
钢板受控射流超声检测用线聚焦探头检测灵敏度的影响因素
2021-12-13 07:22沈功田
无损检测 2021年10期
沈功田
(1.南昌航空大学 无损检测技术教育部重点实验室,南昌 330063; 2.中国特种设备检测研究院,北京 100029)
当前钢板生产普遍使用接触式超声进行检测(也称水膜法检测),该方法利用耦合水膜传导超声信号,耦合水膜厚度通常为1 mm[1]左右。在实际钢板在线检测过程中,换能器磨损严重,检测成本高。水膜的厚度变化对检测结果影响很大[2],以频率为5 MHz的探头为例,水膜厚度变化0.075 mm,检测同一个缺陷的理论回波声强相差12 dB[3]。接触式检测对水膜厚度控制的要求极高,对实际钢板的表面状况来说,缺陷定量检测的可重复性差,设备的稳定性和可靠性较差,极易出现漏检的情况。
美国GE等[4-5]公司开发了水浸、局部水浸耦合的钢板非接触式超声检测设备,解决了传感器磨损的问题,并且能够实现自动化检测。为了提高钢板缺陷的检测能力和降低检测成本,奥瑞视(北京)科技有限公司与中国特种设备检测研究院于2019年下半年达成合作,对一条长为5 m的生产线实施检测设备改造,设计了一套中厚钢板受控射流超声自动检测系统。受控射流方法是局部水浸方法的一种,其采用射流腔体将耦合剂引导到钢板表面,通过水浸线聚焦探头对钢板进行在线检测。
水浸聚焦超声探头具有非接触、检测精度高、可重复性好、易实现自动化等优点,是未来水浸超声检测的发展方向[6]。相比于平探头,聚焦探头具有检测精度高以及信噪比高的优点。聚焦探头分为线聚焦探头和点聚焦探头,线聚焦探头的聚焦区域比点聚焦探头的大,检测效率更高。考虑到钢板生产线检测时的实际工况,该探头在检测中受多重因素的影响,如探头偏转、水的浊度及气泡等。国内目前没有钢板在线局部水浸超声检测的标准及工艺参数的确定方法,板、棒、管材受控射流超声在线检测工艺参数由接触式水膜法改进而来,没有标准可参考,这不利于受控射流超声在线检测技术的规范化和推广应用,因此需要对基于局部水浸方法的受控射流超声在线检测中的多个影响因素进行研究,进而制定相应的检测标准,对设备开发和工艺制定进行规范。
查阅文献可知,不少学者对钢管和棒材水浸超声检测的影响因素进行了相关研究。罗经晶[7]针对棒材水浸超声检测可能的影响因素(水距和探头偏转角度)进行了试验,结果表明,探头偏转角度对检测灵敏度影响很大。张元[8]发现钢管表面附着的铁锈、灰尘及氧化皮会使检测结果出现误判,分析了出现误判的原因并进行了相关试验,但并未对这些影响因素进行量化试验。
笔者对可能影响水浸线聚焦超声探头检测灵敏度的因素进行量化试验。研究的影响因素包括:探头偏转角度、水的浊度及气泡。试验结果可为国内相关标准的制定以及检测工艺参数的选定提供依据,具有重要意义。
1 受控射流超声检测原理及水浸线聚焦探头介绍
1.1 受控射流超声检测原理
受控射流超声检测原理如图1所示。受控射流传感器由射流腔体、线聚焦探头及其他辅助部件组成。检测时,水流注入射流腔体,在探头与被检钢板间形成一定厚度的水层,通过对水质、流速、流量和流线的控制来消除气泡和湍流,达到良好的超声耦合效果。探头激发超声波,经过水层对钢板进行检测。传感器与被检钢板相对运动,耐磨靴与钢板接触,可避免探头发生磨损。
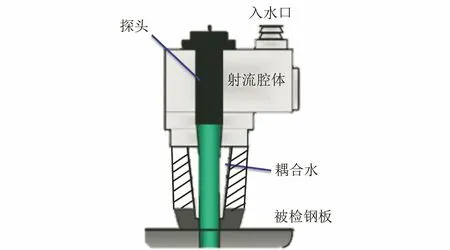
图1 受控射流超声检测原理示意
1.2 水浸线聚焦探头的介绍
普通直探头晶片发射的超声波超过了非扩散区会发生扩散,检测灵敏度会下降。为了提升检测灵敏度,聚焦探头采用了声透镜来实现声波的汇聚。点聚焦探头使用的是球面声透镜,线聚焦探头使用的是柱面声透镜[9]。
由于干涉现象的存在,聚焦探头的声束并不是严格地汇聚为一个点或一条线,而是其声压在最大值附近一定尺寸的区域内保持一定的幅度,形成一个聚焦区,聚焦声束原理如图2所示,其中:声压最大值点称为焦点;F为焦距,是焦点距声源的距离;d为焦区宽度,是焦点处横截面上保持为最大声压的声束宽度范围;L为焦区长度,是声轴上焦点附近声压保持为最大声压的声束长度范围。
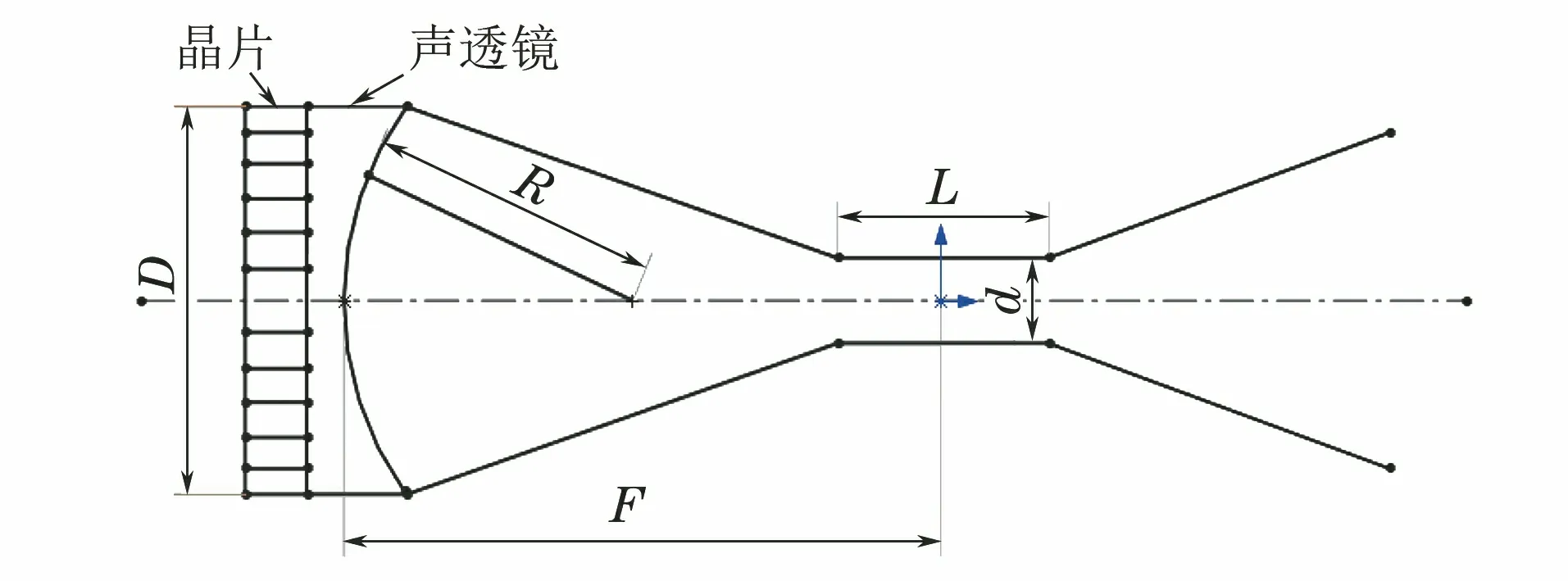
图2 聚焦声束原理示意
2 试验装置及试块
2.1 试验装置
采用如图3所示的水浸超声扫描系统,该系统除了能够满足常规板、棒、管的检测需求外,还可用于各复杂曲面的盘、环件及异形工件的检测。该系统的检测精度可以达到φ0.3 mm当量平底孔,实时采样率达400 MHz,上下表面盲区高度小于1.5 mm,检测通道可达8个,支持高达1 000 mm·s-1的扫描精度。

图3 水浸超声扫描系统外观
2.2 试块
试验共使用了3块试块,分别为薄、厚阶梯试块(见图4)以及φ5 mm平底孔试块,试块参数如表1所示,φ5 mm平底孔试块尺寸(长×宽×高)为340 mm×180 mm×30 mm,采用锻造成型方式,含有φ5 mm平底孔、横槽和斜槽缺陷,加工工艺为精车。
厚阶梯试块最薄的阶梯也比薄阶梯试块最厚的梯度厚,两块试块覆盖了中厚板的厚度范围,且每一阶梯都含有不同尺寸的平底孔缺陷。
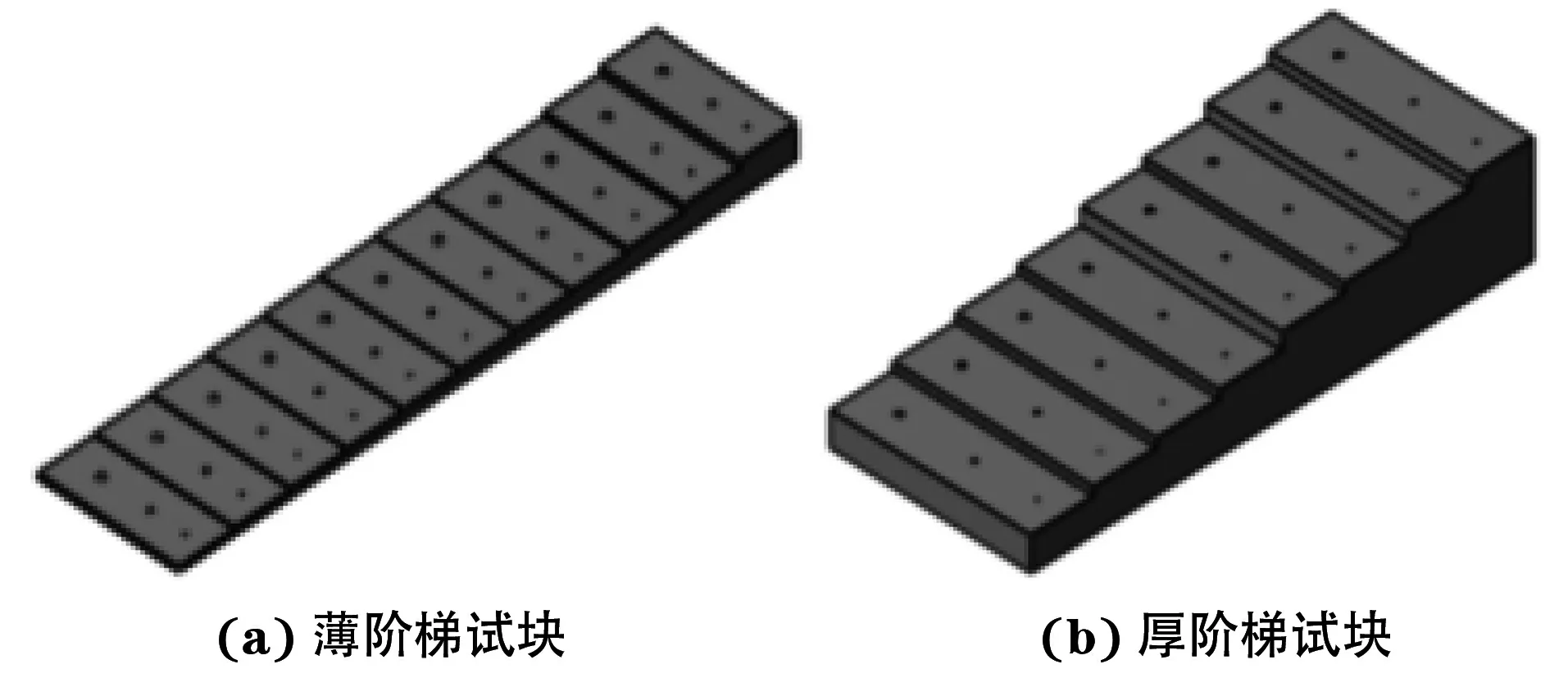
图4 薄、厚阶梯试块结构示意
水的浊度以及气泡试验所使用的是φ5 mm平底孔试块。

表1 薄、厚阶梯试块参数 mm
3 影响因素试验结果
采用受控射流超声检测方法对钢板进行检测,检测灵敏度受检测设备的不确定因素的影响。检测设备的不确定因素主要为探头和水。探头偏转会使得缺陷不能被有效声束覆盖,降低检测灵敏度。水中的杂质会吸收超声波,加强其散射,水中的气泡会使超声波发生全反射,有气泡的位置会出现失波现象。
3.1 探头偏转对检测灵敏度的影响

图5 系统A轴,B轴示意
为了测试探头偏转角度对检测灵敏度的影响,采用水浸超声波C扫描系统进行试验。系统有可以做圆周转动的A轴,B轴(见图5),在实际检测时,A轴,B轴可以调节探头的垂直度。
试验采用薄阶梯试块,水距为42 mm,用线聚焦探头找到深度为15 mm的φ5 mm平底孔缺陷后,将探头调垂直,使缺陷波幅最大,试验测得增益为42.8 dB时,该平底孔缺陷回波波幅达满屏的80%,此时A轴,B轴偏转标定为0°。采用控制变量法,保持B轴不动,A轴步进为0.1°缓慢转动,依次记录信号的幅值,直到信号有一个较大的衰减;同样地,保持A轴不动,B轴步进为0.1°缓慢转动,记录信号的幅值(见图6)。
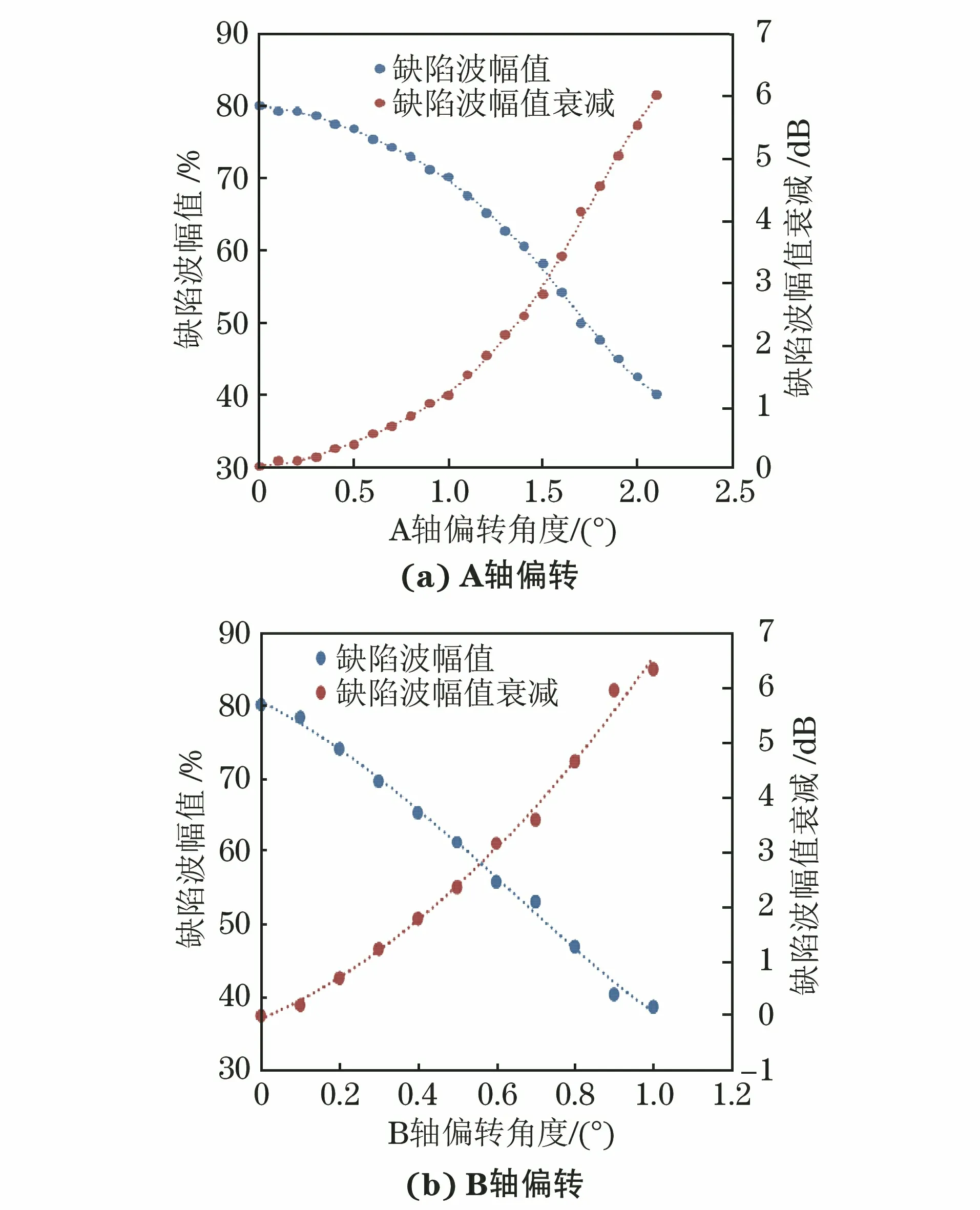
图6 A轴,B轴分别偏转时缺陷波幅值和幅值衰减曲线
由图6可以发现,角度的偏转使得信号衰减速度先增大后减小。当B轴保持不变,A轴转动,且A轴偏转角度为0°1°时,缺陷回波信号幅值逐渐衰减,但衰减速度不大;A轴偏转角度为1°1.7°时,缺陷波幅值衰减速度大,幅值衰减20%;A轴偏转角度为1.7°2.1°时,缺陷回波幅值衰减速度减小,A轴偏转角度达到2.1°时,缺陷回波幅值已经减小到初始值的一半,幅值衰减高达6 dB。当A轴保持不变,B轴转动时,B轴微小的角度偏转会使缺陷回波幅值产生巨大的衰减,B轴偏转到0.6°时,缺陷回波幅值的衰减达到了3 dB,B轴转到1°时,缺陷回波幅值已经下降到初始值的一半。由此可以说明,B轴偏转对缺陷回波信号的衰减作用更大。
3.2 水的浊度对检测灵敏度的影响
浊度是水的一种光学性质的表达方式,表示水对光的吸收和散射的程度。水的浊度是由泥土、粉砂、微细的有机物和无机物、可溶的有色有机化合物、浮游生物和其他微生物等悬浮的物质决定的,其与胶体颗粒物的种类、粒径、表面状态等有关。规定1 L水中含有1 mg二氧化硅所产生的浊度为1度(也称1 NTU)[10]。水浸C扫描设备的水需要过滤循环使用,被检工件的锈蚀、设备零部件的锈蚀以及环境尘土进入水中会使得水质变差,浊度变高,因此有必要研究水的浊度对超声信号的影响规律。
水的浊度影响分析试验现场如图7所示,其中,浊度计可测试水的浊度,量程为200 NTU,精度为0.1 NTU,配有400 NTU校正液。前置机箱实现信号的模数转换,发射超声波时,数字信号转化为模拟信号,经探头发出超声波;接收超声波时,模拟信号转化为数字信号,经过信号处理后由电脑软件显示缺陷图像。

图7 水的浊度影响分析试验现场
试验前,需要将浊度计进行校正,取自来水和标准校正液按照一定比例配置0,200 NTU的样品液来对浊度计进行校正。校正完成后,水箱内装浊度为0 NTU的自来水,将试块放入水箱内并擦拭其表面,探头盒水平放置在试块表面。试验开始后,调节增益使得试块的底波达满屏的80%,此时增益为32.6 dB。保持增益不变,添加铁锈粉使水浊度增加,浊度每增加10 NTU,记录当前浊度下的底波幅值,幅值变化情况如图8所示。

图8 底波幅值和底波幅值衰减与水的浊度的关系
由图8可知,随着水的浊度的增加,底波幅值先保持稳定然后剧烈衰减,最后趋于稳定。水的浊度小于50 NTU时,底波幅值基本不发生变化;浊度为50160 NTU时,波幅几乎呈现线性关系的趋势下降;浊度为150 NTU左右时,波幅衰减3 dB;浊度大于160 NTU时,底波幅值趋向于稳定;浊度为200 NTU左右时,底波幅值下降了3.58 dB。
3.3 气泡对检测灵敏度的影响
实际钢板在线检测时,水中可能出现气泡,对检测结果产生影响。水的声阻抗Z1=0.15×106g·cm-2·s,空气的声阻抗Z2=40 g·cm-2·s,可以计算得出声压反射率r、声压透射率t、声强反射率R、声强透射率T分别如式(1)(4)所示。
(1)
(2)
R2=r2=1
(3)
T=1-R=0
(4)
由上述公式可知,水的声阻抗远大于空气的声阻抗,水浸超声检测过程中,水中容易有气泡产生,如进水管漏气、探头表面未擦拭、工件表面含有颗粒物等都可能产生气泡。如果水中含有气泡,超声波几乎全反射,无透射,导致检测结果出现失波现象。
为了验证实际检测过程中气泡对检测结果的影响是否符合理论计算,拟采用试验的方式进行验证。试验仪器采用水浸C扫描设备,检测环境为完全水浸。试验拟采用气泵产生气泡来模拟真实检测过程中水中含有气泡的情况。气管捆绑在探头运动方向一侧,气泡会经过探头正下方,气泡影响分析试验平台外观如图9所示。

图9 气泡影响分析试验平台外观
试验时,先在没有气泡的情况下对试块进行扫查,得到如图10(a)所示的C扫描图,从图中可以清楚地看到φ5 mm平底孔、横槽和斜槽等缺陷。保持增益不变,有气泡时的C扫描图如图10(b)所示,与图10(a)对比,由图10(b)可以发现图像发白不清晰,扫查路径上失波严重,缺陷不清晰可见,部分区域完全失波。
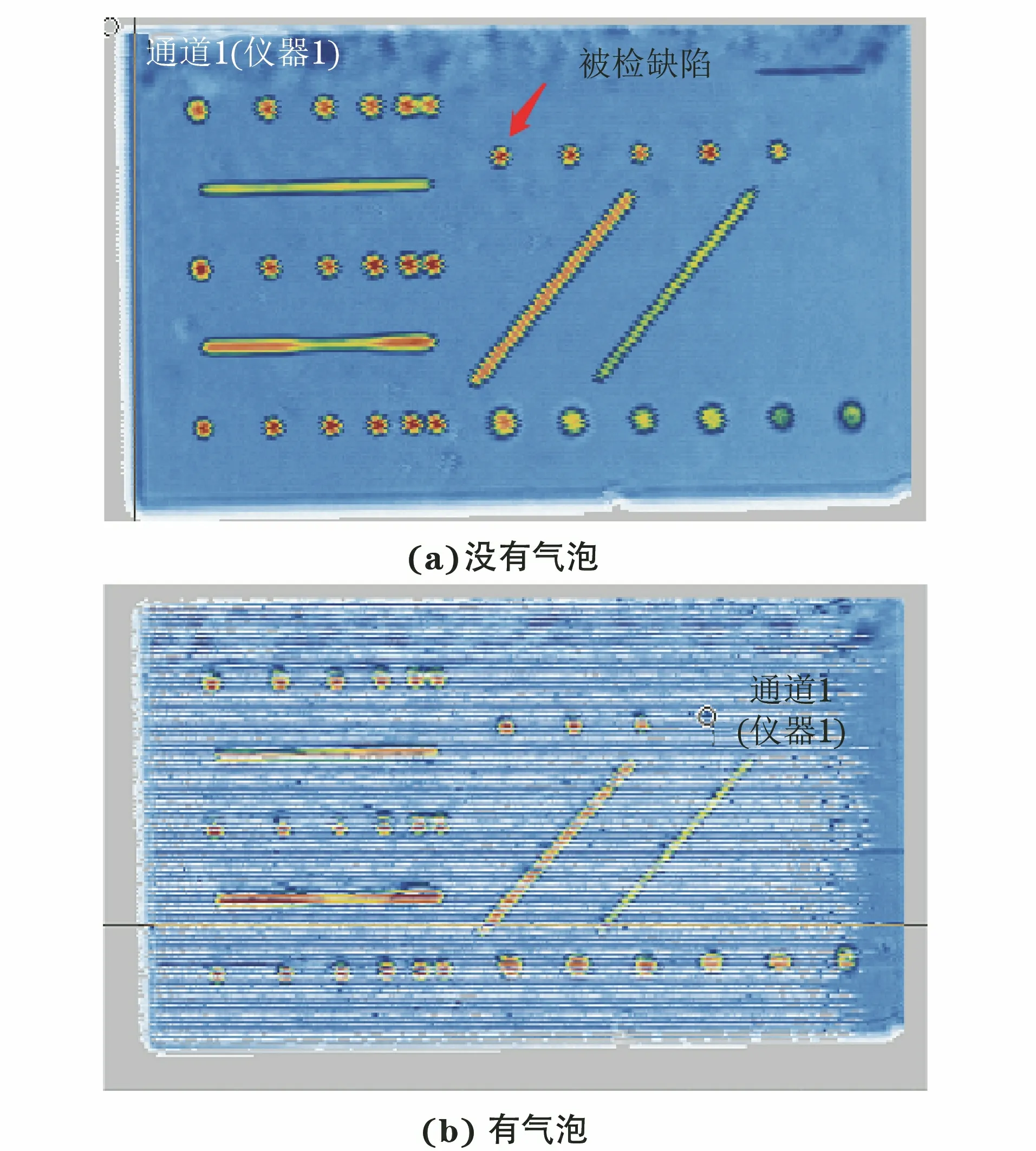
图10 有无气泡时试块的C扫描图
为了量化气泡对检测结果的影响,对图10(a)所示的被检缺陷在不同排气量的条件下进行试验,记录缺陷波幅。试验采用的气泵额定功率为4 W,最大排气量为1.5 L·min-1,气量可通过旋钮调节,气量调节到最大需转2.5圈。试验前,先将探头调垂直。在没有加气泡时,采用试块两个对角点的坐标规划扫查路径,以x轴为扫描轴,y轴为步进轴,对试块进行栅格全扫描,扫描速度设置为200 mm·s-1,步进距离为1 mm。将被检缺陷波高调至80%,此时增益为39.7 dB。保持该增益,从气泵最小气量(即转0圈)开始试验,步进为0.125圈,直到气量调节到最大值(转动2.5圈),共进行21组试验。分别记录上述被检缺陷的幅值,并计算缺陷幅值衰减,缺陷幅值和幅值衰减随气泵圈数的变化曲线如图11所示。

图11 缺陷幅值和幅值衰减随气泵圈数的变化曲线
由图11可知,气泡对缺陷幅值的衰减作用明显,被检缺陷幅值随着气泵圈数的增加(即气泵排气量的增加)而衰减。气量最小时(转0圈),缺陷幅值为72.53%;气量最大时,缺陷幅值为21.90%。气泡对超声信号的影响很大,旋钮旋转约0.375圈时,缺陷幅值衰减了3 dB;当旋转1.5圈时,缺陷幅值衰减超过了一半;转到2.5圈时,缺陷幅值衰减已经超过11 dB。
4 影响因素分析
普通钢板由板坯轧制而成,钢板中的分层、折叠等缺陷平行于板面。使用超声探头进行检测时,需要使探头发出的超声波垂直入射到工件中。水浸线聚焦探头发出的超声波能量主要集中在有效声束范围内,如果探头没有垂直工件进行检测,缺陷有可能不会被探头的有效声束覆盖,缺陷回波信号幅值就会降低;并且纵波斜入射到水钢界面时,会发生波型转换和散射,降低缺陷的检出能力,可能导致漏检和检测灵敏度不高的问题。设备在实际检测过程中,探头可能会绕着A,B两个轴发生偏转。根据图6可知,两个轴微小的角度偏转对检测精度影响很大,其中,B轴偏转对检测精度的影响更大,原因可能是B轴偏转,缺陷反射面减小得更快。B轴偏转1°就会使缺陷波幅值下降一半。实际生产检测中,每次检测前必须要将C扫描探头调垂直。
水中的悬浮物会增强超声的散射衰减并且会吸收超声波,悬浮物越多超声波信号衰减越大。根据图8所示的试验数据可以得出结论:随着水浊度的增大,底波会产生较大的衰减,当浊度达到150 NTU时,底波已经衰减了3 dB。根据GB/T 19923-2005 《城市污水再生利用工业用水水质》 标准可知,工业水浸超声检测循环用水的浊度不大于5 NTU,由试验结果可知,在这个范围内水的浊度对检测结果几乎没影响。水浸设备用水应该加强监测,定期过滤,设备定期除锈补漆加强保养,以保持良好的检测效果。
气泡是对检测精度影响最大的因素,水钢界面的气泡会使得检测结果出现失波现象。由图11可知,气泵气量旋钮旋转1.5圈时,缺陷幅值下降超过6 dB。钢板表面质量差、工业循环用水中的杂质以及进水管的气密性差都容易使耦合剂与钢板之间存在气泡。在检测时,需要确保水中没有气泡,可以预先放水几分钟。在检测前应该先擦拭探头表面及被检工件表面,确保表面没有气泡。定期检查进水管,以防止水管松动及破裂导致进气。
5 结语
(1) 目前,国内钢板检测主要采用接触式超声无损检测方法,为了降低探头磨损带来的检测成本,中国特检院和奥瑞视(北京)科技有限公司联合开发了受控射流在线自动检测系统,采用水浸线聚焦探头进行钢板的在线超声检测。相比于平探头,聚焦探头具有检测精度高以及信噪比高的优点。聚焦探头分为线聚焦探头和点聚焦探头,线聚焦探头的聚焦区域比点聚焦探头的大,检测效率更高。
(2) 结合钢板检测的实际情况,影响水浸线聚焦探头检测精度的因素有很多,如探头的偏转角度、水的浊度以及气泡等。试验发现:探头的偏转角度以及水中的气泡对检测灵敏度有显著影响;水的浊度不是影响检测精度的关键因素。
(3) 钢板检测过程中,失波现象可能是由水中、探头表面或者钢板表面存在气泡引起的。出现失波现象时,需要停止检测,查明具体原因,完全排除隐患后,再进行检测。
(4)受控射流设备虽已投入试运行,但工艺参数仍需根据现场工况进行调整。文章的研究成果对于设备运维、工艺优化及相关技术标准的制定具有重要意义。
猜你喜欢
科学技术创新(2022年1期)2022-02-19
癫痫与神经电生理学杂志(2022年6期)2022-02-10
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
东坡赤壁诗词(2020年5期)2020-11-06
铸造设备与工艺(2019年2期)2019-07-25
价值工程(2018年25期)2018-09-26
中国现代医生(2017年24期)2017-10-17
西南交通大学学报(2016年4期)2016-06-15
中国当代医药(2015年8期)2015-03-01
