
高低温双反应区平台工艺RTS在炼油领域的应用
2021-12-14 05:53习远兵刘清河
石油炼制与化工 2021年12期
丁 石,习远兵,张 乐,张 锐,刘清河,曹 鹏
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化长岭分公司)
轻质馏分油(包括石脑油馏分、煤油馏分以及柴油馏分)的加氢精制通常采用单反应区工艺,即采用一个反应器或两个反应器简单串联,反应器温度分布沿轴向物流方向不断升高,在反应器出口处达到最高。在对轻质馏分油加氢精制过程所发生的系列复杂反应深入认识的基础上,中国石化石油化工科学研究院(简称石科院)开发了高低温双反应区平台工艺RTS(Remove Trace Sulfur),其原则流程如图1所示。与单反应区工艺相比,双反应区工艺明显具有更多优势,可以更好地实现脱硫、脱氮以及芳烃饱和等反应,有利于延长装置运转周期。
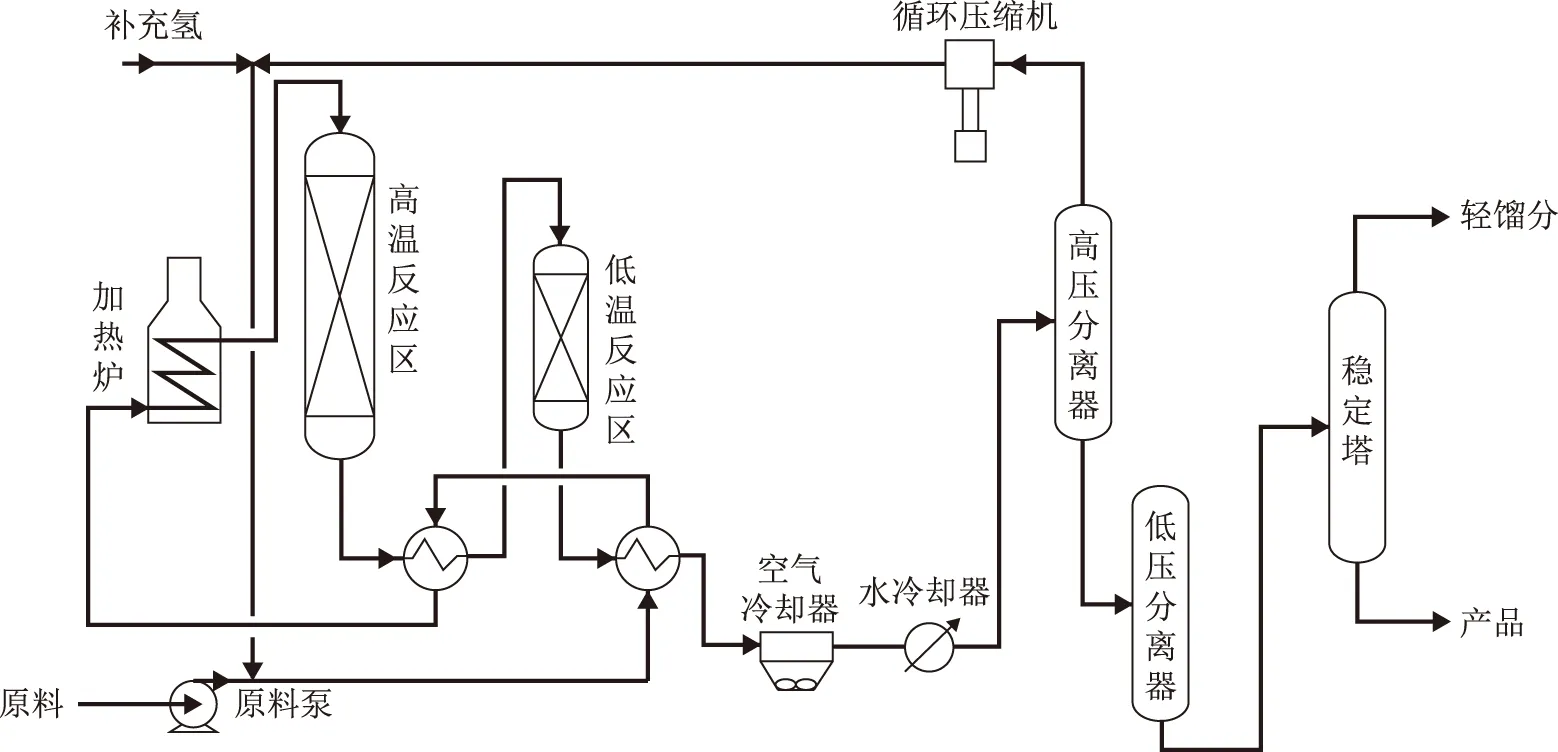
图1 高低温双反应区RTS平台工艺原则流程
RTS平台工艺不仅可以用于国Ⅵ标准清洁柴油生产,还可用于加氢-催化裂化组合生产高辛烷值汽油或BTX(苯、甲苯和二甲苯)组分LTAG技术加氢单元多环芳烃加氢饱和、喷气燃料加氢加工处理终馏点更高的原料、石脑油预加氢低压下加工掺炼二次油比例更高的原料等领域,以下主要介绍RTS平台工艺在这些领域的应用。
1 在柴油质量升级领域的应用
随着环保要求的日益严格,柴油质量标准不断升级。2019年 1 月1日起,我国在全国范围内开始实施国Ⅵ清洁柴油标准(GB 19147—2016),要求硫质量分数不大于10 μg/g,多环芳烃质量分数不大于7%。柴油加氢精制过程发生的化学反应主要为硫化物、氮化物和芳烃的加氢反应,但硫化物和氮化物在催化剂活性中心上存在强烈竞争吸附作用[1-2],导致超深度脱硫需要较高的反应温度。我国柴油池中劣质的催化裂化柴油和焦化柴油占比高,尤其是芳烃质量分数高达60%~90%的催化裂化柴油占比高达30%以上[3],国Ⅵ标准车用柴油生产需要深度脱硫脱芳烃。为了降低氮化物对脱硫反应的影响,同时兼顾多环芳烃饱和,开发了RTS平台工艺。在第一反应区的较高温度下,完成氮化物的脱除,同时完成大部分易脱硫化物的脱除以及部分多环芳烃的饱和,剩余硫化物在较低温度下即可脱除。RTS平台工艺不仅消除了氮化物对脱硫反应的影响,还可以在较低的反应温度下大幅度减弱热力学对多环芳烃加氢饱和反应的影响,有利于在第二反应区完成剩余硫化物的脱除和多环芳烃的深度加氢饱和。
1.1 加工劣质柴油原料
RTS工艺具有优异的多环芳烃饱和性能,尤其是在加工二次油掺炼比例较高的劣质原料时,优势更为明显。采用传统单反应区工艺和RTS平台工艺加工劣质柴油馏分的试验结果对比如表1所示。从表1可以看出,该原料多环芳烃质量分数高达52.3%,采用传统单反应区工艺时,随着反应温度从350 ℃升高到380 ℃,加氢产品硫质量分数可从13.4 μg/g降至5.4 μg/g,但产品多环芳烃质量分数从8.5%上升至11.1%。针对该原料,采用传统单反应区工艺,通过采用提温的方式可以将硫质量分数降低到10 μg/g以下,但多环芳烃质量分数不能满足小于7%的国Ⅵ柴油标准。采用RTS平台工艺,在总空速一定、第一反应区温度为390 ℃、第二反应区温度为310 ℃的条件下,加氢产品硫质量分数小于10 μg/g,多环芳烃质量分数小于7%,均满足国Ⅵ柴油标准。
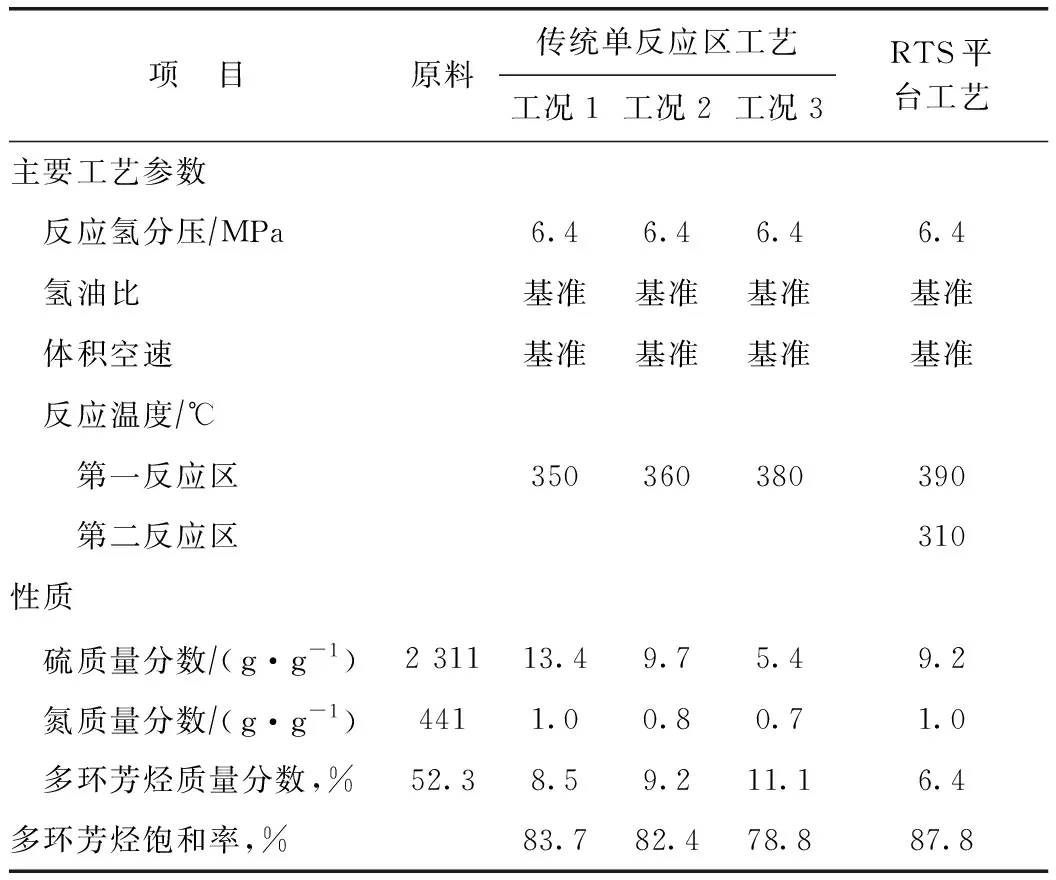
表1 传统单反应区工艺和RTS平台工艺加工劣质柴油馏分的试验结果对比
1.2 RTS平台工艺生产国Ⅵ柴油的工业应用
RTS平台工艺目前广泛应用于柴油馏分加氢精制生产国Ⅵ标准柴油,在加工掺炼二次加工油的原料时,表现出产品质量稳定、装置运转周期长等特点。
中国石化长岭分公司采用RTS平台工艺在2.40 Mt/a柴油加氢装置上加工直馏柴油、焦化汽柴油和催化裂化柴油的混合原料,其中二次加工柴油质量比例约为25%。在体积空速1.0~1.5 h-1的情况下,装置已稳定运转超过3年。装置长期运行时的原料和产品硫含量及多环芳烃含量分别如图2和图3所示。从图2和图3可以看出,产品硫质量分数基本保持在10 μg/g以下,多环芳烃质量分数保持在5%以下,满足国Ⅵ柴油质量标准。
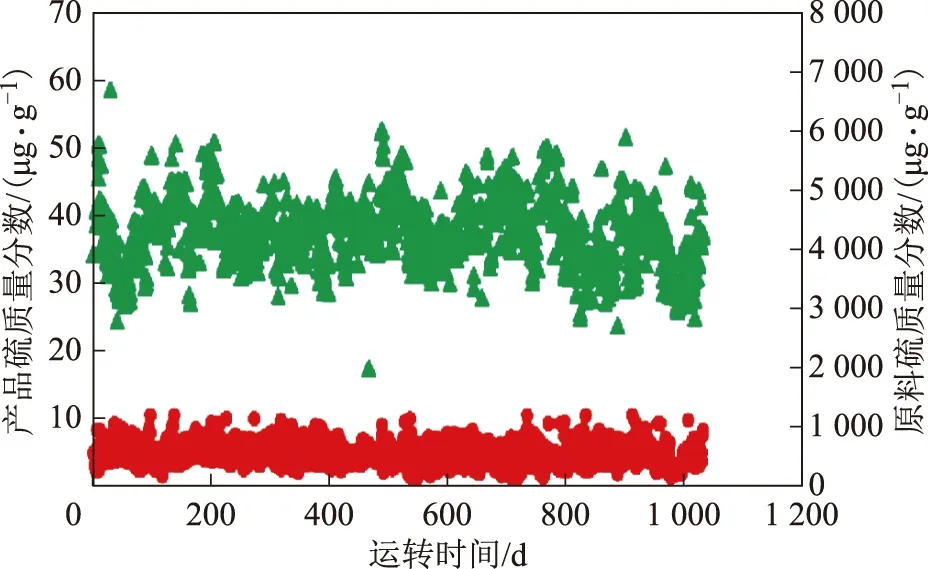
图2 原料和产品硫含量随运转时间的变化▲—原料; ●—产品
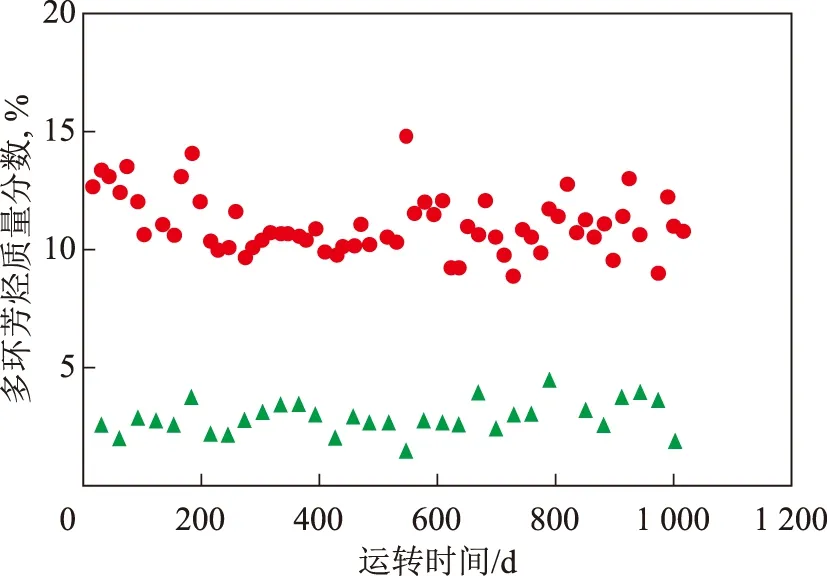
图3 原料和产品多环芳烃含量随运转时间的变化●—原料; ▲—产品
2 在催化裂化柴油(LCO)转化领域的应用
石科院开发的LTAG技术通过加氢-催化裂化组合生产高辛烷值汽油或BTX组分[4-5]。该技术首先将LCO加氢精制后再作为催化裂化的进料,以提高催化裂化的转化效率。为了提高催化裂化过程转化率,同时提高加氢LCO催化裂化所得汽油的芳烃含量,LCO的加氢需要尽可能地将多环芳烃加氢饱和转化为单环芳烃[6-7]。
芳烃加氢饱和为强放热反应,且受热力学和动力学双重控制[8]。工业装置反应器通常为绝热反应器,反应温度沿反应器轴向逐渐升高,当反应温度高于一定值后,由于受热力学平衡限制,多环芳烃加氢饱和反应受到抑制,饱和率反而下降。尤其当装置运转到中后期时,为补偿催化剂活性损失,须提高反应温度,多环芳烃加氢饱和受热力学平衡限制问题更加突出。采用图1所示工艺则可以很好地解决这一问题。
以某炼油厂多环芳烃质量分数为54.4%的LCO为原料,考察传统单反应区工艺与RTS平台工艺在处理LCO时,多环芳烃加氢饱和率随温度的变化规律,结果如图4所示。从图4可以看出:采用单反应区工艺加工LCO,当平均反应温度较高时,多环芳烃加氢饱和反应明显受热力学平衡限制,随反应温度的升高,多环芳烃饱和率下降;采用RTS平台工艺,即使在平均反应温度较高的情况下仍可保持较高的多环芳烃饱和率,表现出明显的优势,这也说明在工业装置上,采用该工艺可以在整个装置运转周期内为催化裂化装置提供优质原料。
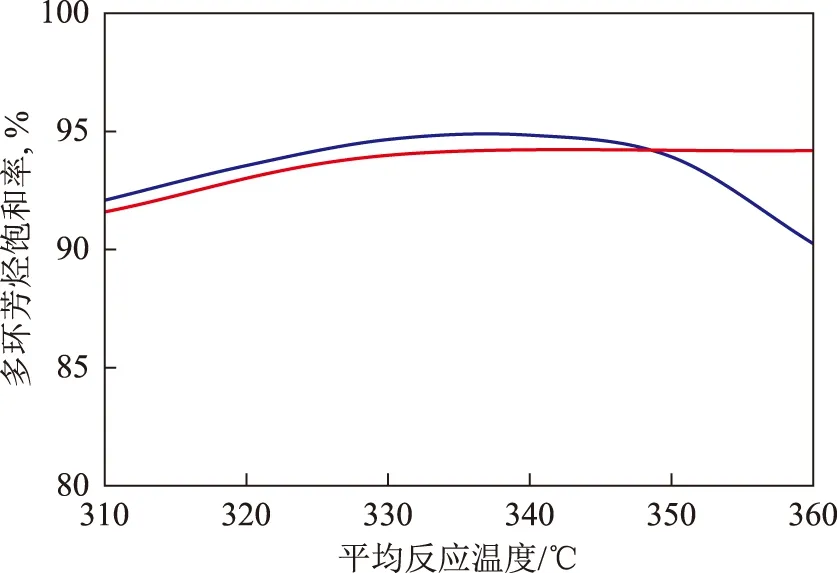
图4 多环芳烃加氢饱和率随反应温度的变化 —单反应区工艺; —RTS平台工艺
在试验装置上,采用RTS平台工艺加工3种LCO(LCO-1,LCO-2,LCO-3)的结果如表2所示。从表2可以看出,对于不同的LCO原料,多环芳烃饱和率均可达87%以上,加氢后LCO多环芳烃质量分数均可降至10%以下,是优质的催化裂化原料。
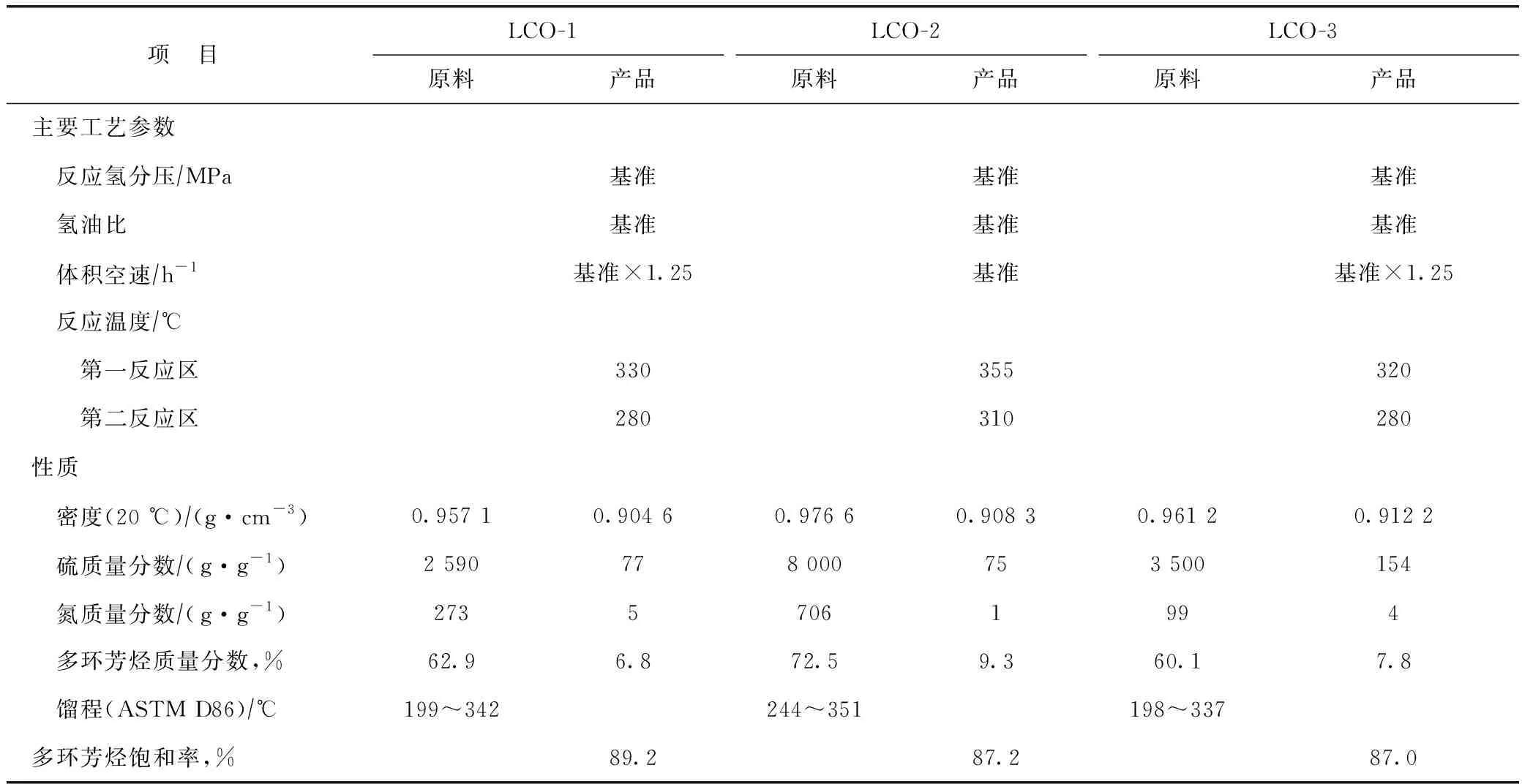
表2 RTS平台工艺加工LCO的结果
3 在生产喷气燃料领域的应用
随着民航业的快速增长,喷气燃料需求逐年增长[9]。增产喷气燃料作为调结构、增效益的方向之一,对炼油企业的持续发展具有重要意义。通过适当提高终馏点可以提高适合用于生产喷气燃料的直馏煤油馏分的拔出率,实现将直馏馏分中的喷气燃料馏分“吃干榨尽”,这样可以简单高效达到增产喷气燃料的目的。喷气燃料临氢脱硫醇(RHSS)技术[10]作为直馏馏分加氢精制生产喷气燃料的主要技术,具有反应压力低的特点。3号喷气燃料标准(GB 6537—2018)中虽然没有对氮含量提出限制指标,但氮化物,尤其是碱性氮化物的存在,会影响产品的颜色安定性[11-12]。采用RHSS技术加工高终馏点或高氮含量的喷气燃料馏分,仅通过简单提温的方式可以实现深度脱氮,保证产品的颜色安定性,但反应温度过高也会导致产品的赛波特色度下降。采用图1所示的工艺可以在低压下加工高终馏点或高氮含量的原料油,得到碱性氮质量分数小于1 μg/g、赛波特色度大于30号的喷气燃料产品,同时保证产品的颜色安定性和色度。
采用传统单反应区工艺和RTS平台工艺加工高氮含量喷气燃料馏分的试验结果对比如表3所示。从表3可以看出,该原料氮质量分数高达32 μg/g,其中碱性氮质量分数为13.6 μg/g。采用传统单反应区工艺,在反应温度320 ℃时,加氢产品赛波特色度大于30号,但碱性氮含量较高,质量分数为3.2 μg/g,会影响产品的颜色安定性;当将反应温度升高到360 ℃时,加氢产品碱性氮质量分数降至1 μg/g以下,但此时赛波特色度降低为17号。可见,采用传统单反应区工艺,难以兼顾高的赛波特色度和低的氮含量。针对该原料,采用RTS平台工艺,在第一反应区温度360 ℃、第二反应区温度280 ℃的条件下,加氢产品赛波特色度大于30号,同时碱性氮质量分数小于1 μg/g。
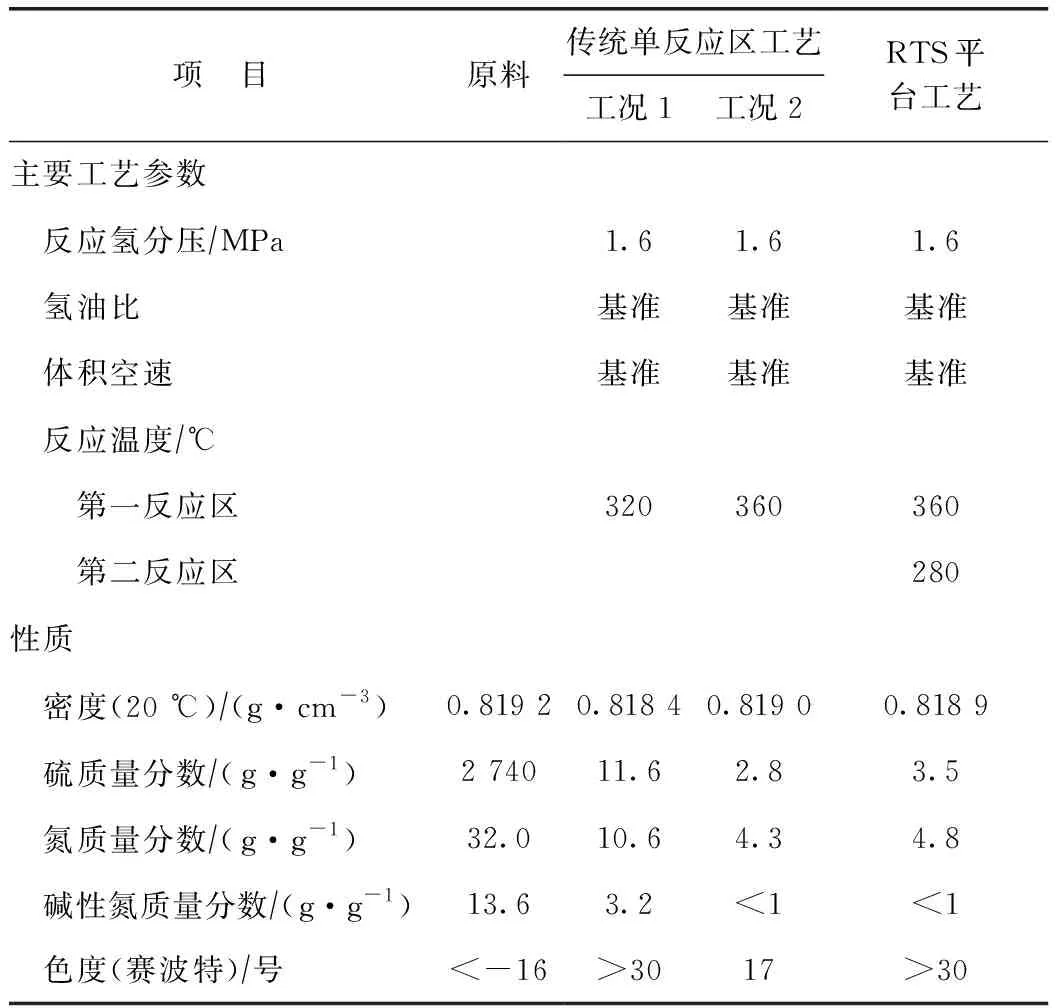
表3 传统单反应区工艺和RTS平台工艺加工高氮含量喷气燃料馏分的试验结果对比
4 在石脑油加氢精制领域的应用
催化重整所用的贵金属催化剂对硫、氮化物的中毒十分敏感,一般要求重整进料中的硫、氮质量分数均小于0.5 μg/g。另外,随着催化重整技术的发展以及装置规模的扩大,重整原料来源日益多样化,焦化汽油、催化裂化汽油等二次加工石脑油馏分作为重整原料是扩大重整原料来源的途径之一。二次加工石脑油具有硫、氮杂质含量高,烯烃含量高且含有一定量的二烯烃等特点,与直馏石脑油掺炼会增加重整预加氢难度。重整预加氢装置具有反应压力低、空速高的特点,对于难加工的原料,提高反应温度有助于氮化物的脱除,但反应温度过高也会导致轻微的热裂化反应而产生烯烃,或者原料中含有的烯烃未完全饱和,烯烃与脱硫反应生成的H2S会再反应生成硫醇硫[13],导致产品硫质量分数不能满足小于0.5 μg/g的要求。采用图1所示的RTS平台工艺,重整预加氢装置仍可在较低压力下加工高掺炼比例的二次加工石脑油,一步得到合格的重整原料。
采用传统单反应区工艺和RTS平台工艺加工焦化石脑油掺炼比例为50%的混合原料,试验结果对比如表4所示。从表4可以看出,该原料硫质量分数为3 650 μg/g,氮质量分数为47.3 μg/g,烯烃体积分数为21.1%。采用传统单反应区工艺,在反应温度340 ℃时,加氢产品氮质量分数小于0.5 μg/g,但硫质量分数为1.1 μg/g,不满足重整进料要求;采用RTS平台工艺,将第一反应区温度提高至360 ℃,第二反应区温度为280 ℃时,加氢产品硫、氮质量分数均小于0.5 μg/g,满足重整进料要求。
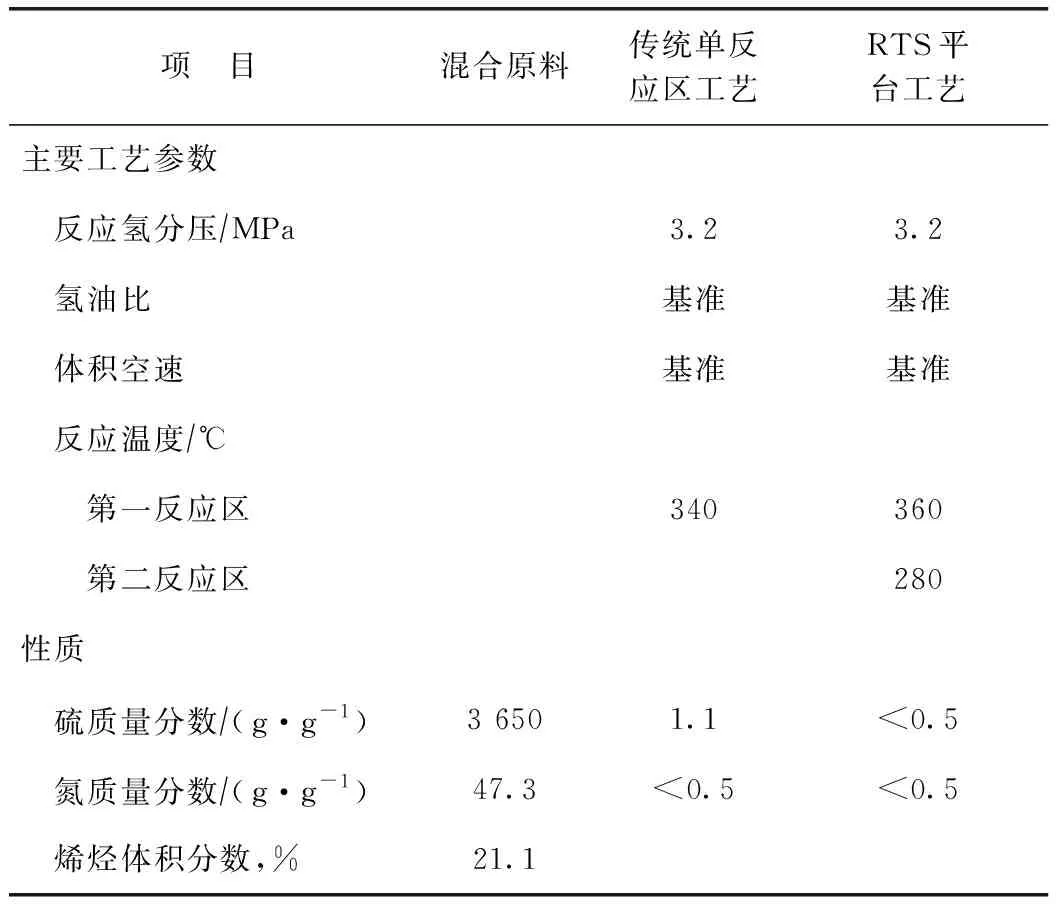
表4 传统单反应区工艺和RTS平台工艺加工掺炼二次加工石脑油的试验结果对比
5 结 论
开发的高低温双反应区平台工艺技术RTS在生产低芳烃含量国Ⅵ清洁柴油、LCO加氢促进多环芳烃饱和生产优质催化裂化原料、加工高氮含量或高终馏点喷气燃料馏分增产喷气燃料、掺炼二次加工石脑油加氢生产合格重整原料等领域具有优势。RTS工艺在生产清洁柴油领域的工业应用结果表明,该工艺可以满足装置长周期稳定运转的需要,具有广泛推广应用的价值。
猜你喜欢
石油化工技术与经济(2021年6期)2022-01-18
石油沥青(2021年4期)2021-10-14
科学家(2021年24期)2021-04-25
石材(2020年12期)2021-01-15
石油化工技术与经济(2021年6期)2021-01-12
石材(2020年11期)2021-01-08
石材(2020年10期)2021-01-08
当代水产(2019年4期)2019-05-16
消费导刊(2018年8期)2018-05-25
汽车与新动力(2014年5期)2014-02-27
