏指标与正常试验指标对比
六、喇叭口歪斜分析
波谱图(图7)显示正常。
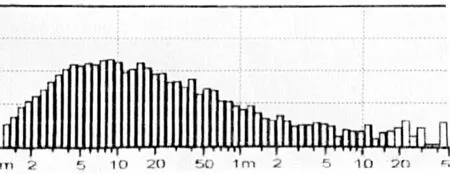
图7 喇叭口歪斜波谱图
根据表6试验数据可以看出,细纱条干CV值较正常恶化5.27%,细节增加58倍,粗节增加12.2倍,棉结增加3.6倍,上机对各运转部件检查发现是喇叭口位置歪斜。

表6 异常数据与正常数据指标对比
七、结束语
以上分析了紧密纺细纱机械波产生的原因,并重点就前罗拉、胶辊产生的机械波进行了分析,为公司进一步提高产品质量提供了参考。☆
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01 06:27:50
高中数理化(2022年2期)2022-02-22 02:16:48
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16 05:32:06
中学生数理化·自主招生(2021年5期)2021-05-30 10:48:04
国际纺织导报(2021年1期)2021-04-20 00:24:00
山东纺织科技(2014年2期)2014-12-03 05:48:18
科技与创新(2014年8期)2014-07-17 12:26:54
化纤与纺织技术(2014年1期)2014-03-30 07:14:52