
核电站主给水系统管道对接焊缝的超声波衍射时差法检测工艺
2021-12-13 07:224
无损检测 2021年10期
4
(1.森松(江苏)重工有限公司 上海分公司,上海 201323;2.中广核工程有限公司,深圳 518124; 3.中国特种设备检测研究院,北京 100029;4.国家市场监督管理总局无损检测与评价重点实验室,北京 100029)
在核电安装工程中,目前核电主给水系统(ARE)管道对接焊缝的检测主要采用射线检测方法,但射线检测效率低,所以有必要引进新的检测技术来提高检测效率,以更好地服务于核电领域。超声波衍射时差法(以下简称TOFD)的缺陷检出率高,且可对缺陷高度进行精确测量,对焊缝质量的提高有良好的促进作用。近年来,TOFD技术已经在火力发电厂、石油化工等领域广泛应用。
笔者对材料为P265GH钢,规格为457 mm×29 mm(外径×壁厚)的ARE管道对接焊缝进行TOFD检测工艺研究,仿真[1]分析了TOFD检测工艺,采用缺陷响应[2]分析进行工艺优化,将优化后的检测工艺和标准工艺在模拟试块上进行验证,并与射线检测结果进行对比分析,验证了TOFD检测工艺的可行性。
1 TOFD检测工艺仿真分析
1.1 TOFD声场仿真分析
在CIVA软件中,φ457 mm×29 mm管道的实际焊缝工艺参数为:坡口角度为30°,间隙为2 mm,钝边为1 mm。对其进行建模,模型如图1所示。

图1 φ 457 mm×29 mm管道模型
对TOFD检测的关键工艺参数,如探头频率、晶片尺寸、楔块角度以及声束交点深度等进行仿真分析,得到检测工艺参数(见表1),表1中PCS为探头中心间距,T为工件厚度,表1中序号3为标准NB/T 47013.10-2015 《承压设备无损检测 第10部分:衍射时差法超声检测》 推荐的检测工艺参数,TOFD声场分布及探头中心能量对比如图2所示。
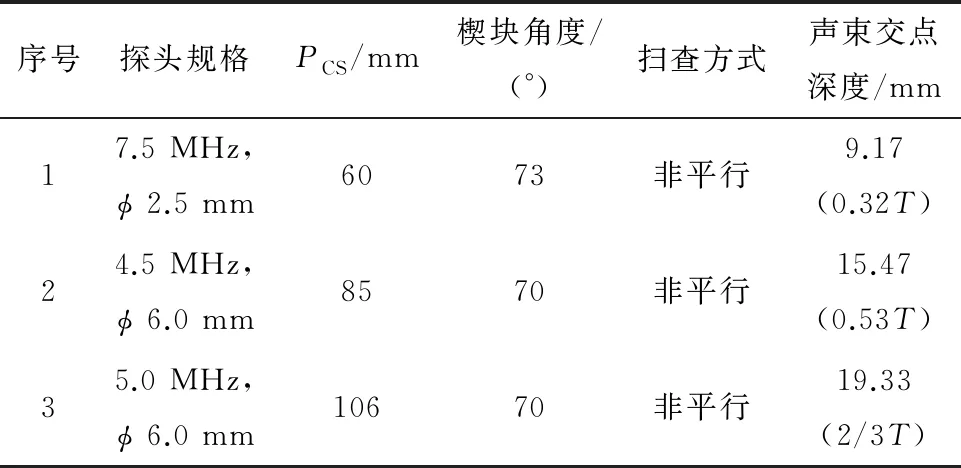
表1 TOFD检测工艺参数及标准NB/T
由表1与图2(a),2(b)可知:蓝色线条框内为-12 dB声束范围,在-12 dB声束范围内声束能有效覆盖检测区域;在焊缝热影响区附近采用7.5 MHz,φ2.5 mm探头,PCS为60 mm的工艺参数,上表面盲区为3.68 mm(计算值),可以有效减小上表面盲区。由图2(c)可知,上表面盲区为14 mm(计算值)。由图2(d)可知,优化检测工艺的探头中心能量比标准推荐的检测工艺探头中心能量高4.1 dB。
图2 各工艺参数下TOFD声场分布及探头中心能量对比
1.2 TOFD缺陷响应仿真分析
根据被检工件的焊接特性,按照RCCM 《压水堆核电站核岛机械设备设计与建造法则》 标准规定的验收要求,在工件模型中预设不同类型的缺陷,共5处(见表2)。
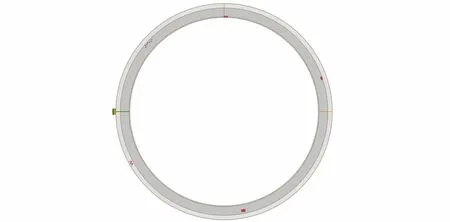
图3 缺陷仿真模型
在仿真软件中建立缺陷模型(见图3)。将表1中的TOFD检测工艺参数在缺陷仿真模型中进行计算分析,仿真结果如图4所示。
由图4可知,若采用表1中序号1,2的检测工艺参数,预设的5个不同的缺陷均能有效检出,但用

表2 预设缺陷信息

图4 φ 457 mm×29 mm管道焊缝缺陷仿真结果
7.5 MHz,φ2.5 mm探头检测近表面缺陷效果更好,用4.5 MHz,φ6 mm探头检测根部缺陷效果更好;采用标准推荐的检测工艺进行仿真分析,可知近表面缺陷5#缺陷的信号大部分被直通波信号掩盖,其他缺陷能有效检出,初步验证检测工艺可行。
2 试验验证
2.1 TOFD上表面盲区试验
选用型号为OMINISCAN MX的TOFD检测设备,选用7.5 MHz,φ2.5 mm探头,楔块角度选用73°,PCS为60 mm,在盲区试块上进行试验[3],试块选用带不同深度刻槽和侧孔的试块(见图5)。采用7.5 MHz,φ2.5 mm和4.5 MHz,φ6.0 mm探头对盲区试块进行检测,检测结果如图6所示。
由图6可知,采用表1中序号1的检测工艺参数,上表面实际盲区仅为3 mm,采用序号2的检测工艺参数,上表面盲区实测值为5 mm,即采用序号1中检测工艺参数的上表面盲区较小。此外,上表面盲区部分可采用常规超声脉冲检测法进行补充检测。
图5 盲区试块结构示意
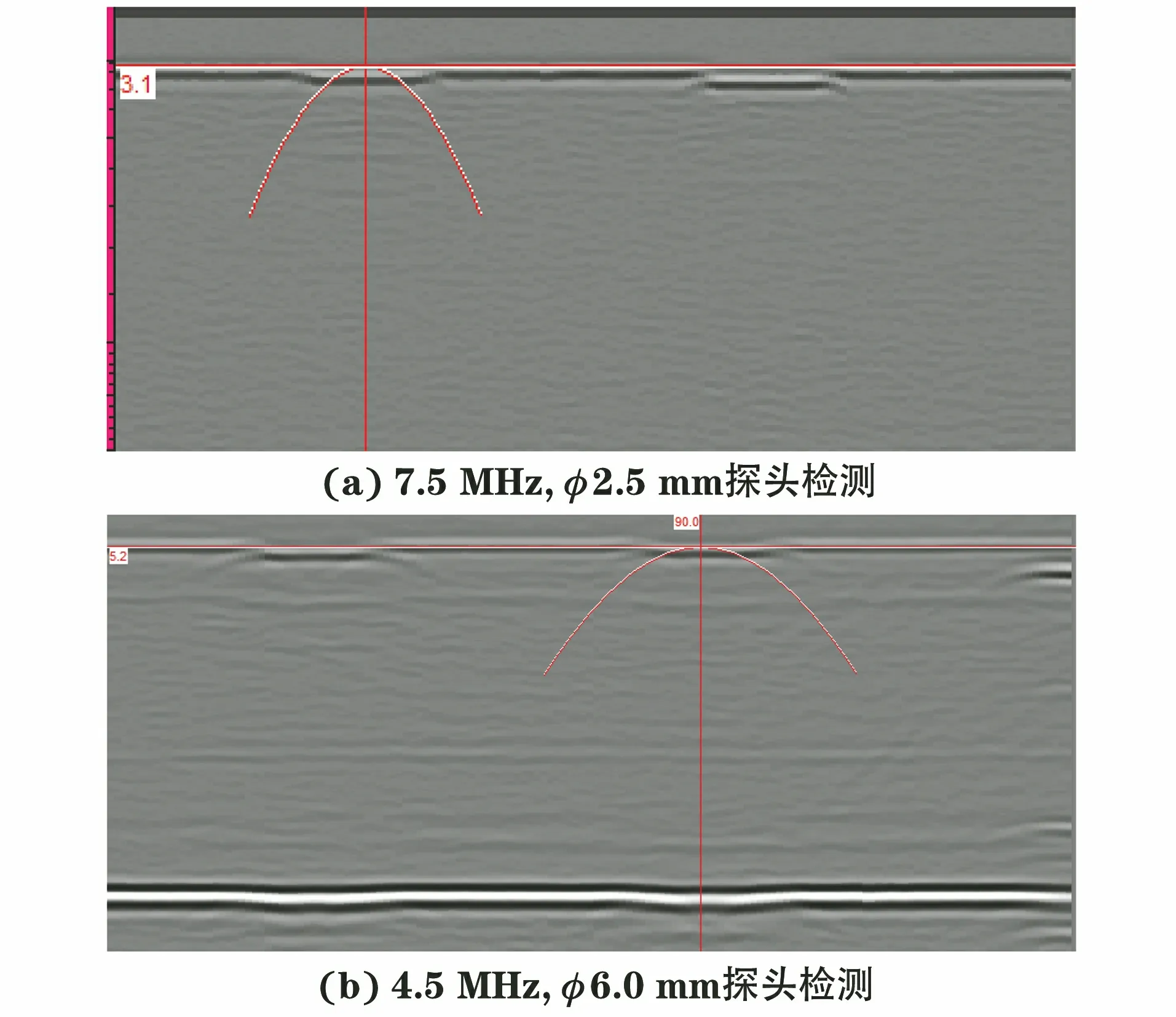
图6 不同探头对盲区试块的检测结果
2.2 模拟试块验证
选用型号为OMINISCAN MX的TOFD设备,参数为7.5 MHz,φ2.5 mm与4.5 MHz,φ6 mm的探头,楔块角度选用73°与70°,在对比试块上调校完成后,再在模拟试块上进行试验。模拟试块规格为457 mm×29 mm(外径×壁厚),采用表2中的规格,模拟试块中共制作5处缺陷,模拟试块外观如图7所示。
选用表1中的TOFD检测工艺参数与标准推荐的检测工艺参数分别在模拟试块上进行检测,检测结果如图8所示。
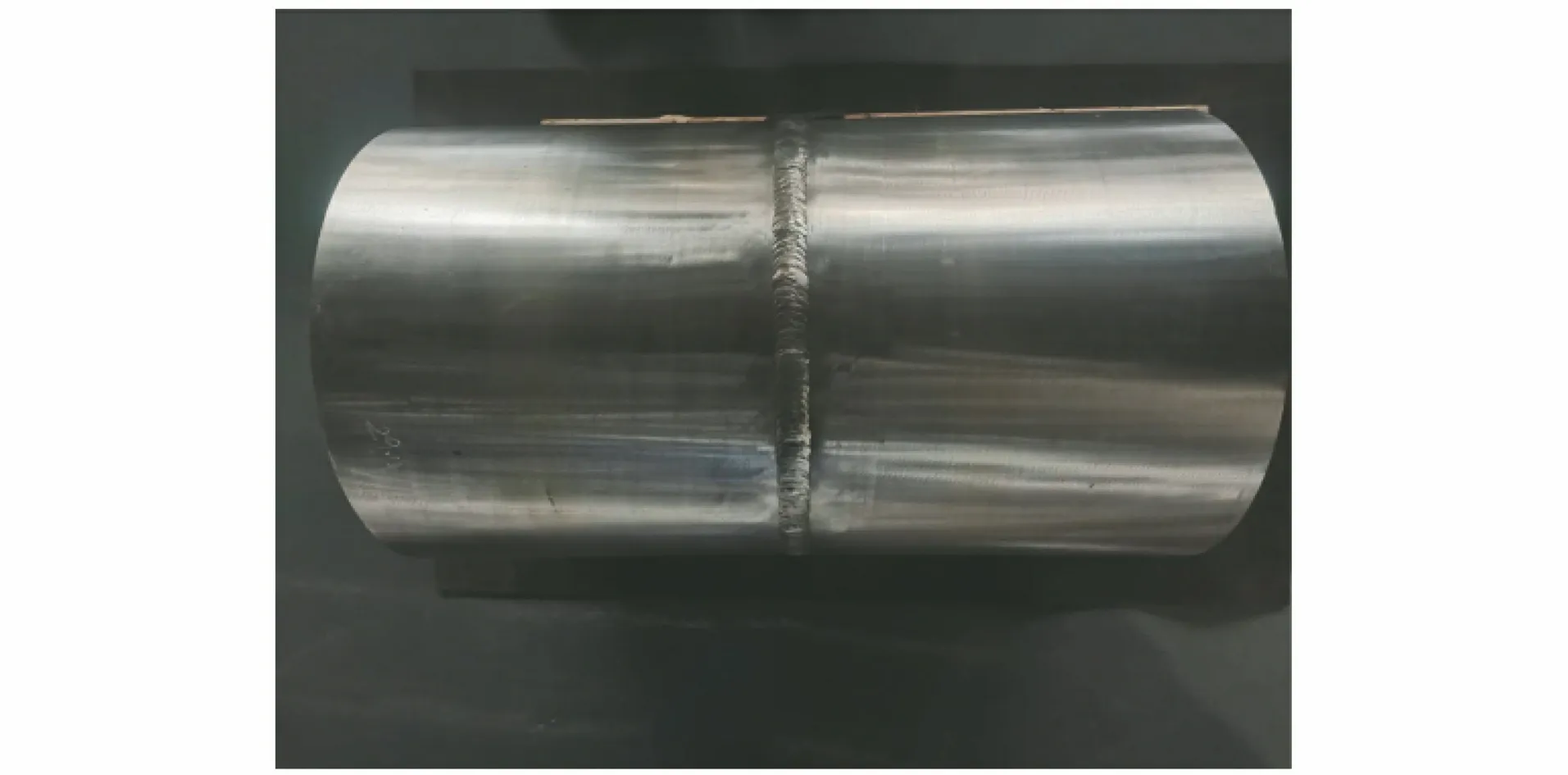
图7 模拟试块外观

图8 不同工艺参数下模拟试块的检测结果
由图8可知,两种检测工艺对1#,3#,4#,5#缺陷均能有效检出,表1中优化后的检测工艺均能有效测量各个缺陷的长度和高度,标准推荐的检测工艺参数无法测量5#近表面缺陷的深度及高度。
2.3 射线检测结果对比试验
对TOFD试验结果与射线检测结果进行对比分析,结果如表3所示。
表3 TOFD检测结果与射线检测结果对比mm

由表3可知:射线能检测出的缺陷,TOFD均能检出,5#缺陷射线未能检出,TOFD能有效检出;射线与TOFD对缺陷长度的测量结果基本一致;TOFD能对缺陷的高度及深度进行准确测量;标准推荐的检测工艺参数无法准确测量5#缺陷的高度。
3 结语
(1) 优化后的TOFD检测工艺参数优于标准推荐的检测工艺参数,尤其是在对于近表面缺陷的检出及测量时。
(2) 从缺陷检出率来看,针对面积型危害性缺陷,TOFD检测技术比射线检测技术更为有效。
(3) 从检测可达性对比上看,射线检测能达到检测区域的全厚度覆盖,单纯的TOFD技术不能实现检测区域的全厚度覆盖,需要对TOFD检测的盲区进行磁粉或超声检测,来实现检测区域的全覆盖。
(4) 与射线检测相比,TOFD检测的缺陷测量结果更为准确,其可对缺陷的深度与高度进行测量。
猜你喜欢
趣味(数学)(2022年4期)2022-07-02
科学技术创新(2022年1期)2022-02-19
科学技术创新(2021年3期)2021-01-22
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
无损检测(2020年12期)2020-12-25
铸造设备与工艺(2019年2期)2019-07-25
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
铁道通信信号(2018年12期)2019-01-31
资源再生(2017年4期)2017-06-15
中成药(2017年3期)2017-05-17
