
提高铸铝模中圈性能和寿命的工艺试验
2021-12-13 07:31韩金华
科学技术创新 2021年33期
韩金华
(江苏航运职业技术学院智能制造与信息学院,江苏南通 226010)
电机铸铝模中圈通常使用灰铸铁材料,其含碳量一般在2.7%~3.6%、含硅量在1.0%~2.2%、含锰量在0.4%~1.2%、含硫量小于0.15%、含磷量小于0.3%范围内[1]。
灰铸铁组织相当于在钢的基体上分布着片状石墨,从而使它具有与钢不一样的特殊优良性能,如优良的铸造性能、与铝不粘结、良好的散热性和切削加工性等[2],因此,在电机铸铝模中圈制造中得到了广泛的应用。但灰铸铁由于片状石墨组织的存在,割裂了基体的连续性,相当于在钢的基体上分布了许多细小裂纹,使其力学性能下降,特别是由于热疲劳引起的使用寿命明显下降[3]。
为了提高灰铸铁中圈的性能和使用寿命,我们对灰铸铁中圈铁液进行孕育处理和灰铸铁中圈铸件热处理,并对其组织进行了分析和性能试验。
1 灰铸铁中圈铁液孕育处理试验
1.1 试验条件
1.1.1 试验材料:1380℃灰铸铁铁液;
1.1.2 孕育剂:含硅量75%的硅铁块;
1.1.3 孕育剂加入量:铁液总重量的0.4%。
1.2 试验工艺
在1380℃灰铸铁铁液中加入占铁液总重量0.4%的孕育剂(含硅量75%的硅铁块)进行孕育处理。
1.3 试验原理
增加灰铸铁铁液结晶时的原始晶核数量,细化晶粒组织,提高力学性能。
1.4 试验内容
加孕育剂孕育处理后的铁液浇铸成中圈铸件试样,普通灰铸铁铁液也浇铸成中圈铸件试样,并对它们分别进行金相组织试验、力学性能试验和生产试验。
1.5 试验结果
经过孕育处理的灰铸铁(也称孕育铸铁)中圈与未经孕育处理的普通灰铸铁中圈,它们的金相组织、性能和使用寿命见表1。

表1 普通灰铸铁中圈与孕育铸铁中圈的金相组织、性能和使用寿命
试验结果显示:灰铸铁中圈铁液孕育处理后,材料基体组织(珠光体组织)变细,片状石墨细化且分布更均匀,硬度有所提高,使用寿命延长。孕育处理对提高中圈性能和寿命具有一定作用。
2 灰铸铁中圈石墨化退火试验
灰铸铁中圈结构较复杂,有些铸件的表层和某些薄壁处,由于浇注后冷却速度较快,经常出现白口组织,使铸件硬度增大,脆性提高,影响后续切削加工和中圈的使用性能。因此,消除铸件的白口组织,将不合格的白口铸铁件转化为合格的灰口铸铁件,具有重大的经济意义和生产价值。
将白口铸铁转化为灰口铸铁,生产上一般采用石墨化退火工艺。
铸铁石墨化的过程是一个原子扩散的过程,不仅需要碳原子的扩散集聚,而且还需要铁原子在碳的集聚处扩散转移。石墨化的温度愈低,原子扩散愈困难,因而愈不易石墨化。由此可见,铸铁石墨化退火是一个高温长时间退火的过程。
生产中常规使用的石墨化退火工艺参数为:加热温度850℃~900℃,保温2~4 小时,然后随炉缓冷至500℃~400℃后出炉空冷。
由于常规石墨化退火工艺效果不理想,退火后大多数铸件硬度仍然很高,仍不符合生产要求,甚至有人怀疑石墨化退火工艺的有效性。为此,我们从提高加热温度、延长保温时间两方面着手,对带有白口的中圈铸件进行了多次石墨化退火试验,获取了一定的退火工艺参数,取得了较好的生产效果。
2.1 试验条件
2.1.1 试验工件:普通灰铸铁中圈铸件;
2.1.2 热处理设备:台车式电阻炉;
2.1.3 试验方式:普通灰铸铁中圈铸件装箱密封入炉。
2.2 试验工艺
将带有白口组织的普通灰铸铁中圈铸件进行高温长时间石墨化退火,形成灰口铸铁件。
2.3 试验原理
通过加热白口组织铸铁件,使白口组织中的渗碳体分解成铁素体和石墨,形成灰口组织铸铁件。
2.4 试验内容
改变热处理退火加热温度和保温时间,使白口组织铸铁件变成灰口组织铸铁件,并对它们分别进行金相组织试验和力学性能试验。
2.5 试验结果
中圈铸铁件石墨化退火工艺参数见表2,退火前后金相组织和力学性能见表3。

表2 中圈铸铁件石墨化退火工艺参数
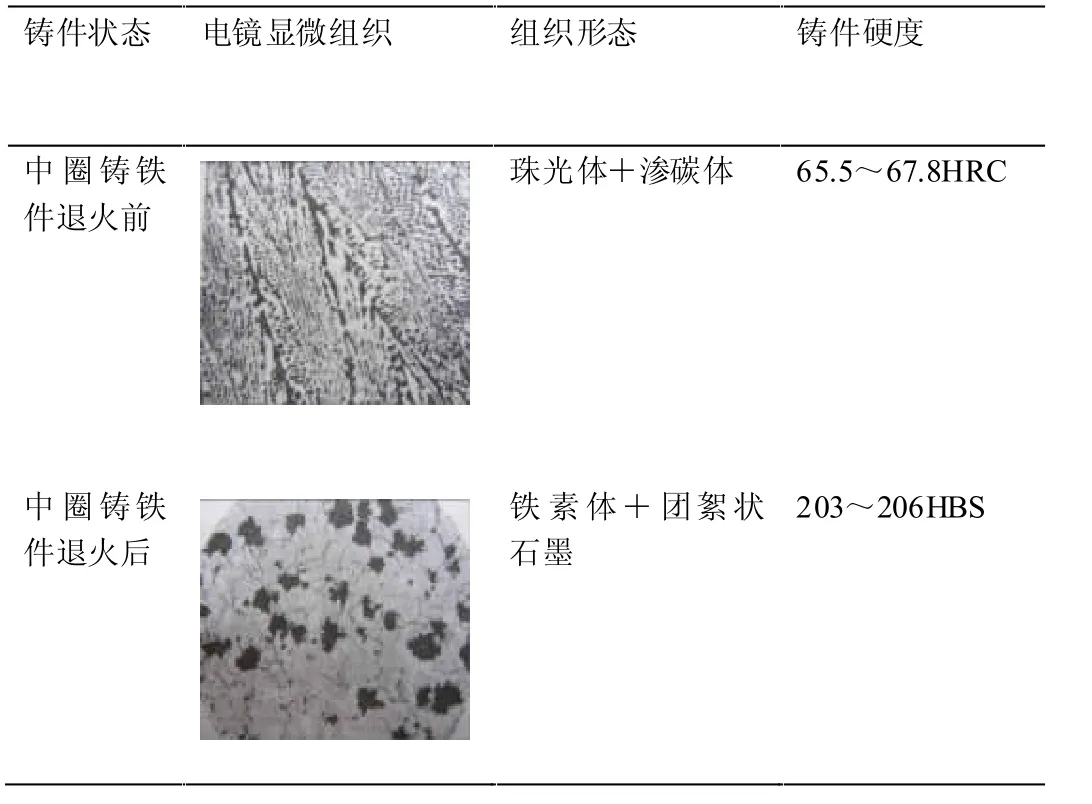
表3 中圈铸铁件石墨化退火前后金相组织和力学性能
试验结果表明:中圈铸铁件石墨化退火加热温度850℃~900℃时,保温时间应为20~24 小时,远长于2~4 小时常规保温时间。而且加热温度愈高,保温时间愈短。当加热温度升至950℃时,保温时间缩短至15 小时。
3 灰铸铁中圈铸件热处理淬火试验
3.1 试验条件
3.1.1 试验材料:普通灰铸铁中圈铸件;
3.1.2 热处理设备:箱式电阻炉;
3.1.3 淬火方式:油冷。
3.2 试验工艺
将灰铸铁中圈铸件试样置入箱式电阻炉中,加热到860℃,保温1.5 小时后出炉,并整体浸入油中冷却淬火。随后进行180℃低温回火。
3.3 试验原理
使灰铸铁在固态下重新结晶,以细化晶粒,提高性能。
3.4 试验内容
对热处理后的灰铸铁中圈铸件试样对照未经热处理的铸态灰铸铁中圈铸件试样进行金相组织试验、力学性能试验和生产试验。
3.5 试验结果
经过热处理的灰铸铁中圈铸件与未经热处理的灰铸铁中圈铸件,它们的金相组织、性能和使用寿命见表4。
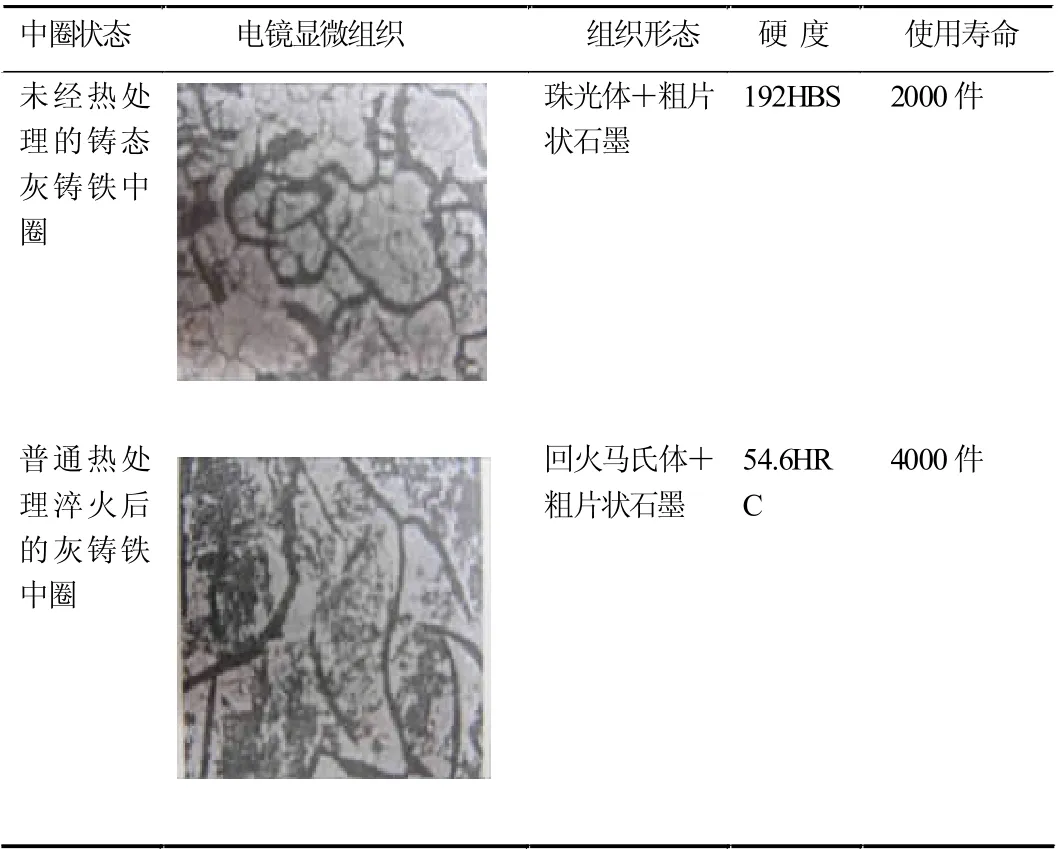
表4 灰铸铁普通热处理前后的金相组织、性能和使用寿命
试验结果说明:灰铸铁中圈普通热处理淬火后其基体组织变细,由珠光体组织变成回火马氏体组织,石墨的形状(片状)、数量、大小和分布基本未变,硬度明显提高,使用寿命明显延长。普通热处理淬火对提高灰铸铁中圈性能和寿命作用明显。
4 灰铸铁中圈激光热处理试验
4.1 试验条件
4.1.1 试验材料:普通灰铸铁中圈;
4.1.2 热处理设备:激光器;
4.1.3 淬火方式:自然冷却。
4.2 试验工艺
对普通灰铸铁中圈试样工作表面进行激光扫描,然后自然冷却淬火。
4.3 试验原理
使灰铸铁在固态下重新结晶,从而细化晶粒,提高性能。
4.4 试验内容
激光热处理后的灰铸铁中圈试样对比未经热处理的铸态灰铸铁中圈试样进行金相组织试验、力学性能试验和生产试验。
4.5 试验结果
经过激光热处理的灰铸铁与未经热处理的灰铸铁,它们的金相组织、力学性能和使用寿命见表5。

表5 灰铸铁激光热处理前后的金相组织、性能和使用寿命
试验结果证明:灰铸铁中圈工作表面激光热处理淬火后,其基体组织更细,由珠光体组织变成细回火马氏体组织,石墨的形状(片状)、数量、大小和分布基本未变,其表面硬度更高,使用寿命更长。激光热处理淬火可显著提高灰铸铁中圈的性能和寿命。
结束语
孕育处理可以有效提高灰铸铁中圈的性能和寿命;普通热处理能明显提高灰铸铁中圈的性能和寿命;激光热处理淬火对提高灰铸铁中圈性能和寿命作用更显著。
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
中国金属通报(2022年7期)2022-11-22
金属热处理(2022年2期)2022-11-16
工友(2022年7期)2022-07-23
昆钢科技(2022年1期)2022-04-19
军民两用技术与产品(2021年8期)2021-11-24
食品安全导刊(2021年20期)2021-08-30
纺织科学研究(2021年7期)2021-08-14
铸造设备与工艺(2021年1期)2021-04-21
军事文摘(2020年20期)2020-11-16
